

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра металлургии
КУЗНЕЧНО–ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
Методические указания к выполнению лабораторных работ для студентов специальности 250440 «Машины и технология обработки металлов давлением», 050724 «Технологические машины и оборудование», 050712 «Машиностроение»
Павлодар
УДК 623.73
ББК 34.623 5 я 7
К 89
Рекомендовано научно-методическим советом ПГУ им. С. Торайгырова
Рецензент:
кандидат технических наук, доцент
Составители: , ,
К 89 Кузнечно-штамповочное оборудование. Методические указания к выполнению лабораторных работ / Составители , , – Павлодар: ПГУ им. С. Торайгырова, 2006. – 38 с.
В методических указаниях приводятся рекомендации по выполнению лабораторных работ по курсу «Кузнечно-штамповочное оборудование», показаны цели выполнения работы, приведены краткие теоретические сведения, ход выполнения работы и порядок оформления отчета.
УДК 623.73
ББК я 7
© , ,
, 2006
© Павлодарский государственный
университет им. С. Торайгырова, 2006
Введение
Выполнение лабораторных работ по дисциплине «Кузнечно–штамповочное оборудование» позволит будущим инженерам–механикам анализировать конструктивные особенности оборудования, проводить необходимые проверочные расчеты, организовывать технически обоснованную эксплуатацию и ремонт оборудования, совершенствовать конструкцию машин и агрегатов, используемых в кузнечно-штамповочных цехах.
В предлагаемых лабораторных работах предусматривается изучение устройства и элементов расчета наиболее распространенных кузнечно-штамповочных машин: кривошипных прессов, гидравлических прессов, молотов.
В данных лабораторных работах нашли отражение следующие вопросы:
- принцип действия, особенности конструкции и кинематические свойства типичных кузнечно–штамповочных машин;
- прочность и жесткость кузнечно–штамповочных машин;
- энергетика кузнечно–штамповочных машин;
- применение исследовательской аппаратуры, проведение и постановка экспериментов, обработка экспериментальных данных.
Предлагаемые в указаниях лабораторные работы учитывают наличие конкретного оборудования, установленного в лабораториях кафедры металлургии. Перед началом проведения лабораторных работ студенты обязательно проходят инструктаж по технике безопасности с его регистрацией в специальном журнале.
Лабораторная работа №1 Принцип действия кузнечно–прессового оборудования
1.1 Теоретические сведения
Каждая кузнечно–прессовая машина в своей структуре содержит три главных механизма: двигательный (двигатель), передаточный и исполнительный.
Воспринимая энергию носителя, двигатель превращает ее в кинетическую энергию передаточного и исполнительного механизмов или в потенциальную энергию передаточного рабочего тела.
Носителем энергии, или рабочим телом, в двигательных механизмах современных кузнечно–прессовых машин является пар, газ, жидкость или электричество.
Привод по типу может быть индивидуальным или групповым. Основная характеристика передаточного механизма определяется способом осуществления связи исполнительного органа с двигателем. Различают механическую жесткую связь, или связь через упругий элемент конструкции машины, и нежесткую связь, осуществляемую рабочим телом (пар, газ, жидкость, электромагнитное поле). В некоторых типах машин в период рабочего хода эта связь прерывается.
Преобразование кинетической энергии (или потенциальной) в механическую работу пластической деформации осуществляется при помощи движения рабочих органов (ползун, коромысло, траверса, баба, валки, ролики и т. п.) и исполнительных механизмов. Отдача накопленной энергии обрабатываемому металлу осуществляется нажимом или ударом.
Рабочие органы кузнечно–прессовых машин могут совершать:
а) возвратно-поступательное прямолинейное или криволинейное движение;
б) качательное движение;
В зависимости от связей в передачах изменение скорости рабочего органа в период рабочего хода может быть заданным в условиях жестких механических связей, или произвольным, зависящим от субъективных факторов, при нежестких связях.
Воздействие исполнительного механизма на обрабатываемый металл имеет периодический или непрерывный характер.
Все кузнечно–прессовые машины характеризуются размерными, линейными, скоростными, энергетическими и массовыми параметрами.
Главные размерные параметры, основные технологические линейные параметры, число ходов, масса и, в случае необходимости, энергетические параметры составляют содержание стандартов на основные размеры и параметры и, следовательно, являются основой установления технических характеристик для различных типов машин.
1.2 Цель работы
Ознакомление с устройством, принципом действия и назначением кузнечно–прессового оборудования.
1.3 Материалы, инструмент, оборудование
Пресс одно-кривошипный простого действия; гидравлический пресс; пневматический молот.
1.4 Порядок проведения работы
Ознакомиться с устройством и принципом действия изучаемых машин.
Определить три главных механизма структуры изучаемых кузнечно-прессовых машин.
Составить техническую характеристику для каждой предлагаемой машины.
Выполнить маркировку каждой изучаемой машины.
Выводы: указывается назначение и рекомендуется область применения машины.
1.5 Содержание отчета
В отчете необходимо дать полное наименование машины и ее модели, техническую характеристику машины, кинематическую или принципиальную схему машины, краткое описание принципа действия и устройства машины, указать двигательный, передаточный и исполнительный механизмы машины: сделать выводы.
Контрольные вопросы
1. Что характеризует двигательный, передаточный и исполнительный механизмы в кузнечно-прессовом оборудовании?
2. Какими параметрами характеризуется кузнечно-прессовое оборудование?
3. На чем основано действие механических и гидравлических прессов, молотов?
4. Как классифицируются механические и гидравлические прессы молоты и ротационные машины?
Лабораторная работа №2 Паспортизация кривошипных, гидравлических прессов и молотов
2.1 Теоретические сведения
Для правильного и наиболее полного использования кузнечно–прессового оборудования необходимо иметь четкое представление о технологических возможностях этого оборудования. Документом, где содержатся такие исчерпывающие данные, является паспорт кузнечно–прессовой машины. Паспорт машины служит основой при разработке технологического процесса и определения производительности при выполнении заданной операции; он используется также конструктором, проектирующим штамповую оснастку. Кроме того, сведения по конструкции машины (принципиальная, кинематическая или гидравлическая схемы, спецификация зубчатых колес, данные о приводе, типе и конструкции предохранительных устройств и т. д.) используются при обслуживании и ремонте. Паспорт содержит данные об основных размерах машины, допустимых усилиях и допускаемой работе деформации, об удобстве обслуживания.
В данной работе подробно представлена методика составления паспорта кривошипного пресса.
2.2 Цель работы
Ознакомление с устройством, принципом действия и назначением кривошипно–штамповочного пресса.
2.3 Материалы, инструмент, оборудование
Кривошипный пресс; измерительный инструмент: линейка, штангенциркуль, рулетка: слесарный инструмент: набор гаечных ключей, молоток, отвертка.
2.4 Порядок проведения работы
Снять штамп с пресса.
Определить все размеры, необходимые для заполнения в паспорте раздела «Основные данные пресса».
Составить кинематическую схему пресса.
Разобрать пресс:
а) снять штамповую плиту, сделав ее эскиз с основными размерами, а также эскиз стола и места крепления верхнего штампа к ползуну;
6) разобрать узел ползуна, сделав эскиз винта шатуна;
в) снять ограждение с вращающихся частей пресса, освободить шкивы, замерить их; уточнить при необходимости кинематическую схему;
г) снять маховик;
д) ознакомиться с типом и устройством муфты и тормоза;
е) освободить коленчатый вал и составить его эскиз. Произвести расчеты, необходимые для заполнения соответствующих разделов паспорта;
ж) составить отчет по работе.
Указания по заполнению паспорта
Лист 1
1 Инвентарный номер: проставляется номер, присвоенный прессу на заводе-потребителе.
2 Тип: указывается тип кривошипного пресса.
3 Завод–изготовитель: для отечественных прессов указывается завод и город, для иностранных прессов — фирма и страна.
4 Модель: проставляется в соответствии с принятой системой условного маркирования.
5 Год выпуска: определяется по сопроводительной документации к прессу.
6 Время пуска в эксплуатацию: указывается дата.
7 Завод: наименование завода, где установлен пресс.
8 Цех: название цеха, в котором установлен пресс.
9 Место установки: указывается пролет и ряд места установки пресса.
10 Вес: дается вес пресса без электродвигателя.
11 Габаритные размеры: проставляются данные фактических замеров.![]()
12 Общий вид пресса с фундаментом: дается общий вид с указанием основных размеров; фундамент вычерчивается в двух проекциях.
13 Спецификация рукояток и кнопок управления: дается спецификация рукояток и кнопок с указанием их назначения.
14 Номинальное усилие пресса: проставляется значение номинального усилия.
15 Ход ползуна: проставляются данные замера между крайними верхним и нижним положениями ползуна.
16 Число ходов ползуна в минуту: определяется число двойных ходов непосредственным подсчетом или по формуле (1)
η = 0,98 ηм/(Uзуб Uрем), (2.1)
где nн – номинальное число оборотов электродвигателя;
Uзуб, Uрем – соответственно передаточные отношения
зубчатой и ременной передачи;
0,98 – коэффициент скольжения ремня.
При отсутствии зубчатой или ременной передачи опускается соответствующий сомножитель в формуле (2.1).
17 Параметры, ограничивающие размеры и форму изготавливаемых на прессе деталей: указываются ограничивающие параметры
– по размерам штампового пространства и величине хода ползуна;
– по величине усилий, допускаемых на ползуне прочностью деталей пресса (лист 2);
– по величине работы технологической операции, выполняемой на прессе за один ход ползуна при выбранном числе включений в минуту (лист 2, график работоспособности пресса).
18 Регулировка длины шатуна; указывается фактическая разность между наибольшей и наименьшей длинами шатуна.
19 Расстояние от стола до ползуна в его нижнем положении при наименьшей длине шатуна: проставляются результаты замера.
20 Выталкиватель: указывается месторасположение и ход выталкивающего устройства.
21 Наибольшее расстояние от стола до направляющих: указывается расстояние от нижнего края направляющих до поверхности стола в его крайнем верхнем положении.
22 Расстояние от оси ползуна до станины: размер проставляется только для прессов открытого типа.
23 Высота стола над уровнем пола: проставляются результаты замера.
24 Размеры ползуна: указываются размеры рабочей поверхности ползуна.
25 Расстояние между стойками станины в свету: размер проставляется только для двух стоечных прессов.
26 Расстояние между направляющими ползуна; указывается расстояние в свету между направляющими.
27 Наибольший угол наклона станины: замеряется с помощью отвеса, установленного на столе пресса.
Лист 2
1 График допускаемых усилий на ползуне: строится на основании соответствующих расчетов.
2 График работоспособности пресса: строится на основании соответствующих расчетов для типовой операции вытяжки.
3 Кинематическая схема; составляется на основании приложенных к прессу чертежей или с натуры; на схеме проставляются диаметры шкива главного электродвигателя, маховика, для зубчатых колес – числа зубьев и модуль.
Лист 3
1 Эскиз места крепления верхнего штампа к ползуну с основными размерами: дается эскиз; при наличии выталкивателя указывается также его расположение и основные размеры.
2 Эскиз подштамповой плиты с основными размерами; дается эскиз плиты.
3 Эскиз стола с основными размерами: эскиз дается в плане; указывается также расположение и форма пазов.
4 Эскиз винта шатуна с основными размерами: дается эскиз.
5 Тип механизма включения пресса: указывается тип,
6 Тип муфты: записывается тип муфты пресса.
7 Тип тормоза: указывается тип тормоза пресса.
8 Цикл хода; указываются режимы работы пресса.
9 Система смазки: дается система смазки пресса,
10 Тип предохранителя от перегрузки: указывается тип и месторасположение предохранителя.
11 Приспособление по технике безопасности для ограждения рабочей зоны: дается название приспособления.
12 Механизм автоматической подачи: при наличии механизма указывается его название.
13 Подача за один ход пресса: предельная величина автоподачи определяется непосредственным замером.
14 Данные по пневматической и гидропневматической подушке: определяются непосредственным замером и расчетом. Суммарное усилие (Н) подушки рассчитывается по формуле
Q = zpF (2.2)
где z – число поршней;
р – давление воздуха в сети, МПа;
F – площадь поршня, м2.
Лист 4
1 Электродвигатель; указывается тип, мощность и асинхронная частота.
2 Ремни: даются размеры сечения, местонахождение, материал, количество.
3 Маховик: проставляются основные размеры и масса маховика.
4 Принадлежности и специальные приспособления к прессу: дается наименование принадлежностей и специальных приспособлений, приводится также наименование запасных частей к прессу.
5 Рекомендации по наиболее рациональному использованию пресса: указывается вид работ, на которых можно наиболее рационально использовать пресс.
2.5 Содержание отчета
Дать краткое описание необходимости и назначения паспорта кривошипного пресса.
Заполнить разделы паспорта, пользуясь при этом «Указаниями по заполнению паспорта».
Контрольные вопросы
1 Какие данные содержит паспорт кузнечно-прессовой машины и для каких целей он предназначен?
2 Какова последовательность составления паспорта кривошипного пресса?
3 Расскажите последовательность построения графика допускаемых усилий на ползуне пресса.
4 Как определяется наиболее слабое звено кривошипного пресса?
Лабораторная работа №3 Исследование деформаций и напряжений в кузнечно-штамповочных машинах
3.1.1 Теоретические сведения
Исследование жесткости
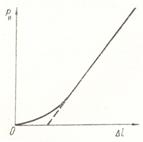 |
Под жесткостью понимают способность сопротивляться возникновению деформаций. Таким образом, понятие жесткости является качественным. Для оценки и сравнения жесткости машин необходим количественный показатель деформации системы.
Рисунок 3.1.1 – График зависимости упругой деформации системы от усилия
Для кузнечно–прессовых машин (КПМ) наиболее существенна упругая суммарная деформация системы в направлении движения исполнительного механизма, поэтому количественный показатель жесткости – коэффициент жесткости – определяется усилием, прилагаемым к исполнительному механизму, и вызывающим упругую деформацию (увеличение штампового пространства), равную единице длины, МН/мм
![]() (3.1.1)
(3.1.1)
Жесткость – важная энергетическая, динамическая и экономическая характеристика КШМ.
Величину, обратную коэффициенту жесткости, называют коэффициентом податливости, мм/МН:
![]() (3.1.2)
(3.1.2)
Для системы последовательных элементов суммарный коэффициент жесткости в общем виде определяется из выражения
![]() (3.1.3)
(3.1.3)
Из выражения (3) следует, что для определения коэффициента жесткости должны быть известны усилие Р и упругая деформация ![]() . Наиболее наглядно жесткость характеризуется графиком, показывающим зависимость упругой деформации системы от усилия, приложенного к ползуну (рабочей поперечине) машины, рисунок 1. Из рисунка следует, что в начальный период нагружения машины проявляется нелинейная упругость: выбор зазоров в сочленениях, начальная деформация стыков и т. п. Следовательно, при экспериментальном определении коэффициента жесткости в расчет должна приниматься только линейная часть графика, где производная
. Наиболее наглядно жесткость характеризуется графиком, показывающим зависимость упругой деформации системы от усилия, приложенного к ползуну (рабочей поперечине) машины, рисунок 1. Из рисунка следует, что в начальный период нагружения машины проявляется нелинейная упругость: выбор зазоров в сочленениях, начальная деформация стыков и т. п. Следовательно, при экспериментальном определении коэффициента жесткости в расчет должна приниматься только линейная часть графика, где производная ![]() постоянна.
постоянна.
Таблица 3.1.1
Показания манометра МПа | Усилия нагружателя, Н |
3.1.2 Цель работы
Определение показателей упругой деформации, статического и динамического коэффициентов жесткости механического пресса.
3.1.3 Материалы, инструмент, оборудование
Для выполнения работы при статическом нагружении необходимы: кривошипный пресс открытого типа; ручной гидравлический нагружатель; универсальные приспособления для крепления с индикаторами часового типа —3 - 4 шт.; штангенциркуль и измерительная линейка.
Для измерения упругой деформации пресса в условиях динамического нагружения дополнительно необходимы: штамп с месдозой усилия; тензометрический усилитель; магнитоэлектрический осциллограф типа Н-115; эталонные плитки; приспособление для расшифровки осциллографических пленок типа П-10; набор фотоматериалов для проявления пленок.
3.1.4 Порядок проведения работы
1 Расчет показаний манометра гидравлического нагружателя, соответствующих необходимым усилиям нагружения пресса. Результаты расчетов занести в таблице 3.1.1.
2 Измерение упругой деформации деталей и узлов пресса в условиях статического нагружения.
а) Измерить упругий прогиб кривошипного вала ![]() 1. Упругую деформацию деталей и узлов пресса в условиях статического нагружения измеряют при помощи индикаторов часового типа. Пресс нагружают ступенчато с помощью гидронагружателя. В местах замера деформаций устанавливают индикаторы часового типа с ценой деления 0,01...0,001 мм. Универсальное приспособление для крепления индикатора устанавливается на верхней части станины так, чтобы индикаторный стержень касался непосредственно кривошипного вала в месте его максимального расчетного прогиба. Гидронагружатель устанавливают по центру стола пресса, а его плунжер выдвигают до упора в ползун пресса.
1. Упругую деформацию деталей и узлов пресса в условиях статического нагружения измеряют при помощи индикаторов часового типа. Пресс нагружают ступенчато с помощью гидронагружателя. В местах замера деформаций устанавливают индикаторы часового типа с ценой деления 0,01...0,001 мм. Универсальное приспособление для крепления индикатора устанавливается на верхней части станины так, чтобы индикаторный стержень касался непосредственно кривошипного вала в месте его максимального расчетного прогиба. Гидронагружатель устанавливают по центру стола пресса, а его плунжер выдвигают до упора в ползун пресса.
Перед проведением измерений необходимо произвести двух – трехкратное нагружение пресса с целью выборки зазоров в сочленениях.
Таблица 3.1.2
Усилие нагружателя, Н | ||
Опытное значение | 1 | |
2 | ||
3 | ||
Среднее вала | ||
Расчетное значение упругого прогиба кривошипного вала |
Результаты трехкратных измерений упругого прогиба кривошипного вала по показателям индикатора при последовательном увеличении нагрузки занести в таблицу 3.1.2.
Сопоставить опытные и расчетные значения упругого прогиба кривошипного вала. Результаты расчета также занести в таблицу 3.1.2.
б) Измерить упругую деформацию стола пресса совместно с подштамповой плитой – ![]() 2. Результаты измерений заносятся в таблицы, аналогичные таблице 3.1.2. В целях сокращения времени проведения эксперимента рекомендуется замерять упругую деформацию нескольких узлов одновременно.
2. Результаты измерений заносятся в таблицы, аналогичные таблице 3.1.2. В целях сокращения времени проведения эксперимента рекомендуется замерять упругую деформацию нескольких узлов одновременно.
в) Измерить упругую деформацию станины пресса ![]() 3.
3.
г) Измерить упругую деформацию системы станина + ползун + шатун + кривошипный вал ![]() 4.
4.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
