

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Додаткові вимоги до рудних брикетів охоплюють металургійні і деякі фізичні властивості (відновлюваність, газопроникність, пористість, термомеханічну міцність і ін.).
Перспективи розвитку брикетування пов'язані з розширенням сировинної бази коксування шляхом використання в шихтах підвищених кількостей слабоспікливого вугілля, молодого бурого вугілля, що не спікається, і підготовкою різної металургійної сировини в чорній і кольоровій металургії (насамперед для процесів прямого отримання заліза з руд, виробництва ряду феросплавів ), утилізації різних промислових відходів і ін.
Брикетування підвищує економічну ефективність ряду виробництв (наприклад, інтенсифікація ряду процесів в чорній металургії пов'язана із збільшенням контактної поверхні оксидів металів з вуглецем-відновником, що забезпечує швидше протікання процесів відновлення і досягається шляхом сумісного брикетування руд або концентратів з відновником).
Собівартість 1 т рудних брикетів приблизно на 20-50% нижче за собівартість агломерату і на 10-30% нижче за собівартість окатишів. Вугільні і торф'яні брикети використовують як комунально-побутове паливо, сировину для отримання бездимного палива і для розширення сировинної бази.
Отже, вугільні брикети повинні мати необхідну міцність і витримувати механічні навантаження різноманітного типу. Брикети не повинні змінювати свою міцність під впливом атмосферної вологи ( вологостійкість). Також брикети повинні мати термічну стійкість ( збереження необхідної міцності і кускової форми при горінні). Брикети, що виробляються із зв'язуючими речовинами, не повинні злипатися в вагоні або при зберіганні у штабелях під відкритим небом.
Брикети з кам'яного вугілля, антрацитів і напівантрацитів Донецького басейна. Технічні вимоги (ГОСТ 5544-73)






Лекція №2
Тема 2.1.5 Технологія виробництва вугільних брикетів.
План лекції
1. Технологія виробництва вугільних брикетів.
2. Схема брикетування кам'яного вугілля із застосуванням зв'язуючих.
3. Повна схема виробництва брикетів.
4. Приймання і механічна підготовка вугілля для брикетування. (Питання, що виносяться на самостійне вивчення.)
Зміст лекції
1. Технологія виробництва вугільних брикетів.
Розвиток брикетування палива характеризується розробкою і впровадженням нових схем і стадій брикетування, застосування зв'язуючих, апаратури як для отримання високоякісного бездимного побутового палива, так і стосовно способів безперервного коксування з метою розширення сировинної бази і поліпшення економіки коксохімічної промисловості.
Механізм основної стадії брикетування — пресування в загальному вигляді — представляється таким чином. При невеликому тиску відбувається зовнішнє ущільнення матеріалу за рахунок порожнеч між частинками. Потім ущільнюються і деформуються самі частинки; між ними виникає молекулярне зчеплення. Високий тиск в кінці пресування приводить до переходу пружних деформацій частинок в пластичні, унаслідок чого структура брикета зміцнюється і зберігається задана форма. На характер деформацій сильно впливають фізико-хімічні властивості початкового матеріалу.
Брикетування викопного палива (відсів кам'яного і близького до них старого бурого вугілля з міцною механічною структурою; рядове слабоструктурне молоде буре вугілля і торф) проводиться в основному для енергетики і комунально-побутового господарства на фабриках брикетів. Зольність отримуваних брикетів до 20%. Вони добре протистоять перевантаженням, витримують тривале зберігання на відкритому повітрі, не руйнуються до кінця горіння.
Брикетування також застосовується як складова частина нових методів коксування для отримання металургійного коксу з газового і слабоспікливого вугілля. Пісне вугілля, антрацит, старе буре вугілля, напівкокс брикетуються з зв'язуючими (кам'яновугільний пек в твердому або рідкорасплавленому вигляді, нафтовий бітум.).
2. Схема брикетування кам'яного вугілля із застосуванням зв'язуючих
Кам'яне вугілля із застосуванням зв'язуючих брикетується за схемою:
· прийом початкового матеріалу (шихтовка різного вугілля);
· класифікація і подрібнення до 6 мм і менше;
· сушка вугілля до залишкової вологості 3—4%;
· підготовка зв'язуючих (подрібнення, розплавлення);
· дозування і змішування нагрітого вугілля з зв'язуючими (6—10%) при температурі біля 100°С до отримання однорідної маси (шихти);
· охолоджування шихти до 80—90°С;
· пресування при 15—30 Мн/м2 у вальцових пресах;
· охолоджування брикетів до 40°С.
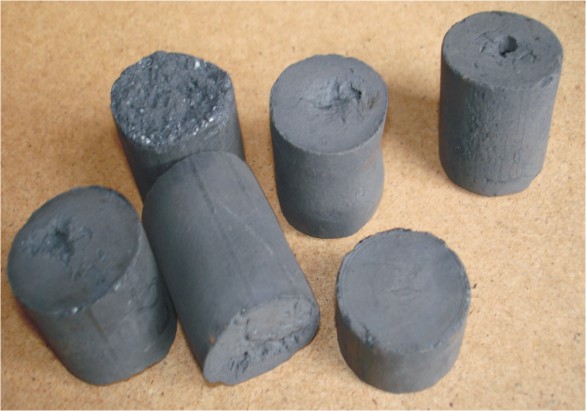
Найбільш поширена форма брикетів, що добре переносить перевантаження, — яйцевидна. Маса брикета 70—75 гр.
Істотний недолік брикетів з пековим і нафтобітумним зв'язуючими обмежують їх споживання - це виділення кіптяві і низька термостійкість. Упроваджуються методи обробки таких брикетів гарячими газами, що містять певну кількість кисню, або твердим теплоносієм; при цьому відбувається окислювальна полімеризація зв'язуючих, унаслідок чого брикети зміцнюються і при спалюванні горять бездимним полум'ям.
Знаходить розповсюдження метод гарячого брикетування, дозволяючий без зв'язуючих отримувати високоякісне бездимне паливо або кокс пресуванням заздалегідь нагрітого до пластичного стану спікливого вугілля або в суміші з зв'язуючими вугілля (антрацит, пісне і буре вугілля), що не спікається, і напівкоксу. Молоде буре вугілля з підвищеним вмістом вологи (від 45 до 60%), шматки якого при зберіганні і транспортуванні руйнуються, брикетується без зв'язуючих, (для шарового спалювання) за наступною схемою:
- прийом вугілля; дозування;
- класифікація вугілля на дискових або ситових грохотах;
- подрібнення вугілля в молоткових дробарках до крупності зерна менше 6 мм;
- сушка вугілля в парових трубчастих сушарках або в газових трубах-сушарках до оптимальної вологості 14—19%;
- додаткове дроблення крупних частинок вугілля;
- охолоджування вугілля (в деяких випадках не застосовується), що виходить з сушарок з температурою 85—90°С, в охолоджувальних установках до температури 35—45°С;
- пресування при тиску 100—200 Мн/м2 в стрічкових штемпельних, рідше — в кільцевих пресах;
- охолоджування брикетів, що виходять з преса з температурою 70—80°С, в охолоджувальних жолобах і на сітчастих конвеєрах до температури 40°С;
- відвантаження брикетів споживачам. Брикети мають форму паралелепіпеда із закругленими кутами. Маса брикета 500—600 гр.
Торф з вологістю до 25% брикетується в напівбрикети в стрічкових штемпельних пресах. Для отримання брикета з торфу з більшою вологістю (до 50%) його сушать до вологості 12% в сушильних установках (пневмо-пароводяна, паротрубчаста, парогазова, пневмо-газова), які в основному і визначають схему брикетування торфу.
Брикетування торфу з пневмо-газовою сушкою здійснюється за схемою:
- класифікація і дроблення (в окремих випадках) сировини, що поступає, до крупності менше 6—10 мм;
- сушка димовими газами в пневмо-газовій сушарці (труба-сушарка, сушарка з вентилятором, що меле, або шахтним млином) з уловлюванням сухого торфу в циклонах;
- пресування при тиску 7—20 Мн/м2; охолоджування брикетів в охолоджувальних жолобах до 40°С.
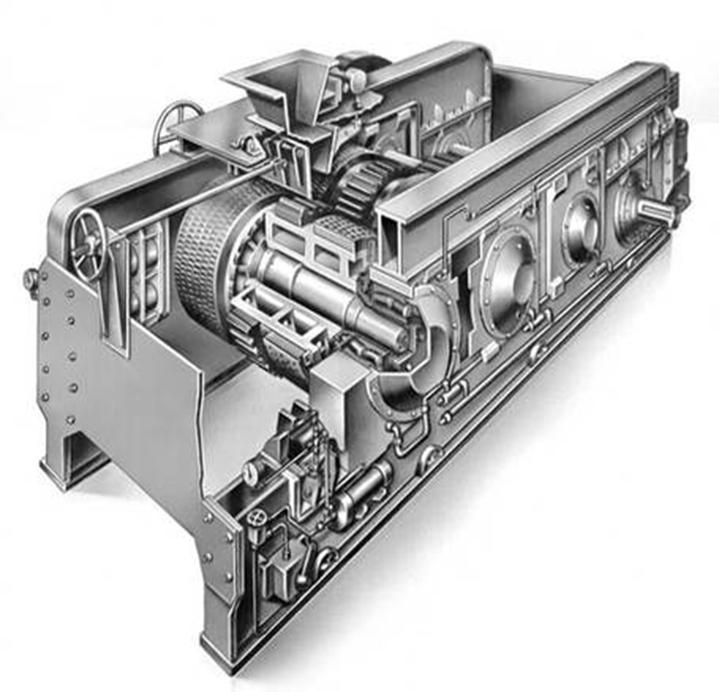
Вальцовий брикетний прес продуктивністю 50 т/г
.

Стрічковий штемпельний брикетний прес продуктивністю 12 т/г
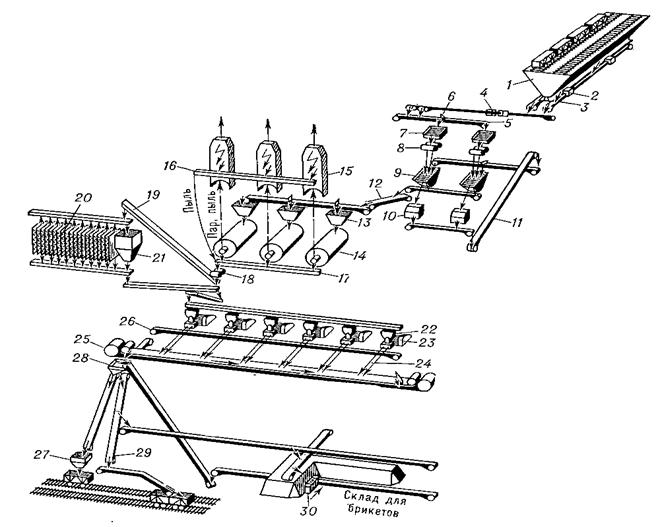 Технологічна схема виробництва буровугільних брикетів, що використовуються як енергетичне паливо:
Технологічна схема виробництва буровугільних брикетів, що використовуються як енергетичне паливо:
1 — приймальний бункер для рядового вугілля; 2 — лопатеві живильники; 3 — стрічкові конвеєри для рядового вугілля; 4 — автоматичні ваги; 5 — розподільний стрічковий конвеєр; 6 — плужкові зкидачі; 7 — дискові грохоти з отворами в просіваючій поверхні 25 мм; 8 — двохвалкові зубчаті дробарки; 9 — дискові грохоти з отворами в просіваючій поверхні 6 мм; 10 — молоткові дробарки; 11 — стрічкові конвеєри для повернення роздробленого вугілля на повторне грохочення; 12 — стрічкові конвеєри для збору і транспортування дрібного вугілля; 13 — бункери сушарок; 14 — парові трубчасті сушарки; 15 — електрофільтри до сушарок; 16 — скребковий конвеєр для збору пилу з електрофільтрів; 17 — ланцюговий конвеєр для сухого вугілля з ситом (отвори 6 мм); 18 — валкова дробарка для дроблення вугілля + 6 мм; 19 — скребковий конвеєр для сухого вугілля; 20 — жалюзійний охолоджувач; 21 — бункер для надлишку сухого вугілля; 22 — бункери штемпельних пресів; 23 — штемпельні преси; 24 — охолоджувальні жолоби; 25 — стрічковий сітчастий конвеєр для охолоджування брикетів; 26 — стрічковий конвеєр для розбитих брикетів; 27 — бункер для розбитих брикетів; 28 — грохот з рухомими колосниками для відділення дріб'язку; 29 — стрічковий конвеєр для подачі брикетів на вантажний пункт або на склад; 30 — вантажна машина для брикетів на складі.






|
|
|
|
|
|
|
|
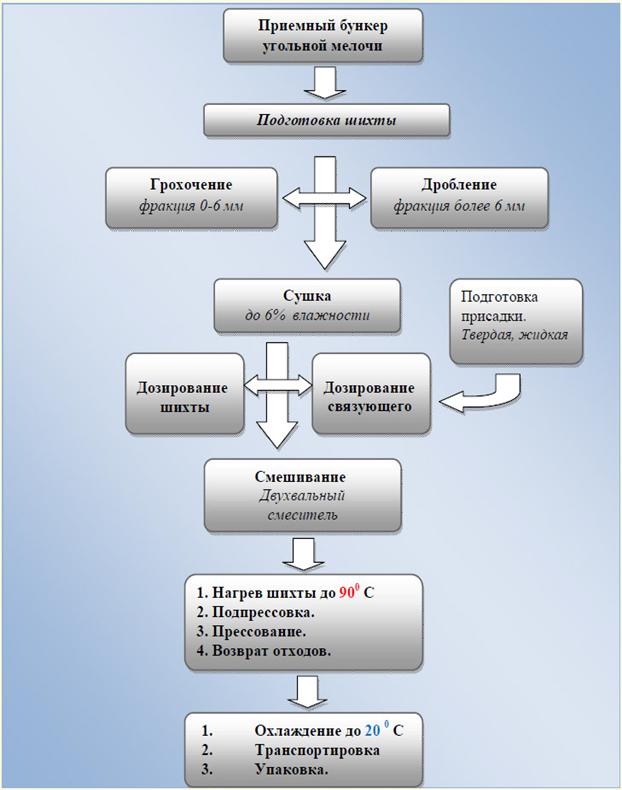
Повна схема виробництва брикетів
Лекція №3
Тема 2.1.7 Сушіння вугілля
План лекції
1. Відомості про вологість матеріалу і механізм процесу сушіння.
2. Сушіння вугілля на вуглебрикетних фабриках.
3. Зв'язуючі речовини та їх застосування. Контрольна підготовка і охолодження буровугільної суміші. (Питання, що виносяться на самостійне вивчення.)
1. Відомості про вологість матеріалу і механізм процесу сушіння.
В залежності від природи вміст у вугіллі вологи різний. Надлишкова волога видаляється сушкою, яка являє собою складний теплофізичний і фізико-хімічний процес, що супроводжується тепло і волого-обміном між поверхнею матеріалу і навколишнім середовищем і всередені матеріалу.
Зв'язок вологи з матеріалом поділяють на три групи:
- Хімічний зв'язок – волога дуже міцно зв'язана з матеріалом і не видаляється при звичній сушці.
- Фізико-хімічний зв'язок – зумовлений вологою внутрішньої і зовнішньої капілярної поверхні матеріалу.
- Фізико-механічний зв'язок представлений вологю змочування, вологю в макро і мікрокапілярах. Визначається коефіцієнтом поверхневого натяжіння рідини і капілярним тиском.
При сушінні вугілля зазвичай видаляється волога, звязана з ним фізико-механічно ( вільна волога). В практиці сушіння вугілля розрізняють вологу вільну і гігроскопічну, надлишкову і рівноважну. Вільна ( поверхнева волога) – це волога змочування, волога макрокапілярів і волога в некапілярних порах. Вона становить різницю між загальним вмістом вологи і максимальною гігроскопічною вологою. Гігроскопічна волога – це волога, адсорбована поверхнею матеріалу. ЇЇ вміст залежить від гігроскопічних властивостей матеріалу і від вологості оточуючого повітря. Максимальний вміст гігроскопічної вологи буде у матеріалу при відносній вологості оточуючого середовища 100%. Волога, що може бути видалена з матеріалу за даних умов сушки і параметрів сушильного агента, називається надлишковою. Якщо матеріал знаходиться у стані рівноваги з оточуючим середовищем (температура, тиск) його вологість називається рівноважною. Видалення з матеріалу вологи до стану рівноважної називається десорбцією, або сушкою.
Поглинання матеріалом вологи з оточуючого середовища, яке може відбуватися до рівноважного стану, називається сорбцією, або зволоженням. Матеріали, що віддають або поглинають вологу в залежності від вологості оточуючого середовища, називаються гігроскопічними (буре вугілля). Передача тепла матеріалу при процесі сушки може відбуватися через поверхню, яка гріє ( у парових сушарках) або безпосередньо стиканням матеріалу з нагрітим середовищем, що поглинає водяну пару ( сушка димовими газами). Швидкість процесу сушки неоднакова і змінюється з плином часу. Найбільше поглинання вологи відбувається на першому етапі сушки, потім процес уповільнюється.
Процес сушки має декілька етапів:
- період нагрівання (швидке збільшення температури матеріалу і швидкості сушки при незначних змінах вологості матеріалу); довжина цього періоду невелика і залежить від крупності матеріалу і температури теплоносія;
- період постійної швидкості наступає при досягненні максимального значення швидкості сушки. В цей період швидкість сушки постійна і залежить від умов сушки – температури, вологості і швидкості руху агента. В цей період з вугілля видаляється основна маса вологи;
- період падаючої швидкості - наступає при досягненні матеріалом критичної вологості. При цьому підвищується температура матеріалу. При досягненні рівноважного стану швидкість сушки стає рівною нулю, а температура матеріалу – температурі оточуючого середовища.
На швидкість і тривалість процесу сушки впливають наступні чинники:
· природа матеріалу;
· маса видаляємої вологи; крупність;
· товщина шару матеріалу;
· інтенсивність перемішування;
· температура; вологість;
· швидкість руху агентів сушки;
· конструкція сушильного апарату.
2. Сушіння вугілля на вуглебрикетних фабриках
На буровугільних брикетних фабриках сушка вугілля як технологічна операція займає основне місце. Окускування вугілля в брикети, що не розпадаються при транспортуванні і зберіганні, можливе лише за умови вологості 18-19 %. Сушка- це відносно дорога операція. При виробництві буровугільних брикетів застосовують найчастіше парову сушку, яка має ряд переваг, пов'язаних з використанням у якості агента пари:
- значний концентрований запас теплової енергії у вигляді прихованої теплоти пароутворення;
- відносно менші ( у порівнянні з газовими сушками) витрати тепла;
- високий коефіцієнт теплопередачі від пари, що конденсується;
- можливість передачі теплової енергії на відстань по трубопроводах;
- зручність регулювання сушки і відносно більша безпечність у пожежному відношенні, ніж при газовій сушці;
- малий знос і стійкість в роботі сушилки;
- значно менші витрати електроенергії на 1 тону випарюваної вологи; простота в експлуатації, надійність в роботі;
- економічно вигідне сполучення виробництва брикетів з виробництвом електроенергії на теплоцентралях при брикетних фабриках. В результаті використання частини тепла пари для отримання електроенергії знижуються витрати виробництва. На сучасних буровугільних брикетних фабриках на 1 тону брикетів реалізується 150-180 кВт*год дешевої електроенергії. Це дозволяє окупати капітальні витрати на будівництво фабрики.
До недоліків парових сушарок можна віднести значну металоємкість.
Пристрій парової трубчастої сушарки
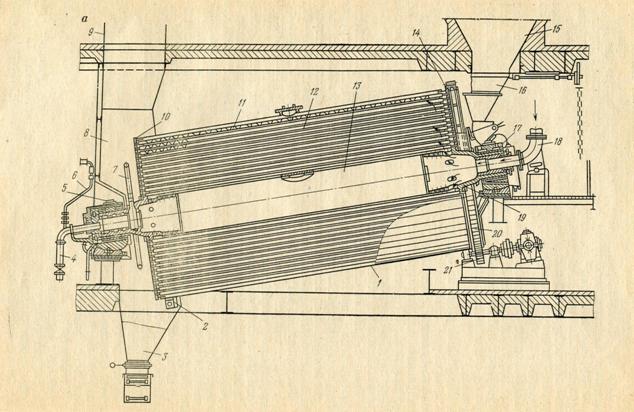
Парова трубчаста сушарка
Парова трубчаста сушарка – це циліндричний похилий барабан 1 діаметром 2,5-5 м, довжиною7-8 м. На торцевих стінках барабану закріплені трубні решітки 10 і 14, у які ввальцовані сушильні трубки 12 діаметром 95-108мм. Сушильні трубки розподілені в барабані по шести секторах, рівномірно по всій площині трубної решітки.
Віссю барабана слугує центральна труба 13, кінці якої закріплені в муфтах 19, що жорстко з'єднані з трубними решітками. Муфти обертаються в підшипниках 5 і 17, корпуси яких мають водяне охолодження. До передньої трубної решітки кріпиться зубчастий вінець 20, за допомогою якого здійснюється обертання барабана сушилки. Вінець зчіплюється з зубчастою шестернею 21 привода сушилки.
Пар в сушилку подається по трубі 18 в центральну трубу, а потім у отвори- міжтрубний простір. Трубки нагріваються, пар конденсується. Конденсат збирається в нижній частині барабана у конденсатозбірниках 2 і при обертанні барабана через S-подібні трубки 7 безперервно відводиться з сушилки по трубі 4. Через два резервуари конденсат стікає при розігріві сушарки.
Дроблене вугілля з бункера 15 сушилки по течці 16 з шиберним затвором самопливом надходить в основний завантажувальний пристрій. При зупинці сушилки за допомогою секторного затвору припиняється подача вугілля. Вугілля з пластин зсипається на трубну решітку, що рухається, і засипається у трубки під дією сили тяжіння. Заповнення трубок залежить від сипучості матеріалу ( тому він повинен бути розрихленим). Для поліпшення процесу кожна трубка має вставку 11 із заліза у вигляді спіралі. Спіраль допомагає пересуванню вугілля до зони розвантаження. Розвантажуваний кінець барабану входить у розвантажувальну камеру 8. Підсушене вугілля висипається з з трубок у камеру і далі у збірні воронки 3, звідки надходить на збірний конвеєр. Вугільний пил з виносимого повітря уловлюється електрофільтром.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
