

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Зміст лекції
1. Способи агломерації.
Вугілля в Україні є основним джерелом сировинних ресурсів для теплоенергетики і коксохімічної промисловості. У світовому балансі енергоносіїв вугілля займає друге місце (24%) після нафти (39%). До 40% електроенергії виробляється з вугілля. По прогнозах, виконаних Міжнародними авторитетними організаціями по енергетики, на протяг, принаймні, 20 – 30 років споживання вугілля зростатиме в середньому на 1,4-1,6% в рік, декілька поступаючись нафті - 1,7% і природному газу 2,7 – 2,8%.
Останнім часом видобуток вугілля в Україні стабілізувався на рівні 70,6-80 млн. тон на рік при його середній зольності близько 38,9%.
Вуглезбагачувальні фабрики спеціалізовані по марках і призначенню сировини, що переробляється, і, відповідно, розрізняються за вживаною технологією.
У світовій практиці переробки мінеральних корисних копалин існують різні ефективні методи, що дозволяють використовувати вугільний дріб'язок і вугільний шлам як паливо. Деякі з них - це процеси окускування вугільного дріб'язку – агломерація, огрудкування і брикетування.
Кускування є однією з актуальних завдань в підготовці залізовмісних матеріалів до металургійного переділу. Відомо три способи кускування дрібних руд і концентратів: агломерація, грануляція (грудкування) і брикетування.
Агломерация- процес отримання шматків (агломерату) методом спікання дрібної руди і концентрату з паливом при високій температурі горіння. Завдяки високій температурі в процесі агломерації переганяється частина шкідливих домішок (наприклад, сірка).
Грануляція (грудкування-обдавання) - процес отримання окатишів, заснований на властивості зволожених тонко-подрібнених частинок руді або концентрату утворювати окатиші більшої або меншої крупності і міцності, яким обдаванням в спеціальних апаратах додається необхідний розмір і форма, подальшим обжигом- підвищена міцність. Процес агломерації або спікання здійснюється в печах, що обертаються і в шахтних, в зваженому і щільному фільтрованому шарі.

Широке промислове застосування отримав спосіб спікання шихти з твердим паливом в щільному фільтрованому шарі. Вугілля, як тверде паливо, застосовується для агломерації залізняку.
Агломерація з просмоктуванням повітря через шар шихти, що містить тверде паливо, починається з розігрівання (запалення) верхньої частини шару. Запалення проводиться зверху гарячими димовими газами запальної сурми, які просмоктуються через шар під впливом розрідження, що створюється під колосниковими гратами. Після завершення запалення зона горіння твердого палива в шарі шихти поступово переміщається до колосникових грат, після досягнення якої процес закінчується, і агломерат вивантажується з агломераційної машини.
Процес горіння вуглецю в зоні агломераційної шихти є основним чинником агломераційного процесу. Необхідна кількість палива в шихті при спіканні складає 3 – 7% по вазі або 7 – 12% за об'ємом. Як паливо використовується коксовий дріб'язок або антрацит крупністю 0 – 3мм. При агломерації в зоні інтенсивного нагріву проходять процеси розкладання гідратів, окислення, дисоціації і відновлення оксидів. Наприклад, проходить процес дисоціації піриту - при температурі до 5650 С пірит втрачає половину сірки.
У США компанія Шелл застосовує масляну агломерацію для спікання некондиційної вугільного дріб'язку з метою отримання товарної вугільної продукції. Цей метод унаслідок його дорожнечі не знайшов широкого застосування.
Грудкування (гранулювання) – це процес кускування тонкоподрібнених матеріалів, заснований на здатності їх при перекочуванні утворювати гранули сферичної форми (окатиші) без застосування тиску. Процес утворення окатишів пов'язаний з дією фізичних і физико-хімічних сил. Найбільш важливими властивостями початкових матеріалів при гранулюванні є вологість (8 до 20% залежно від типу руд), крупність подрібнення (0,044 – 0,074мм) і добавки зв'язуючих речовин. Найбільш поширена добавка - бентоніт (особливий тип глини, що складається в основному з мінералів групи монтмориллоніта). Міцність окатишів підвищують добавки сухого бентоніта в кількості 0,5 – 0,7%, окрім свого прямого призначення бентоніт здатний поглинати надлишок води що в 5 разів що перевищує його власну вагу.
Отримані на окатиші просушуються теплим повітрям при температурі 100- 1050 С в шахтній сушарці. Після цього вони обробляються 90 хвилин в камері, що карбонізує, струмом димових газів (40 – 600 С), що містять близько 20% вуглекислоти.
2. Технологія окускування.
По характеру подачі повітря в шар шихти розрізняють три основні методи агломерації:
а) без продувки або просмоктування;
б) з продувкою шару від низу до верху;
в) з просмоктуванням зверху вниз (шляхом створення розрідження під шаром). Агломерацію без продувки або просмоктування почали упроваджувати в металургії з кінця XIX століття в трубчастих печах, що оберталися. Достоїнства методу полягають в можливості спікання тонкоподрібнених матеріалів. До недоліків слід віднести утворення настилів на внутрішній поверхні печей, що обертаються, утруднення з регулюванням процесу в шахтних печах, малу питому продуктивність агрегатів, погану якість продукту.
Агломерацію з продувкою здійснювали на ранніх етапах розвитку на нерухомих колосникових гратах і в рухомих і нерухомих казанах конвертерів. Для обох випадків характерні періодичність роботи і низька продуктивність агрегатів, важкі умови праці, невисока якість агломерату.
Останнім часом агломерацію з продувкою застосували на прямолінійних колосникових конвеєрних машинах безперервної дії. Цей метод агломерації стосовно конвеєрних машин має ряд переваг. Температура повітря, що нагнітається в шар шихти, менша, ніж температура газів, що відходять, у разі агломерації з просмоктуванням. Завдяки цьому скорочується об'єм газів, що проходять через газоповітряні тракти і знижується витрата електроенергії.
Серед всіх методів агломерації домінуюче положення зайняло спікання з просмоктуванням на прямолінійних конвеєрних машинах. Ці машини були розроблені в США в 1911 році. Схема установки для спікання на агломераційній конвеєрній машині з просмоктуванням повітря зверху вниз зображена на мал. 4
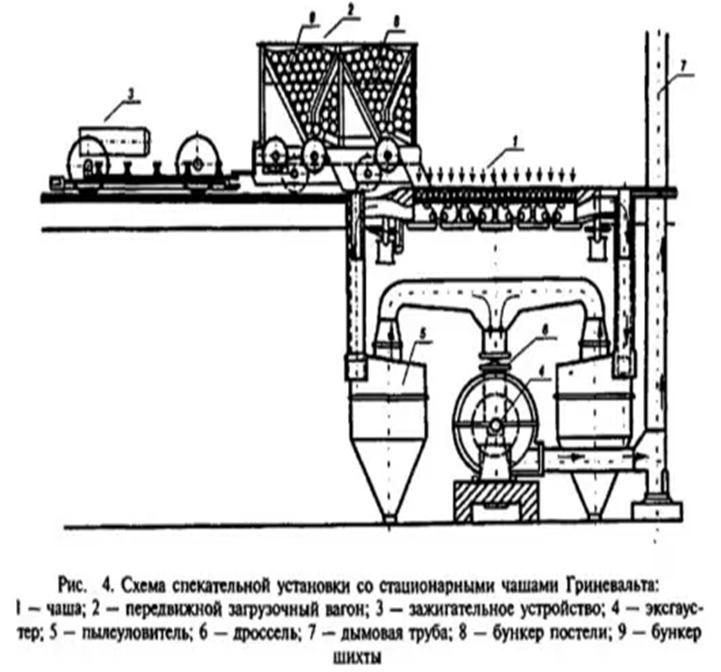
Головною частиною агломераціоної машини є конвеєр, що складається з окремих спікаючих візків (паллет), — 1, які забезпечені штучними колосниками, створюючими грати. Візки рухаються по замкнутих направляючих шляхах, що включають прямолінійні верхню і нижню ділянки і криволінійні ділянки в головній і хвостовій (розвантажувальною) частинах машини. На верхньому і нижньому шляхах візки рухаються щільно притиснутими один до одного, утворюючи відповідно робочу і холосту гілку. Рух конвеєра здійснюється від приводних зірочок — 7, розташованих в головній частині машини. Ці зірочки захоплюють візки, що рухаються по нижній холостій гілці і піднімають їх на верхню робочу гілку конвеєра.
На початку робочої гілки на візки, що рухаються, живильником — 3 безперервно завантажують шихту шаром 150—600 мм. Перед цим на колосникові грати живильником — 2 укладають підстилковий матеріал з шматків агломерату, призначений для оберігання колосників від перегріву і зменшення просипів шихти через щілини грат. Для займання твердого палива (коксика), що входить в шихту, необхідно довести його температуру до 700°С. Для цього в камері горіння 4, спалюють газ або мазут. Одночасно під шаром шихти у вакуум-камерах — 5 створюють розрідження, завдяки чому розжарені до 1130— 1200°С продукти згорання проходять через шихту, запалюючи частинки твердого палива у вузькій верхній зоні.
Горіння, що почалося, підтримують просмоктуванням повітря зверху вниз через шар шихти на всій робочій площі колосникових грат. Гази з-під шару шихти через вакуум-камери, газові тракти і пиловловлювачі — 6 відводять в димар — 9 і викидають в атмосферу. Необхідне для цього розрідження 10—25 кПа створюється нагнітачем 8. У міру просування конвеєра з шихтою тверде паливо у верхніх її шарах вигоряє і зона горіння переміщаються нижче. Швидкість руху конвеєра вибирають такою, що при досягненні даною ділянкою шихти останньої вакуум-камери горіння доходить до нижнього горизонту матеріалу і спікання завершується по всій товщині шару. Отриманий агломерат після розвантаження з машини піддають дробленню і грохоченню (сортуванню по крупності).
Для підвищення ефективності агломераційного виробництва застосовують грудкування шихти перед спіканням, добавки грубозернистої (0—8 мм) руди, збільшення товщини спікаємого шару і потужності відсмоктуючих засобів, раціональні системи завантаження шихти на агломераційну машину, що забезпечують таке її розшарування, при якому досягається оптимальний по товщині шару розподіл матеріалу по крупності і концентрації вуглецю.
Завершують термічну обробку агломерату його охолоджуванням, яке здійснюють або на агломераційних машинах, або на охолоджувачах. Охолоджування проводиться примусовою подачею холодного повітря в шар агломерату. Від того, наскільки правильно вибрані спосіб і режим охолоджування, залежать якість продукції, кількість дріб'язку, вихід агломерату, а також умови роботи подальшого устаткування і обслуговуючого персоналу.
Лекція № 9
Тема 2.3.8 Правила експлуатації металевих окатишів
План лекції
1. Правила експлуатації металевих окатишів.
2. Спосіб термохімічного грудкування дрібних матеріалів.
Зміст лекції
1. Правила експлуатації металевих окатишів.
Обкатування – процес грудкування зволожених тонкоподрібнених матеріалів, оснований на їх здатності при перекочуванні утворювати ґранули сферичної форми (обкотиші) без застосування безпосереднього тиску. Для зміцнення зволожені обкотиші сушать, випалюють, піддають іншим видам обробки.
Процес одержання випалених обкотишів складається з трьох основних стадій: підготовки компонентів шихти до обкатування, одержання вологих обкотишів і їх зміцнювального випалу. Вихідними матеріалами, що використовують для обкатування, можуть бути: концентрат, дрібна руда, вапняк, зв’язуючі домішки, вода, тверде, рідке і газоподібне паливо.
Попередня підготовка матеріалів до обкатування полягає в усередненні концентрату, подрібненні флюсових і зв’язуючих домішок (бентоніту, вапняку і т. п.), а при несприятливому гранулометричному складі і в подрібненні концентрату і руди. Наступною операцією при підготовці до обкатування є дозування компонентів шихти. Для усереднення шихти за фізичними властивостями і хімічним складом її перед обкатуванням змішують в шнекових, роторних і барабанних змішувачах. При виробництві неофлюсованих обкотишів змішування виконують в одну стадію. При виробництві офлюсованих обкотишів до змішування висувають більш високі вимоги, тому змішування виконують в дві або три стадії.
Обкатування виконується в барабанних і тарільчатих обкатувачах. Вибір і регулювання параметрів операції обкатування (кут нахилу чаші, частота обертання, вихідне шихтове навантаження) здійснюють у кожному конкретному випадку в залежності від властивостей шихти і необхідної крупності обкотишів.
До процесу обкатування надходять тонкоподрібнені концентрати корисних копалин, які в основному є гідрофільними речовинами. При взаємодії з водою тонкі частинки концентрату утворюють окремі агрегати – «зародкові грудки». При русі матеріалу по обертальній поверхні апарату для обкатування вологі частинки накатуються на поверхню «зародкової грудки» і утворюють сферичні обкотиші.
Роль води в процесі обкатування вирішальна, тому що визначає умови утворення обкотишів. Її оптимальний вміст залежить від хіміко-мінералогічних властивостей частинок, їх форми, вологоємності і т. п. Вологість шихти в кожному конкретному випадку визначається експериментально (вологість магнетитових і гематитових концентратів складає 8 – 10 %, бурих залізняків – 20 – 25 %, рудного дріб’язку – 6 – 8 % і т. д.). Зниження вологості в процесі обкатування приводить до зменшення пластичності обкотишів, порушенню гранулометричного складу і зниженню продуктивності обладнання. Збільшення вологості викликає зниження міцності обкотишів, надмірне підвищення їх пластичності, в результаті чого обкотиші злипаються в грязеві грудки.
Під дією тиску, що виникає у точці контакту обкотишів з площиною обертування, відбувається їх ущільнення з утворенням однорідної структури. Найбільш ефективно обкатуються тонкі концентрати крупністю 90-95 % класу –0,056 мм. При введенні в шихту різних домішок їх крупність повинна відповідати крупності шихти. Як зв’язуючі і ущільнюючі домішки використовують гідрофільні вологоємні матеріали, що утворюють з водою стійкі суспензії. Найбільше поширена домішка – бентоніт, невелика добавка якого (до 1 %) підвищує міцність зволожених, висушених і випалених обкотишів.
Випалювання обкотишів виконується в агрегатах трьох типів: конвеєрних випалювальних машинах, комбінованих установках (колосникова решітка – трубчаста піч) і в шахтних печах. При випалюванні обкотиші послідовно проходять стадії сушки, підігріву, випалу і охолодження. При використанні шахтних печей і конвеєрних машин всі операції послідовно здійснюються в одному агрегаті. Вибір способу випалювання визначається властивостями обкотишів, виробничою потужністю підприємства і економічними міркуваннями.
Сушка є першою стадією термозміцнення обкотишів. Вона проводиться в щільному шарі, через який подають гарячі гази. Температура газів на вході в шар вологих обкотишів складає 250 – 400 оС.
Зміцнюючому випалу обкотиші підлягають після сушки. Він полягає в поступовому нагріванні обкотишів гарячими газами до оС. Зміцнення обкотишів з магнетитових концентратів відбувається в результаті твердофазного спікання окремих зерен концентрату, окиснення магнетиту в гематит і часткового утворення шлакового зв’язку при розм’якшенні пустої породи. Оскільки випалювання обкотишів з магнетитових концентратів пов’язане з реакцією окиснення, склад газів, в атмосфері яких проводиться випалювання, повинен бути окиснювальним (вміст кисню в газах – 10-15 %). Випалювання обкотишів з гематитових концентратів пов’язане не з окисненням, а тільки з твердофазним спіканням рудних частинок і утворенням в обкотишах шлакових зв’язків. На технологію випалювання і якість випалених обкотишів впливає їх розмір. Тривалість окиснення в дифузійному режимі прямо пропорційна квадрату їх діаметра. Крім того, зі зменшенням крупності обкотишів зростає їх міцність при відновленні. Структура випалених обкотишів значною мірою залежить від режиму процесу випалювання. Кращими металургійними властивостями володіють достатньо повно окиснені обкотиші з зернами магнетиту частково зцементованими шлаковим зв’язком. В результаті випалювання обкотиші набувають здатності не руйнуватися при перевантаженнях і при нагріванні в доменних печах.
Охолодження обкотишів – заключна операція термозміцнюючого випалювання. Операція охолодження може здійснюватися або в тих же апаратах, що й випалювання, або в окремих охолоджувачах. Температура охолоджених обкотишів не повинна перевищувати 100 – 130 оС. Зміцнені обкотиші, які одержують з тонкоподрібнених концентратів, однорідні за крупністю і хімічним складом, мають добру відновлюючу здатність і достатню міцність при перевантаженні.
Обкатування використовується для підготовки тонкоподрібнених і пилоподібних матеріалів до металургійного переділу і транспортування їх на великі відстані. Переважне поширення обкатування набуло для залізорудних концентратів. Обкатуванню піддають також хромові, фосфористі і флюоритові концентрати, а в деяких випадках й концентрати руд кольорових металів.
Окатиші — це грудочки подрібненої руди, напівфабрикат металургійного виробництва заліза.
Вони є продуктом збагачення залізовмісних руд спеціальними концентруючими способами. Використовуються в доменному виробництві для отримання чавуну. Як правило, для виробництва окатішів використовуються небагаті залізом руди, різні залізовмісні відходи.
Для видалення мінеральних домішок початкову (сиру) руду дрібно подрібнюють і збагачують різними способами. Процес виготовлення окатішів часто називають обдаванням руди. Шихта, тобто суміш тонко подрібнених концентратів залізовмісних мінералів, флюсу (добавок, регулюючих склад продукту), і зміцнюючих добавок (звичайно це бентонітова глина), зволожується і піддається обдаванню в чашах (грануляторах), що обертаються, або барабанах-окомкувателях.
В результаті обдавання отримують близькі до сферичних частинки діаметром 1-30 мм. Вони висушуються і обпалюються при температурах ° C на спеціальних установках — обпалювальних машинах.
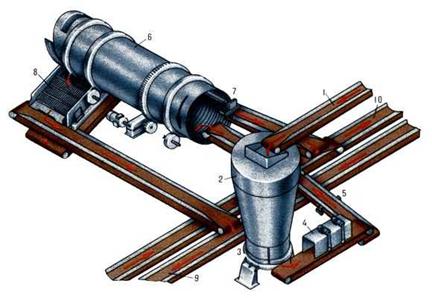
Барабанний гранулятор для виробництва залізорудних окатишів:
1,9,10-стрічковий конвеєр; 2,3 – бункер концентрату; 4 - ваговий дозатор; 5- розпушувач шихти; 6- барабанний гранулятор; 7- очисний ніж; 8- грохот для сипких окатишів.
При використанні окатішів виключається роздільне завантаження в доменну піч руди і флюсів, значно скорочується кількість шлаку при переробці руд з низьким вмістом заліза. Крім того, підвищується продуктивність плавки чавуну в доменній печі.
У світовій науці не припиняються роботи по пошуку нових добавок і технологічних прийомів виготовлення окатішів.

Як правило, гірничо-збагачувальні підприємства знаходяться на значній відстані від металургійних центрів. Возити вологий концентрат на металургійні заводи для подальшої його агломерації невигідно із-за витрат, пов'язаних з перевезенням води, і важко із-за змерзання концентрату в зимовий час. Виробництво агломерату безпосередньо на гірничо-збагачувальних комбінатах недоцільно із-за його недостатньої механічної міцності.
Вдалим вирішенням проблеми кускування тонких залізорудних концентратів стало виробництво окатішів. Виробництво залізорудних окатішів останнім часом розвивалося в багатьох країнах світу високими темпами і в даний час перевищило 300 млн. т/рік.
2. Спосіб термохімічного грудкування дрібних матеріалів
Агломерація – спосіб термохімічного грудкування дрібних матеріалів, частіше всього рудної шихти – рудного дріб’язку і концентратів, пилуватих руд, колошникового пилу – для покращання їх металургійних властивостей. Здійснюється за рахунок часткового розплавлення рудних частинок теплом, яке виділяється при згорянні палива в шарі шихти при просмоктуванні через нього повітря.
Агломераційна шихта складається з рудної частини, ретуру (дрібного некондиційного агломерату від попереднього спікання), палива (коксика, антрациту), флюсу (вапняку, доломіту), різних домішок (колошникового пилу, піритних недогарків, окалини і ін.). Максимальний розмір частинок руди і повернення – 6 – 8 мм, коксика і вапняку – 3 мм.
Технологія агломерації складається з таких послідовних операцій: підготовка компонентів шихти, їх дозування і змішування, власне агломерація, обробка готового агломерату.
Першим етапом підготовки компонентів шихти є дроблення коксика і вапняку до 3 мм. Руда, концентрат, ретур, домішки, як правило, дроблення не потребують. Неодмінною умовою одержання якісного агломерату є усереднення компонентів шихти. Усереднені компоненти шихти дозуються в заданому складі, старанно перемішуються і подаються в процес агломерації.
Процес агломерації починається з укладки постелі на агломераційну машину. Постіль – шар дрібного агломерату (ретур), що укладається перед завантаженням шихти на колосники агломераційної машини, щоб запобігти надмірного нагріву колосників, просипу дрібних частинок під машину, забивання колосників вологою шихтою і приплавлення пирога агломерату до колосників. На агломераційну постіль рівномірним шаром укладається шихта і запалюється тверде паливо, що міститься в шихті, і таким чином, починається процес агломерації.
Принцип агломерації полягає в тому, що через шар дрібного рудного матеріалу змішаного з зернистим твердим паливом просмоктується повітря. Внаслідок цього зона горіння, де відбувається розм’якшення, плавлення рудного матеріалу і формування агломерату, безперервно переміщується вниз, упроваджується в неспечену шихту і залишає за собою шар готового агломерату. При спіканні шихта зазнає ряд складних різноманітних фізичних і хіміко-мінералогічних перетворень.
Різноманітні хіміко-мінералогічні перетворення при агломерації визначаються складом шихти і газової фази. При агломерації залізорудних матеріалів хід процесів і остаточний склад агломерату залежать від двох факторів: ступеня окиснення матеріалу (Fe+3; Fe+2) і основності шихти (відношення CaO: SiO2). Агломераційний процес є окиснювально-відновним. В мікрооб’ємах, де немає палива, йдуть окиснювальні процеси, а там, де знаходяться розпечені частинки палива, відбувається відновлення оксидів заліза. Тому матеріал, що агломерується, спочатку частково відновлюється, а потім (після вигоряння палива) – окиснюється. Хіміко-мінералогічні процеси в твердих фазах набувають значного розвитку при температурах 600 – 800 оС. При агломерації залізорудних матеріалів в результаті взаємодії основних сполук шихти Fe2O3, Fe3O4, CaO, SiO2 в твердих фазах будуть утворюватись таки мінерали: ферит 2CaO·Fe2O3 (500 оС), двокальцевий силікат CaFeSiO4 (550 оС) і фаяліт FeO·SiO2 (900 оС). Кількість нових мінералів, що утворюються в твердих фазах, мала, тому що тривалість і температури взаємодії невеликі. Однак ці мінерали справляють значний вплив на подальший розвиток процесів металоутворення, тому що саме вони дають перші порції рідкої фази – розплаву. При нормальному ході процесу агломерації більша частина шихти проходить через плавлення (максимальна температура при агломерації – 1300оС). Таким чином, залізорудний агломерат є продуктом кристалізації залізистого силікатного розплаву різної основності.
Формування фізичної структури агломерату – процес перетворення дрібних рудних частинок в грудковий продукт, що відповідає вимогам металургійної плавки. Цей процес протікає в два етапи: спікання в твердих фазах і спікання за участю рідких фаз – розплаву. Твердофазне спікання не відіграє значної ролі у формуванні фізичної структури агломерату внаслідок відносно низьких температур (700 – 1100оС) і малої тривалості їх дії (30 с). Роль цього етапу полягає в тому, що нові утворені мінерали мають невисоку температуру плавлення і дають перші порції розплаву. Тільки внаслідок наявності розплаву стає можливим за невеликий час дії максимальних температур (1,5 – 2,5 хв.) зв’язати рудні зерна в пористий, але достатньо міцний пиріг агломерату. Основними факторами в системі “сипкий матеріал – розплав” є капілярні. Найважливішими властивостями агломераційних розплавів, що забезпечують швидке змочування рудних частинок, проникнення в дрібні пори між ними і їх зв’язування, є поверхневий натяг, в’язкість, здатність змочувати тверду фазу. Формування агломерату починається з моменту появи розплавів навколо гарячих частинок коксу при температурі близько 1200 оС.
Розрізняють три основних типи мікроструктур агломератів:
– найміцнішу дрібнопористу губчату структуру з відносно рівномірно розподіленими порами розміром до 4 мм. Формуванню такої структури сприяють дрібна і однорідна за крупністю шихта з високою середньою густиною, відносно низькі витрати палива, порівняно широкий температурний інтервал плавлення і підвищена в’язкість розплаву. Така структура характерна для достатньо міцного неофлюсованого агломерату, що добре відновлюється; він виробляється з магнетитових концентратів з дрібним ретуром при вмісті вуглецю в шихті 2,5 – 3,5 %;
– найменш міцну грубо-пористу структуру з нерівномірно розподіленими усадочними порами розміром до 15 мм, яку одержують при середніх витратах палива. Утворення такої мікроструктури обумовлене зниженою середньою густиною шихти, вузьким температурним інтервалом плавлення і низькою в’язкістю розплаву. Така структура характерна для офлюсованого агломерату з основністю 1,2 – 1,5;
– монолітну структуру, що характеризується наявністю у спікливому об’ємі окремих монолітних ділянок застиглого розплаву розміром 15 – 20 мм і більше, які зв’язані між собою перемичками, і таких же за об’ємом усадочних раковин. Такий спік розламується по перемичках на грудки розміром 10 – 25 мм. Ці грудки мають високу міцність, але знижену відновність. Така структура утворюється при підвищених витратах палива.
Готовий агломерат скидається зі стрічки агломераційної машини і надходить на дроблення, охолодження до температури до 80 – 100 оС. Ретур (агломерат крупністю до 5 мм) відсіюють. Оптимальна крупність агломерату для доменних печей 5 – 60 мм. Високоякісний доменний агломерат містить незначну кількість дріб’язку і має достатню міцність, що дозволяє транспортувати його до доменних печей без руйнування. Висока пористість і правильно підібраний мінералогічний склад забезпечують високу швидкість відновлення заліза, що міститься в ньому як магнетит Fe3O4, ферити кальцію 2CaO·Fe2O3 і силікати CaFeSiO4. Агломерат виробляється, в основному, офлюсованим – з добавкою до руди вапняку CaCO3 і вапна CaO, що дозволяє значно підвищити показники роботи доменних печей.
Доломітизований агломерат — залізорудний агломерат, офлюсований доломітом. Залізорудний агломерат — агломерат залізовмісної руди. Є сировиною для доменної печі. Марганцевистий агломерат — залізорудний агломерат з шихти з введенням марганцевої руди. Залізомарганцевий агломерат — агломерат марганцевої руди, використовуваний для виплавки феромарганця в доменних і феросплавних печах. Порівняно із залізорудним агломератом характеризується більшою оплавленістю, меншою пористістю і відновлюваністю. Металізованний агломерат — залізорудний агломерат, в якому частина оксидів заліза відновлена до заліза в ході спікання шихти з підвищеною витратою твердого палива. Оксидний агломерат — залізорудний агломерат з невисоким (3—4 %) вмістом FеO. Має високі міцнісні властивості. Неофлюсований агломерат — залізорудний агломерат, отриманий без введення в шихту вапняку. Низькоофлюсований агломерат — залізорудний агломерат, отриманий з шихти, в яку введений вапняк у незначній кількості. Високоофлюсований агломерат — залізорудний агломерат, що отримується з шихти, для поліпшення металургійних властивостей в яку введений вапняк у значний кількості. Офлюсований агломерат — залізорудний агломерат з визначеною кількістю вапняку в шихті.
Стабілізований («що калібрується») агломерат — агломерат, механічно оброблений безпосередньо після спікання. В ході стабілізації руйнуються крупні шматки агломерату. Отриманий високоякісний агломерат забезпечує значне збільшення продуктивності доменної печі.
Рекомендована література
Базова
1 «Специальные методы обогащения», М: Недра, 1986
2 «Брикетирование углей», М: Недра, 1984
3 «Брикетирование углей», м: Недра, 1990
4 «Обогащение руд», М: Недра, 1983
Допоміжна
5 «Технология обогащения углей», м: Недра, 1985
6 В. Самилін, В. Білецький «Спеціальні методи збагачення корисних копалин», Донецьк, Східний видавничий дім, 2003
7 Практикум по обогащению полезных ископаемых под ред. , М: Недра, 1991
8 , Білецький В. С. Фізичні та хімічні основи виробництва. Навчальний посібник. – Донецьк: Східний видавничий дім, 2005. – 148 с.
ІНФОРМАЦІЙНІ РЕСУРСИ
9 http://www.dnop.gov.ua – Офіційний сайт Міністерства освіти і науки України
10 ukcdb/stels.net -Редакція гірничої енциклопедії

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
