

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Гидравлический пресс – это кузнечно-штамповочная машина, принцип работы которой основан на законе Паскаля. Перемещение траверсы гидравлического пресса в отличие от ползуна кривошипного пресса не является строго фиксированным. Вместо характерной для кривошипных прессов закрытой высоты в гидравлических задается открытая высота, определяемая наибольшим расстоянием между столом и опорной поверхностью ползуна в его верхнем положении. Вместо параметра «частота хода ползуна» приводятся скорости рабочего и холостого ходов. Принципиальная схема гидравлического пресса приведена на рисунке 7.1.
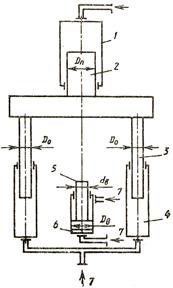
1 – главный цилиндр;
2 – плунжер главного цилиндра;
3 – плунжер возвратного цилиндра;
4 – возвратный цилиндр;
5 – поршень выталкивателя;
6 – цилиндр выталкивателя;
7– трубопровод высокого давления
Рисунок 7.1 – Принципиальная схема гидравлического пресса
Для сокращения времени полного цикла работы пресса возвратные цилиндры 4 постоянно подключают к трубопроводу высокого давления 7 и тогда усилие пресса определяют следующим образом
![]() (7.1)
(7.1)
Усилие обратного хода
![]() (7.2)
(7.2)
Для повышения быстродействия выталкивателя 5 надпоршне-вую полость цилиндра также постоянно подключают к трубопроводу высокого давления, а усилие выталкивателя рассчитывают по следующей формуле
![]() (7.3)
(7.3)
где Рн, Ро, РВ – номинальное усилие, усилия обратного хода и
выталкивания соответственно, кН;
р – давление жидкости в трубопроводе высокого давления,
МПа;
Dr, Do – диаметры плунжеров главного и возвратного
цилиндров соответственно, м;
DB, dB – диаметры поршня и штока выталкивателя
соответственно, м.
Расход жидкости Q, м3, за цикл пресса определяют следующим образом
![]() (7.4)
(7.4)
где S – перемещение подвижной траверсы пресса, м.
В зависимости от вида обрабатываемого материала различают прессы для неметаллических материалов и прессы для металла. Последние по технологическому принципу подразделяют на следующие основные группы: для ковки, для листовой штамповки, для объемной штамповки, для правильных и сборочных работ, для выдавливания и для обработки металлических отходов.
В гидравлических прессах применяется рабочая жидкость в основном двух типов: минеральное масло и эмульсия.
Привод гидравлического пресса определяет его конструктивное исполнение и технологические возможности. Различают прессы с насосным безаккумуляторным и насосным аккумуляторным приводом, а также прессы с мультипликаторным приводом.
Станины гидравлических прессов могут быть одно - и двух стоечными, колонными и рамного типа.
При рамной конструкции пресса нижняя часть штампа закрепляется на столе пресса, находящемся на нижней неподвижной поперечине, а верхняя – на подвижной поперечине (иногда называемой траверсой). Главный цилиндр пресса чаще всего размещают на верхней неподвижной поперечине.
Важнейшие характеристики пресса, определяющие его производительность: скорость подвижной поперечины при ходе вниз, м/с
![]() (7.5)
(7.5)
Скорость подвижной поперечины при ходе вверх, м/с,
![]() (7.6)
(7.6)
где QH – производительность насоса, м3/с.
7.2 Цель работы
Изучение принципа работы и особенностей гидравлического пресса, экспериментальное и расчетное определение его основных параметров.
7.3 Материалы, инструмент, оборудование
Гидравлический пресс рамного типа с индивидуальным насосным приводом усилием 1000—2500 кН, штангенциркуль для измерения больших диаметров (до 600 мм), линейка метровая, хронометр для измерения скорости подвижной поперечины, иллюстративный плакат.
7.4 Порядок проведения работы
1 Ознакомиться с принципиальной схемой работы гидравлических прессов и конструктивными особенностями обследуемого пресса.
2 Экспериментально определить основные параметры пресса и занести их значения в протокол работы.
3 Рассчитать значения номинального усилия, усилия обратного хода и выталкивателя, а также подачу насоса и скорости перемещения подвижной поперечины.
4 Сравнить паспортные, расчетные и экспериментально определенные значения.
5 Написать отчет по работе в соответствии с пунктами 2 - 4 задания.
7.5 Содержание отчета
1.Ознакомиться с принципиальной схемой работы гидравлического пресса и занести ее в отчет.
2.Изучить конструкцию обследуемого пресса, установив его технологическое назначение, конструктивные особенности и тип привода. В протокол занести данные, с таблички, прикрепленной к станине пресса.
3.Занести в протокол результаты измерений, выполненных с помощью штангенциркуля и линейки.
4.В соответствии с формулами рассчитать значения Рн, Р0, Р* к Q.
5.С помощью хронометра провести троекратное измерение времени хода подвижной поперечины как вниз, так и вверх. Результаты измерений занести в протокол Вычислить по три значения скорости поперечины и, определив среднее арифметическое значение, занести его в протокол.
6.Рассчитать скорости рабочего и обратного хода по формулам (7.5) и (7.6) и сравнить расчетные данные с результатами, полученными экспериментальным путем.
7.Сделать выводы о совпадении паспортных, экспериментальных и расчетных значений.
Протокол работы № 1
Полное название пресса | Модель | Номинальное усилие. кН | Полный ход, мм | Рабочее давление, МПа |
Протокол работы № 2
Наименование параметров | Обозначение | Размерность | Значение |
Диаметр главного плунжера | Dr | м | |
Диаметр обратных плунжеров | D0 | м | |
Диаметр поршня выталкивателя | DB | м | |
Диаметр штока выталкивателя | DB | м | |
Ход выталкивателя | HB | м | |
Ход подвижной поперечины | s | м |
Протокол работы № 3
Параметр | 1-е измерение | 2-е измерение | 3-е измерение | Скорость хода, м/с | |
Ход вниз | Hp, M Tp, C |
| |||
Ход вверх | Ho, M To, C |
|
Литература
1 , Ланской -штамповочное оборудование. – М. : Машиностроение, 1982. – 576 с.
2 Живов -штамповочное оборудование. Прессы. – К. : Вища школа, 1981. – 376 с.
3 Живов -штамповочное оборудование. Молоты, ротационные и электрофизические машины. – К. : Вища школа, 1985. – 279 с.
4 Машины и технология обработки металлов давлением. Лабораторные работы / Под редакцией . – К. : Вища школа, 1987. – 199 с.
5 Кривошипные кузнечно–прессовые машины. Под редакцией М. : Машиностроение, 1982. – 424 с.
6 , Максимов -прессовое оборудование и его наладка – М. : Высшая школа, 1969. – 272 с.
7 И, , Ляпунов и оборудование ковки и объемной штамповки. – М. : Машиностроение, 1978. – 311 с.
8 , , Позднеев -штамповочное производство. Лабораторный практикум. – М. : Машиностроение, 1987. – 160 с.
9 , , Полухин исследования процессов обработки металлов давлением. – М. : Металлургия, 1977. – 311 с
Содержание
Введение 4
1 Лабораторная работа №1 5
2 Лабораторная работа №2 7
3 Лабораторная работа №3 12
4 Лабораторная работа №4 20
5 Лабораторная работа №5 25
6 Лабораторная работа №6 28
7 Лабораторная работа №7 33
Литература 38

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
