
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 .
.
После интегрирования получим:
 . (13)
. (13)
Используя приведенные формулы, определяли и сравнивали каждую из компонент общей работы в уравнениях (1) и (1а) для пары «алюминий – инструментальная сталь».
На рис. 7 приведены графики, построенные по расчетным данным, иллюстрирующие изменение энергозатрат в зависимости от хода деформирующего инструмента при осадке без кручения и с кручением при различных условиях деформирования.
а) |
б) |
Рис. 7. Зависимость между энергозатратами при обычной осадке (1) и осадке с кручением (2) от хода инструмента: а, б – i = 4 и 1, k = 0,1, а = 0,5, m = 0,1 и 0,5 соответственно. |
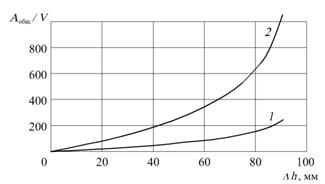
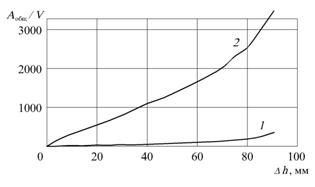
Из графиков видно, что при осадке с кручением энергозатраты существенно больше (в несколько раз), чем при осадке без кручения.
Коэффициент ![]() неравномерности распределения сдвиговой деформации и коэффициент схватывания
неравномерности распределения сдвиговой деформации и коэффициент схватывания ![]() слабо влияют на энергозатраты и соотношение сил при обычной осадке и осадке с кручением.
слабо влияют на энергозатраты и соотношение сил при обычной осадке и осадке с кручением.
С увеличением коэффициента трения ![]() от 0,1 до 0,5 соотношение между энергозатратами (
от 0,1 до 0,5 соотношение между энергозатратами (![]() ) увеличивается в 1,3 раза, а соотношение между силами деформирования (
) увеличивается в 1,3 раза, а соотношение между силами деформирования (![]() ) уменьшается в 3 раза без учета нагрева и в 4,4 раза с учетом нагрева.
) уменьшается в 3 раза без учета нагрева и в 4,4 раза с учетом нагрева.
С уменьшением кинематического параметра ![]() от 8 до 1 соотношение между энергозатратами увеличивается в 2,3 раза, а соотношение между силами деформирования уменьшается в 1,3 раза без учета нагрева и в 3,9 раза с учетом нагрева.
от 8 до 1 соотношение между энергозатратами увеличивается в 2,3 раза, а соотношение между силами деформирования уменьшается в 1,3 раза без учета нагрева и в 3,9 раза с учетом нагрева.
Крутящий момент ![]() обусловленный касательной компонентой
обусловленный касательной компонентой ![]() трения между инструментом и образцом, является важным параметром процесса деформирования с осевым вращением инструмента. Знание величины
трения между инструментом и образцом, является важным параметром процесса деформирования с осевым вращением инструмента. Знание величины ![]() необходимо для оценки общих энергетических затрат процесса деформирования и подбора мощности электродвигателя для вращения инструмента. Для определения величины крутящего момента был проведен ряд экспериментов.
необходимо для оценки общих энергетических затрат процесса деформирования и подбора мощности электродвигателя для вращения инструмента. Для определения величины крутящего момента был проведен ряд экспериментов.
Уравнение баланса мощностей имеет следующий вид:
![]() ,
,
где ![]() – общая мощность, измеряемая ваттметром;
– общая мощность, измеряемая ваттметром; ![]() – потери мощности на трение в установке, потери мощности в электродвигателе (нагрев) и т. п.;
– потери мощности на трение в установке, потери мощности в электродвигателе (нагрев) и т. п.; ![]() – мощность крутящего момента
– мощность крутящего момента ![]() от действия касательных тангенциальных напряжений на поверхности контакта;
от действия касательных тангенциальных напряжений на поверхности контакта; ![]() – угловая скорость вращения инструмента,
– угловая скорость вращения инструмента,  .
.
Отсюда экспериментальное значение крутящего момента
![]() .
.
Для определения величины ![]() и «отделения» ее от
и «отделения» ее от ![]() строили серию «тарировочных» кривых
строили серию «тарировочных» кривых ![]() (
(![]() – осевая нагрузка при
– осевая нагрузка при  ) при различных значениях
) при различных значениях ![]() . С увеличением осевой нагрузки возрастали потери на трение в червячной паре 4, 5 (рис. 8), подшипнике скольжения 6, в редукторе, а также на нагрев электродвигателя. Нагрузка при тарировке передавалась через опорный шариковый подшипник 2, установленный вместо деформируемого образца между верхней 1 и нижней 3 плитами.
. С увеличением осевой нагрузки возрастали потери на трение в червячной паре 4, 5 (рис. 8), подшипнике скольжения 6, в редукторе, а также на нагрев электродвигателя. Нагрузка при тарировке передавалась через опорный шариковый подшипник 2, установленный вместо деформируемого образца между верхней 1 и нижней 3 плитами.
Полагали, что потери на крутящий момент в подшипнике составляют приблизительно 1 %, поэтому ими пренебрегали. Максимальная нагрузка ![]() при тарировке составляла 250 кН. Показания, снимаемые с ваттметра, умножались на 3 с учетом трехфазной схемы питания электродвигателя.
при тарировке составляла 250 кН. Показания, снимаемые с ваттметра, умножались на 3 с учетом трехфазной схемы питания электродвигателя.
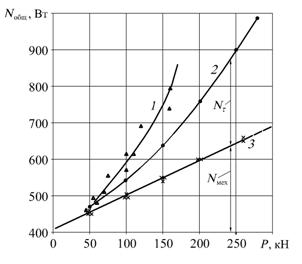
Анализ тарировочных графиков  (рис. 9) показал следующее:
(рис. 9) показал следующее:
– с увеличением ![]() мощность потерь на трение увеличивается почти линейно; отклонения показаний
мощность потерь на трение увеличивается почти линейно; отклонения показаний ![]() от средней величины при нагрузке и разгрузке составляют не более 1,5 %;
от средней величины при нагрузке и разгрузке составляют не более 1,5 %;
– с ростом числа оборотов ![]() инструмента мощность увеличивается;
инструмента мощность увеличивается;
– внесение в подшипник скольжения дополнительного («свежего») графитового смазочного материала приводит к незначительному (5…6 %) снижению ![]() .
.
|
| |
Рис. 8. Схема нагружения установки при тарировке. | Рис. 9. Зависимости | |
Установлено, что на величину крутящего момента влияют степень деформации, характер эпюры касательных напряжений ![]() , упрочнение деформируемых образцов и их нагрев за счет контактного трения.
, упрочнение деформируемых образцов и их нагрев за счет контактного трения.
Выявлено, что крутящий момент ![]() увеличивается с увеличением отношения
увеличивается с увеличением отношения ![]() и кинематического параметра
и кинематического параметра ![]() .
.
В четвертой главе исследован тепловой эффект деформации при осадке с кручением, а также приведены результаты этих исследований и их анализ.
Термический режим при деформации с кручением играет существенную роль, так как напряжение течения ![]() может быть значительно уменьшено за счет нагрева при проскальзывании инструмента по контактной поверхности образца. Это в определенной мере компенсирует дополнительные энергетические затраты, необходимые для создания крутящего момента.
может быть значительно уменьшено за счет нагрева при проскальзывании инструмента по контактной поверхности образца. Это в определенной мере компенсирует дополнительные энергетические затраты, необходимые для создания крутящего момента.
Опытным путем с использованием термопары для условий стесненной деформации (сдвиг) получены зависимости температуры от времени при разных осевых нагрузках в точке вблизи плоскости трения «инструмент–образец».
Рассмотрим уравнение общих энергетических затрат при деформации с кручением:
![]() . (1а)
. (1а)
Записав в дифференциальной форме уравнение для работы тангенциальных сил трения и решив его, для случая  получим:
получим:
 (14)
(14)
Записав в дифференциальной форме уравнение для работы сил радиального трения и решив его, для случая получим:
 (15)
(15)
Для расчета величины интенсивности деформации (осадка + сдвиг) используем формулу и *):
 , (16)
, (16)
После всех подстановок в уравнение (1а) для условий комбинированной деформации (![]() ;
;  ;
; ![]() ;
;  ) соотношение тепловых вкладов
) соотношение тепловых вкладов ![]() каждого из компонентов в уравнение (1а) составит:
каждого из компонентов в уравнение (1а) составит:


![]() при
при ![]()
 при
при ![]() .
.
Отсюда видно, что основной вклад в тепловой баланс вносит работа касательных сил трения, а доля ![]() даже при
даже при ![]() (фактически коэффициент схватывания имеет меньшее значение) составляет менее 20 %. Величиной же
(фактически коэффициент схватывания имеет меньшее значение) составляет менее 20 %. Величиной же ![]() в дальнейшем будем пренебрегать. Таким образом, количество выделившейся теплоты
в дальнейшем будем пренебрегать. Таким образом, количество выделившейся теплоты
![]() ,
,
где ![]() – тепловой эквивалент.
– тепловой эквивалент.
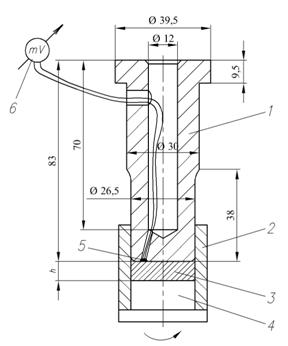
Целью настоящего исследования является определение температуры в зоне, близкой к зоне контактного трения «образец – инструмент».
Схема измерения температуры приведена на рис. 10. Горячий спай хромель-алюмелевой термопары припаивали к латунному наконечнику, который в свою очередь зачеканивали в коническое отверстие пуансона. Расстояние от горячего спая до поверхности трения пуансона составляло ~2 мм, а расстояние от оси инструмента – ![]() .
.
Согласно схеме (рис. 10) предварительно обжимали образец до его касания стенок обоймы, затем включали вращение инструмента и осуществляли обжатие при фиксированной постоянной осевой нагрузке ![]() с записью температуры с помощью термопары и милливольтметра через определенные интервалы времени.
с записью температуры с помощью термопары и милливольтметра через определенные интервалы времени.
Испытанию подвергались высокие и низкие алюминиевые, свинцовые и медные образцы.
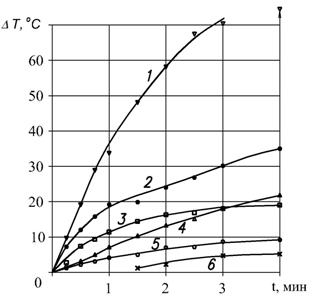
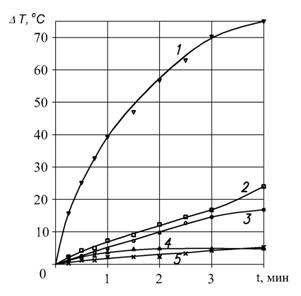
Результаты опытов представлены в виде графиков ![]() для различных значений осевой силы
для различных значений осевой силы ![]() и скорости вращения
и скорости вращения ![]() (рис. 11).
(рис. 11).
| |
Рис. 10. Схема установки термопары в пуансон: 1 – верхний боек (пуансон); 2 – обойма; 3 – образец; 4 – нижний боек; 5 – термопара (горячий спай); 6 – милливольтметр. |
Из полученных графиков следует, что:
– с увеличением числа оборотов ![]() наблюдается прямо пропорциональный рост температуры
наблюдается прямо пропорциональный рост температуры ![]() при условии стабилизации режима (
при условии стабилизации режима (![]() мин);
мин);
– в начальный момент (![]() мин) при неустановившемся тепловом процессе рост температуры превышает рост числа оборотов в 1,5…2 раза;
мин) при неустановившемся тепловом процессе рост температуры превышает рост числа оборотов в 1,5…2 раза;
– с увеличением силы деформирования ![]() при низких значениях
при низких значениях ![]() рост
рост ![]() подчиняется зависимости, близкой к линейной, а по мере приближения величины
подчиняется зависимости, близкой к линейной, а по мере приближения величины ![]() к напряжению течения
к напряжению течения ![]() , рост
, рост ![]() либо затухает и вообще прекращается, либо
либо затухает и вообще прекращается, либо ![]() возрастает до аномально высоких значений.
возрастает до аномально высоких значений.
а) |
б) |
Рис. 11. Зависимости DT(t) при стесненной деформации высоких (а) и низких (б) алюминиевых образцов для различных значений P и n. |
Выше было показано, что повышение температуры инструмента вблизи поверхности трения «инструмент – образец» при стесненной деформации обусловлено главным образом теплотой от работы сил трения или крутящего момента. При этом не были определены температурное поле в самом образце и средняя температура образца в функции времени.
Ниже рассматриваются методика и результаты гидравлического моделирования, распределение температуры в рабочей зоне «инструмент – образец». В качестве пары трения использовали инструментальную сталь и алюминий. По результатам экспериментальной оценки температуры для этой пары и сопоставления ее с данными, полученными из гидравлической модели (рис. 12), предлагается экспериментально-расчетная схема для оценки средней температуры деформируемого образца.
|
Рис. 12. Схемы гидравлической модели (а) и очага деформации (б) при стесненной комбинированной осадке (ось z повернута на 90°): T(z) – эпюра температур; P и ω – сила сжатия и скорость вращения инструмента. |
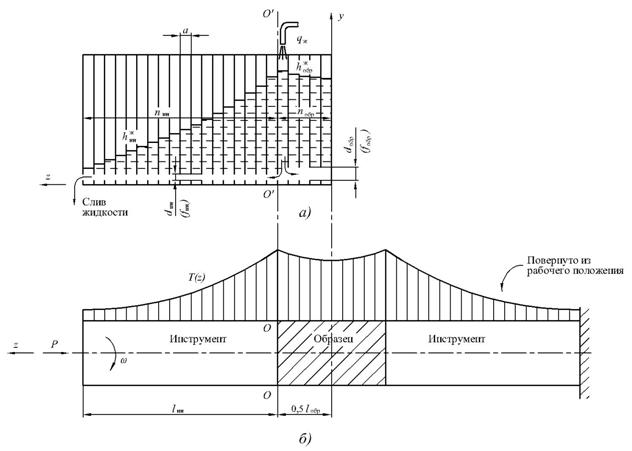
На основе гидравлической модели выполнен анализ теплового потока, близкого к одномерному. Гидравлическое моделирование основано на аналогии математических соотношений, описывающих распределение температуры ![]() в твердом теле и высоты
в твердом теле и высоты ![]() столба жидкости, движущейся через сообщающиеся вертикальные каналы (рис. 12), при ламинарном режиме.
столба жидкости, движущейся через сообщающиеся вертикальные каналы (рис. 12), при ламинарном режиме.
Для одномерного теплового потока вдоль оси ![]() инструмента и образца, симметрично относительно оси
инструмента и образца, симметрично относительно оси ![]() , гидравлическая модель представлена в виде пластины с полыми прямоугольными каналами с
, гидравлическая модель представлена в виде пластины с полыми прямоугольными каналами с  [мм2] (площадь «живого» сечения).
[мм2] (площадь «живого» сечения).
Пластина общей длиной ![]() мм разделена на два участка: левый и правый относительно оси
мм разделена на два участка: левый и правый относительно оси ![]() (рис. 12); длина левого участка соответствует длине инструмента
(рис. 12); длина левого участка соответствует длине инструмента ![]() , а длина правого – 1/2 длине (высоте) образца
, а длина правого – 1/2 длине (высоте) образца ![]() (в силу симметрии очага деформации и инструмента). Плоскость раздела
(в силу симметрии очага деформации и инструмента). Плоскость раздела ![]() соответствует плоскости трения
соответствует плоскости трения ![]() инструмента и образца. В нижней части каналы имеют отверстия диаметрами
инструмента и образца. В нижней части каналы имеют отверстия диаметрами ![]() в левой части и
в левой части и ![]() в правой части, которые создают сопротивление перетеканию жидкости.
в правой части, которые создают сопротивление перетеканию жидкости.
В канал, расположенный в плоскости ![]() , заливается поток жидкости
, заливается поток жидкости ![]() , эквивалентный тепловому потоку
, эквивалентный тепловому потоку ![]() , выделяющемуся на поверхности
, выделяющемуся на поверхности ![]() («инструмент-образец»). Крайняя правая стенка правого участка – глухая, а крайняя левая стенка левого участка имеет отверстие диаметром
(«инструмент-образец»). Крайняя правая стенка правого участка – глухая, а крайняя левая стенка левого участка имеет отверстие диаметром ![]() , т. е. допускает свободный слив жидкости.
, т. е. допускает свободный слив жидкости.
Гидравлическое моделирование проводили для разных величин потока: ![]() мм3/сек. При всех значениях
мм3/сек. При всех значениях ![]() , кроме
, кроме ![]() мм3/сек, имел место свободный слив жидкости, что соответствовало случаю с охлаждением инструмента. При большой величине потока опыт прекращали обычно при достижении максимальной верхней линии на пластине (
мм3/сек, имел место свободный слив жидкости, что соответствовало случаю с охлаждением инструмента. При большой величине потока опыт прекращали обычно при достижении максимальной верхней линии на пластине (![]() мм), т. е. до момента начала слива воды «через край». При небольшой величине потока опыт прекращали, когда
мм), т. е. до момента начала слива воды «через край». При небольшой величине потока опыт прекращали, когда ![]() . При
. При ![]() мм3/сек система была замкнутой, т. е. без слива, что соответствовало нагреву без отдачи теплоты в окружающую среду.
мм3/сек система была замкнутой, т. е. без слива, что соответствовало нагреву без отдачи теплоты в окружающую среду.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
