
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ширина стрічки B, мм | 300 | 400 | 500 | 650 | 800 | 1000 | 1200 |
Dmin, мм | 400 | 400 | 400 | 400 | 500 | 500 | 630 |
Діаметри барабанів повинні відповідати номінальному ряду за ГОСТ :
… 400, 500, 630, 800, 1000, 1200 … мм.
Товщину обода барабана 5 можна прийняти рівною
![]()
де D - діаметр барабана, мм.
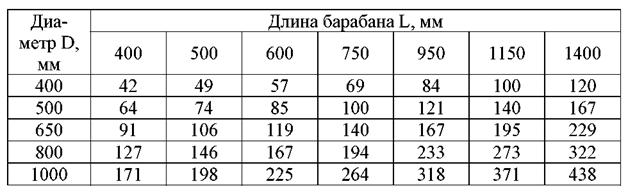
Довжина барабана вибирається залежно від ширини стрічки
D, мм | 300 | 400 | 500 | 650 | 800 | 1000 | 1200 |
L, мм | 400 | 500 | 600 | 750 | 950 | 1150 | 1400 |
Відстаань між втулками
![]()
де B - ширина стрічки.
Орієнтовна маса Qб приводних барабанів, кг:
5.2. Вибір електродвигуна 5.2.1. Визначають необхідну потужність електродвигуна |
![]()
де Ft - окружне зусилля на приводному барабані, Н; V - швидкість стрічки, м/с; η = 0,8…0,85 - загальний коефіцієнт корисної дії привода.
5.2.2. По каталогу вибирають електродвигун найближчої більшої потужності. При цьому можуть бути рекомендовані електродвигуни серії 4А за ГОСТ із синхронною частотою обертання 1000 об/хв.
Зображують обраний двигун, вказують його позначення, основні розміри й параметри (Pэ, nэ).
5.3 Вибір редуктора
Кращим є привод, що полягає з електродвигуна й редуктора без додаткової передачі.
5.3.1. Визначають частоту обертання приводного барабана
де V - швидкість стрічки, м/с;
D - діаметр приводного барабана, м.
5.3.2. Визначають передаточне число привода

де nэ - частота обертання вала електродвигуна.
5.3.3. Визначають величину крутного моменту на тихохідному валу редуктора
де Ft - окружне зусилля на приводному барабані, Н; D - діаметр приводного барабана, м.
У деяких довідниках замість величини крутного моменту на тихохідному валу приводяться потужність і частота обертання швидкохідного вала редуктора.
5.3.4. З каталогу, вибирають редуктор, що має близькі до необхідних значення "u" і "T" (або P).
Зображують обраний редуктор, указують його позначення, основні параметри й розміри, у тому числі діаметри вихідних кінців валів.
5.4. Розрахунки вала приводного барабана
5.4.1. Визначають діаметр вала з розрахунку тільки на кручення
де Р – потужність на валу приводного барабана;
Ft - окружне зусилля на приводному барабані, Н;
V - швидкість стрічки, м/с.
5.4.2. Розробляють конструкцію вала

Рис.4 – Конструкція барабана встановленого на вал
Розрахованою в пункті 5.4.1. величиною оцінюють середній діаметр вала приводного барабана, наприклад, діаметр вала в місці посадки підшипника dп (dп слід округлити до величини, кратної 5). Інші діаметри вала призначають, прийнявши за вихідний dп.
Слід мати на увазі, що на підставі аналізу існуючих конструкцій конвеєрів при D > 400 мм, де D - діаметр приводного барабана, dм > 55 мм, dп > 60 мм.
Також на підставі аналізу існуючих конструкцій конвеєрів різних типорозмірів, відстань "А" між опорами вала залежно від довжини L приводного барабана має наступні значення
L, мм | 400 | 500 | 600 | 750 | 950 | 1150 | 1400 |
А, мм | 630 | 730 | 850 | 1000 | 1260 | 1500 | 1750 |
5.4.3. Проводять перевірочний розрахунок валу на міцність [6]
Розрахункова схема валу приводного барабану має вигляд:
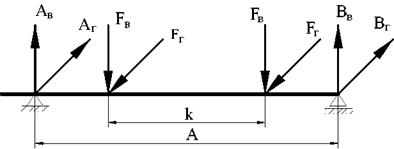
Рис. 5 – Розрахункова схема валу приводного барабану
5.5. Вибір і перевірочний розрахунок шпонок проводять згідно загальноприйнятої методики.
5.6. Вибір підшипників і їх перевірка проводиться за динамічною вантажопідйомністю.
При монтажі на рамі конвеєра корпусів підшипників, які стоять окремо має місце порушення їх співвісності й перекіс вала. Тому необхідно встановлювати кулькові або роликові радіальні дворядні сферичні підшипники.
5.7. Вибір корпусів підшипників і торцевих кришок
Знаючи типорозмір підшипника, можна вибрати корпус підшипника й торцеві кришки. Конструкція й розміри корпусів підшипників і кришок наведені в довідниковій літературі.
5.8. Вибір і розрахунки муфт
З'єднання валів електродвигуна й редуктора проводиться звичайно пружною муфтою, наприклад, пружною втулочно-пальцевою, а валів редуктора й барабана - компенсуючою ланцюговою або зубчастою муфтою.
Необхідно зобразити обрані муфти, вказати їхні основні розміри й параметри.
6. Проектування натяжної станції
6.1. Конструкцію й основні параметри натяжного барабана можна прийняти аналогічними приводному барабану.
6.2. Вибір типу натяжного пристрою
У стрічкових конвеєрах застосовуються гвинтові й вантажні натяжні пристрої. Гвинтові натяжні пристрої застосовуються переважно на коротких (до 30…60 м) горизонтальних і похилих конвеєрах. У стрічкових конвеєрах більшої довжини застосовують вантажні натяжні пристрої.
6.3. Визначення величини ходу натяжного пристрою
Величина ходу X натяжного пристрою залежить від кута нахилу конвеєра β. При β < 10° X ==0.03L, при β > 10° X =0.02L, де L - довжина конвеєра.
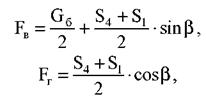
6.4. Визначення параметрів вантажного натяжного пристрою
6.4.1. Вибирають схему пристрою
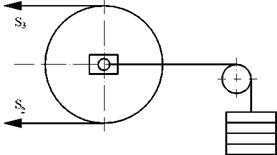
6.4.2. Визначають масу натяжного пристрою
![]()
де S2, S3 - натяг стрічки в точках набігання на натяжний барабан і збігання з нього; T - опір переміщенню візка натяжного механізму, орієнтовно T = 150…200Н; ![]() = 0.94…0.98 - ККД блоку; менші значення - для блоків на підшипниках ковзання, більші - на підшипниках кочення; n - число блоків у відхиляючій системі; у прийнятій вище схемі n = 1.
= 0.94…0.98 - ККД блоку; менші значення - для блоків на підшипниках ковзання, більші - на підшипниках кочення; n - число блоків у відхиляючій системі; у прийнятій вище схемі n = 1.
6.4.3. Визначають об'єм вантажу
де Qгр - маса вантажу, кг;
γ - питома маса матеріалу вантажу, г/см3 ( для чавуну γ = 7.8 г/см3).
6.4.4. Визначають форму й розміри вантажу
Вантажу найчастіше надають циліндричну форму з таким розрахунком, щоб його висота Hгр трохи перевищувала діаметр Dгр. При визначенні розмірів вантажу звичайно задаються Dгр і визначають Hгр.
Найбільш зручним в експлуатації є вантаж, що складається з кількох дисків.
6.4.5. Вибирають типорозмір канату. У конструкції вантажного натяжного пристрою стрічкових конвеєрів можна застосовувати різні типи канатів, наприклад канат сталевий - ЛК - 0 6x19 ГОСТ 3077-80 (ЛК - лінійний контакт окремих дротів між шарами пасом; 0 - волокна виготовлені із дротів однакового діаметра; 6 - число волокон; 19- число дротів у волокні).
Вибір діаметра канату проводиться по співвідношенню
![]()
де Smax - найбільший робочий натяг канату,
n - запас міцності, n = 4,5…5; Sp - розривне зусилля канату.
Діаметр канату, мм | Sp, Н при sв дроту=1568 Н/мм2 | Позначення канату |
3,7 4,0 4,9 5,9 | 6740 7640 11850 16950 | ЛК-0 6x7 ГОСТ 3069-80 |
8,3 9,1 9,9 11,0 | 34800 41550 48850 62850 | ЛК-Р 6x19 ГОСТ 2688-80 |
11,5 12 13 14 15 16,5 17,5 19,5 20,5 | 66150 72000 81000 97750 115500 135000 156000 183000 210500 | ЛК-0 6x19 ГОСТ 3077-80 |
6.4.6. Визначають діаметр блоку
![]()
де Dбл - діаметр блоку, обмірюваний по дну канавки, мм; d - діаметр канату, мм.
6.6. Вибір підшипників осі натяжного барабана і їх перевірка за динамічною вантажопідйомністю.
6.7. Вибір корпусів підшипників і торцевих кришок згідно стандартів і розмірів.
7. Проектування станини конвеєра
Станину виконують із прокатних профілів сталі у вигляді поздовжніх балок, на які встановлюють роликоопори.
Лабораторна робота №2
Расчет и проектирование автоматических загрузочных устройств
Проектирование автоматического загрузочного устройства начинают с разработки ТЗ, содержащего основные параметры проектируемого устройства. При этом следует изучить соответствующую информацию, содержащуюся в научно-технической и патентной литературе.
В ТЗ на автоматические загрузочные устройства необходимо отразить следующее:
1)наименование устройства и область его применения;
2) вид разработки: новая разработка (модификация или поисковая конструкция) или модернизация имеющегося устройства;
3) функциональные характеристики устройства: принцип действия (механический, гидравлический и т. д.), область функционирования (диапазон типоразмеров загружаемых заготовок);
4) требования к загрузочному устройству: точность позиционирования, ограничения по нагрузкам, скорость перемещения, производительность, требования к окружающей среде, к технологическому циклу;
5) рабочие условия: продолжительность и частота работы, воспринимаемые внешние нагрузки, встройка и условия привязки и установки устройства на технологическом оборудовании, сигнализация, связь с транспортной системой, коэффициент выдачи;
6) требования к эксплуатации: техника безопасности и производственная санитария, ремонтопригодность, ремонтоспособность;
7) экономические вопросы: стоимость, срок службы, обслуживание, технический надзор;
8) внешний вид;
9) производственные требования: серийность производства, переналадка, частота переналадки, требования к сборке;
10) применение в устройстве унифицированных и стандартизированных узлов и деталей;
11)сравнение с лучшими аналогами; 12) патентный и информационный материал;
13)специальные требования и условия.
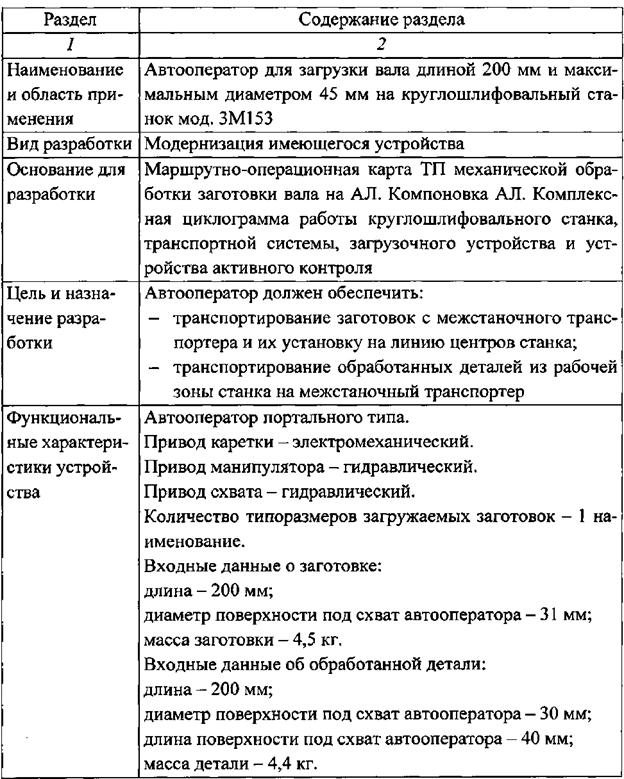
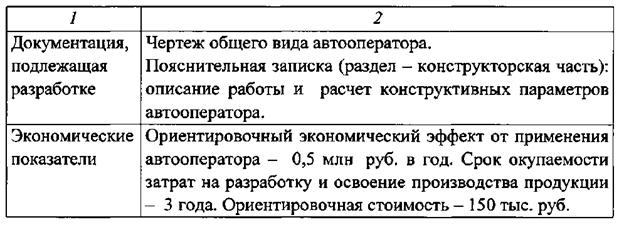
В качестве примера в табл. 13 приведено ТЗ на проектирование автооператора для загрузки круглошлифовального автомата.
Таблица 13. Техническое задание на проектирование автоматического загрузочного устройства
На основании ТЗ, которое приводится в ПЗ, разрабатывают техническое предложение в соответствии с ГОСТ 2.118, эскизный проект - ГОСТ 2.119, технический проект - ГОСТ 2.120 [22].
В объем технического предложения входят проработки материалов по прототипам и аналогам отечественного и зарубежного производства, анализ их сравнительных показателей, проработка возможных компоновок.
Техническое предложение должно включать следующие основные документы на проектируемое устройство автоматической загрузки:
1) чертеж общего вида устройства, дающий представление о компоновочных и основных конструктивных исполнениях устройства, взаимодействии его механизмов и принципе работы;
2) схемы (кинематические, гидравлические), циклограмму работы, разные графические и прочие поясняющие материалы;
3) описание работы устройства в конструкторской части ПЗ;
4) расчет конструктивных параметров устройства.
Изучив ТЗ, студент приступает к проработке материалов по прототипам и аналогам отечественного и зарубежного производства, к проработке возможных компоновок автоматического загрузочного устройства.
При выборе прототипов или аналогов проектируемого устройства необходимо учитывать специфику условий, в которых оно будет работать:
1) конструктивные особенности загружаемой заготовки (или детали);
2) необходимость накопления запаса заготовок;
3) вид технологического оборудования;
4) производительность технологического оборудования;
5) вид межагрегатной связи между станциями АЛ;
6) требования к точности позиционирования заготовки;
7) требования к сохранению ориентации заготовок при их передаче с транспортной системы в рабочую зону технологического оборудования и обратно;
8) возможность совмещения времени работы загрузочного устройства с временем выполнения рабочих ходов технологического оборудования;
9) требования к сохранению заготовками своих свойств при их загрузке и разгрузке.
Для автоматической загрузки оборудования в автоматизированном производстве применяют бункерные, кассетные и магазинные системы автоматической загрузки, автооператоры, манипуляторы и промышленные роботы. Вопросы выбора, расчета и проектирования автоматических загрузочных устройств достаточно подробно рассмотрены в работах [11, 14, 33, 36, 63].
Обосновав в ПЗ выбор аналога проектируемого загрузочного устройства, приступают к эскизной проработке его компоновки:
- разрабатывают несколько вариантов компоновки загрузочного устройства;
- для каждого варианта разрабатывают комплексную циклограмму работы оборудования, включающую процессы обработки, загрузки и разгрузки, контроля, межстаночного транспортирования и управления. По циклограмме проводят увязку времени работы загрузочного устройства, механизмов станка, межстаночного транспорта и устройств контроля;
- анализируют предложенные компоновки загрузочного устройства и с учетом рациональной кинематической и силовой схем, комплексной циклограммы, загромождения рабочей зоны станка, занимаемой площади выбирают наиболее приемлемый для данных условий вариант.
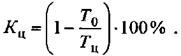
Рациональность циклограммы станка определяется минимальной продолжительностью технологического цикла обработки заготовки. В курсовой работе рекомендуется проводить количественную оценку цикла автоматизированного оборудования при применении загрузочного устройства по коэффициенту КЦ:
|
На основе принятой компоновки разрабатывают и приводят в принципиальную расчетную схему загрузочного устройства (рис. 45).
На следующем этапе выполняют расчет конструктивных параметров загрузочного устройства в соответствии с методикой, приведенной в работах [10, 12 и др.]. Согласно принципиальной расчетной схеме и с учетом эскизного варианта устройства разрабатывают чертеж общего вида загрузочного устройства, на котором показывают достаточное количество видов, разрезов и сечений, поясняющих конструкцию устройства, проставляют посадки на основные сопряжения деталей, наладочные и габаритные размеры, позиции на сборочные единицы и детали, входящие в состав загрузочного устройства. В соответствии со стандартами ЕСКД составляют спецификацию деталей и сборочных единиц и приводят ее в приложении к ПЗ. Над основной надписью чертежа размещают техническую характеристику загрузочного устройства (точность позиционирования, скорость перемещения, тип привода) и технические требования к изготовлению и эксплуатации устройства.
В ПЗ приводят описание загрузочного устройства и принципа его работы с указанием позиций по чертежу.
4.4. Расчет и проектирование специальных станочных и сборочных приспособлений
Проектирование специальных приспособлений студент начинает с разработки ТЗ, по согласованию с консультантом и в соответствии с ГОСТ 15.001. Особенности проектирования приспособлений для автоматических линий освещены в книгах [8, 34, 36, 40], для агрегатных станков - в альбомах [52, 53], для станков с ЧПУ и ГПС - в пособиях и монографиях [37 - 39, 51, 56, 70], для сборочных агрегатов - в книгах [21, 31,60].
4.5. Расчет и проектирование межстаночного транспорта
В некоторых заданиях на курсовое проектирование предусматривается разработка элементов систем межагрегатного транспортирования заготовок и сборочных единиц (приводной станции или секции транспортной системы, станции фиксации и зажима приспособления-спутника, кантователя, транспортера-распределителя, подъемника и т. д.).
Проектирование элементов систем межагрегатного транспортирования начинают с разработки ТЗ, которое оформляют в ПЗ по форме табл. 14. Разработку ТЗ и непосредственное проектирование элементов систем межагрегатного транспортирования начинают после тщательного изучения конструкций аналогичного назначения.
Таблица 14. Техническое задание на проектирование транспортера-распределителя
Вид разработки | Модернизация имеющегося транспортера-распределителя | |
Основание для разработки | Маршрутная карта ТП механической обработки наружного кольца на АЛ. Комплексная циклограмма работы технологического оборудования, загрузочных устройств и межстаночного транспорта | |
Цель и назначение разработки | Транспортер-распределитель должен обеспечить: - распределение заготовок колец между четырьмя параллельно работающими станками; - накопление запаса заготовок колец для 15-минутной работы станков при выходе из строя предыдущего по ТП | |
Функциональная характеристика транспортера-распределителя | Транспортер-распределитель с принудительным перемещением заготовок. Привод транспортера-распределителя - электромеханический. Количество типоразмеров загружаемых заготовок - 1 наименование. Входные данные о заготовке: длина - 150 мм; максимальный диаметр - 50 мм. | |
Технические требования | Тип производства - крупносерийный. Программа выпуска - 80 тысяч штук в год. Общий выпуск по неизменным чертежам - 400 тысяч штук в год. Установочные, присоединительные и габаритные размеры должны определяться с учетом компоновочного решения АЛ. Скорость транспортирования заготовок - 20 м/мин. Количество станков, обслуживаемых транспортером-распределителем, - 5 станков. Допускается регулирование положения транспортера относительно технологического оборудования. | |
Рабочие условия | Режим работы - двухсменный. Сигнализация - светофор. Связь с технологическим оборудованием - электрическая посредством конечных выключателей. Производительность -1,2 шт./мин. Обслуживание - 1 раз в смену наладчиком 5-го разряда | |
Внешний вид | Транспортер-распределитель покрасить под цвет технологического оборудования |
|
Производственные требования | Серийность производства - 5 штук в год. Переналадка - без переналадки в течение срока службы. |
|
Применение унифицированных и стандартизованных деталей и узлов | Уровень унификации и стандартизации -50%. |
|
Документация, используемая при разработке | Чертежи транспортеров аналогичного назначения. ЕСКД. Виды и комплектность конструкторских документов. ГОСТ 2.102. ЕСКД. Стадии разработки. ГОСТ 2Л03. ЕСКД. Спецификация. ГОСТ 2.108. |
|
Документация, подлежащая разработке | Чертеж общего вида транспортера-распределителя. Пояснительная записка (раздел - конструкторская часть): описание работы транспортера-распределителя; расчет конструктивных параметров транспортера-распределителя; спецификация. |
|
Проектирование систем межагрегатного транспортирования проводят в три этапа:
- эскизная проработка конструкции;
- расчет конструктивных параметров;
- разработка чертежа общего вида.
Эскизную проработку конструкции системы межагрегатного транспортирования начинают с анализа комплексной циклограммы работы технологического оборудования, загрузочного устройства и межстаночного транспорта.
На этом этапе обосновывают выбор типа транспортной системы с учетом конструктивных особенностей обрабатываемых заготовок, программы их выпуска, методов обработки и особенностей ТП, так как часто в процессе транспортирования заготовок выполняют их поворот, ориентирование, разделение потоков и т. д.
При проектировании транспортной системы АЛ, на которой выполняется обработка крупногабаритных заготовок со сложным технологическим циклом, предпочтение следует отдавать транспортным системам с жесткой межагрегатной связью. В таких линиях обрабатываемые заготовки, установленные на транспортере, проходят все позиции обработки. Во время обработки заготовка, находясь на конвейере в приспособлении-спутнике, зажата и зафиксирована по базовым поверхностям. Только по окончании обработки на всех позициях линии подается сигнал на включение транспортера и все обрабатываемые заготовки перемещаются на один шаг, равный или кратный расстоянию между станциями АЛ. В таких линиях используют транспортные системы с собачками, поворотными штангами, грейферные, рейнерные, цепные и т. п.
Транспортные системы подобного типа рекомендуется также применять при обработке мелких и средних заготовок, если не допускается потеря ориентации заготовок при их передаче с одной станции АЛ на другую. В некоторых случаях транспортные системы с жесткой межагрегатной связью применяют при обработке заготовок валов.
Во всех остальных случаях предпочтение следует отдавать транспортным системам с гибкой межагрегатной связью. При наличии такой транспортной системы каждый станок или участок АЛ работают независимо друг от друга по своему самостоятельному циклу.
Типовая транспортная система с гибкой связью состоит из следующих основных транспортно-загрузочных устройств: подъемников, транспортеров-распределителей, устройств приема и выдачи заготовок, лотков, отводящих транспортеров и межоперационных накопителей.
Вопросы выбора, расчета и проектирования систем межстаночного транспортирования для автоматических линий изложены в работах [4, 11, 14, 34, 61], для гибких производственных систем - в работах [21, 36].
На втором этапе проектирования систем межагрегатного транспортирования, на основе принятой компоновки разрабатывают и приводят в ПЗ принципиальную расчетную схему, учитывающую число одновременно транспортируемых заготовок, способ транспортирования, установки и закрепления заготовок на транспортной системе.
В зависимости от конструктивных особенностей проектируемой системы межагрегатного транспортирования рассчитывают необходимые кинематические, силовые и конструктивные параметры: скорость движения заготовки, угол установки лотка-накопителя, потребную мощность электродвигателя привода транспортера. Методика расчета и проектирования транспортных и накопительных устройств АЛ достаточно подробно рассмотрена в учебном пособии [14].
На заключительном этапе разрабатывают чертеж общего вида системы межагрегатного транспортирования. Требования к оформлению общего вида транспортной системы аналогичны требованиям к оформлению чертежа общего вида загрузочных устройств. В ПЗ приводят описание межстаночного транспортера и принципа его работы с указанием позиций по чертежу. В приложении ПЗ помещают спецификацию на детали и сборочные единицы, составленную в соответствии с требованиями стандартов ЕСКД.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
