
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
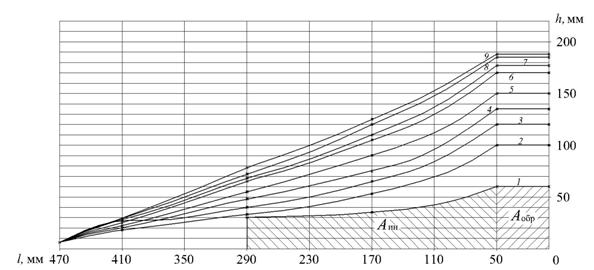
Уровни жидкости в пластине фотографировали через определенные промежутки времени ![]() и представляли в виде зависимости
и представляли в виде зависимости ![]() (рис. 13).
(рис. 13).
|
Рис. 13. Уровни жидкости в каналах открытой модели при q = 333 мм3/с: 1, 2, 3, 4, 5, 6, 7, 8, 9 – t = 1; 2; 3; 4; 5; 7; 8; 10 мин соответственно. |
Графики ![]() при разных значениях
при разных значениях ![]() позволяют достаточно легко оценить относительную величину
позволяют достаточно легко оценить относительную величину ![]() , где
, где ![]() – теплота, накопленная в образце;
– теплота, накопленная в образце; ![]() – общее количество теплоты, равное работе сил трения.
– общее количество теплоты, равное работе сил трения.
Предложена методика оценки средней температуры испытываемого образца при комбинированном нагружении. Получено достаточно хорошее совпадение значений температур, полученных путем использования термопары, и температур, полученных по результатам гидравлического моделирования.
Гидравлическое моделирование показало, что при ![]() (
(![]() – температуропроводность) температурное поле образца можно считать постоянным по всему объему, а температуру образца равной максимальной температуре инструмента.
– температуропроводность) температурное поле образца можно считать постоянным по всему объему, а температуру образца равной максимальной температуре инструмента.
Получено достаточно хорошее совпадение кривых ![]() и
и ![]() с учетом масштабов
с учетом масштабов ![]() и
и ![]() , что свидетельствует о возможности использования гидравлической модели для оценки температуры на поверхности контакта «инструмент-образец».
, что свидетельствует о возможности использования гидравлической модели для оценки температуры на поверхности контакта «инструмент-образец».
Предложен метод оценки температуры в зоне трения, в основу которого положено соотношение  , которое численно очень легко оценивается при гидравлическом моделировании.
, которое численно очень легко оценивается при гидравлическом моделировании.
Разработан алгоритм определения (расчета) температуры деформированного тела по предложенному методу.
В пятой главе приведены сведения об экспериментальном исследовании предельной деформации цилиндрических образцов с «наложением» кручения.
Величина предельной деформации, определяемая степенью деформации, при которой появляется первая трещина на боковой поверхности осаживаемого образца, является важнейшей технологической характеристикой процесса деформации.
Для определения величины предельной деформации при осадке с кручением в момент разрушения (![]() ) использовали две разные формулы.
) использовали две разные формулы.
Согласно первой (формула и ):
 , (17)
, (17)
где ![]() и
и ![]() – линейная (мм/мин) и угловая (рад/мин) скорости;
– линейная (мм/мин) и угловая (рад/мин) скорости;![]() – радиус образца в момент образования трещины, мм.
– радиус образца в момент образования трещины, мм.
Формулу (17) можно представить в другом виде:
 , (18)
, (18)
где ![]() – угол закручивания торцовых поверхностей образца, рад;
– угол закручивания торцовых поверхностей образца, рад; ![]() – ход инструмента, мм,
– ход инструмента, мм,  .
.
Согласно другой формуле, выведенной из принципа энергетического эквивалента (формула и ):
 , (19)
, (19)
где ![]() – напряжение течения;
– напряжение течения; ![]() – нормальное напряжение, определяемое как
– нормальное напряжение, определяемое как
 , (20)
, (20)
где ![]() – коэффициент трения;
– коэффициент трения; ![]() ,
, ![]() – текущая высота и диаметр образца, мм.
– текущая высота и диаметр образца, мм.
Величина ![]() определялась как среднее нормальных напряжений в начале и конце процесса осадки.
определялась как среднее нормальных напряжений в начале и конце процесса осадки.
Для осадки без кручения показатель жесткости схемы напряженного состояния:
 , (21)
, (21)
где ![]() – интенсивность напряжений.
– интенсивность напряжений.
При осадке с кручением с учетом максимального сдвигового напряжения ![]() показатель жесткости схемы напряженного состояния на цилиндрической поверхности:
показатель жесткости схемы напряженного состояния на цилиндрической поверхности:
 , (22)
, (22)
![]() ,
,  .
.
Показатель жесткости схемы напряженного состояния при осадке с кручением оценивали по формуле и , которая после преобразований представлена в виде:
 , (23)
, (23)
где ![]() – относительная деформация.
– относительная деформация.
Испытанию подвергались образцы из различных металлов и сплавов (см. таблицу).
Осадка проводилась с записью диаграммы  и времени деформации на установке с независимыми приводами поступательного и вращательного движений деформирующего инструмента.
и времени деформации на установке с независимыми приводами поступательного и вращательного движений деформирующего инструмента.
При осадке с кручением на цилиндрическую поверхность образца наносили вертикальную реперную линию, по углу наклона которой определяли угол закручивания (угол ![]() ) нижнего торца относительно верхнего и оценивали коэффициент схватывания (
) нижнего торца относительно верхнего и оценивали коэффициент схватывания (![]() ). Скорость вращения
). Скорость вращения ![]() была постоянной (~1 об/мин). Скорость
была постоянной (~1 об/мин). Скорость ![]() в среднем составляла 15 мм/мин, а кинематический параметр
в среднем составляла 15 мм/мин, а кинематический параметр ![]() – от 12.5 до 19 мм/об.
– от 12.5 до 19 мм/об.
Результаты экспериментов показали, что при осадке без кручения первая трещина появляется под углом ~45° к оси образца (рис. 14 а) либо в одну, либо в другую сторону, т. е. в направлении действия напряжения ![]() , на бочкообразной боковой поверхности как на «хрупких», так и на пластичных образцах.
, на бочкообразной боковой поверхности как на «хрупких», так и на пластичных образцах.
а) |
б) |
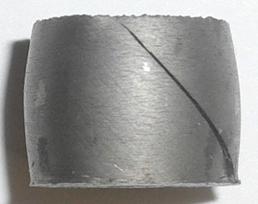

Рис. 14. Вид трещин на деформированных образцах (титановый сплав ВТ-16):
а – после осадки без кручения; б – после осадки с кручением.
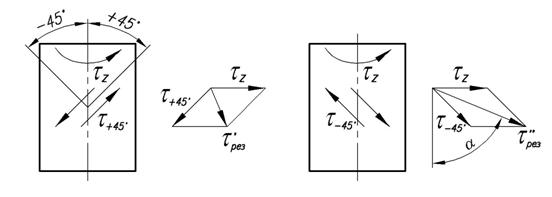
Первая трещина при осадке с кручением появляется на боковой поверхности почти что всегда (за исключением сплава бронза АМц 9-2) ~ перпендикулярно наклонной реперной линии или, по крайней мере, пересекает ее (рис. 14 б). Это достаточно просто объяснить тем, что при осадке с кручением дополнительное сдвиговое напряжение ![]() приводит к асимметрии касательных напряжений, действующих под углом 45º к приложенной осевой силе. При этом напряжения, действующие под углом +45º, уменьшаются, а напряжения, действующие под углом –45º, векторно складываясь с
приводит к асимметрии касательных напряжений, действующих под углом 45º к приложенной осевой силе. При этом напряжения, действующие под углом +45º, уменьшаются, а напряжения, действующие под углом –45º, векторно складываясь с ![]() , возрастают (рис. 15).
, возрастают (рис. 15).
|
Рис. 15. Схема действия касательных напряжений, приводящих к появлению трещины. |
Результаты экспериментов по предельной пластичности.
№ п/п | Материал, исходные размеры | Осадка без кручения | Осадка с кручением | ||||
|
|
|
|
|
| ||
«Хрупкие» металлы | |||||||
1 | Медный электродный сплав
| 0,4 |
| 0,41 | 0,43 | 0,49 |
|
2 | Алюминиевый сплав | 0,4 |
| 0,5 | 0,55 | 0,62 |
|
3 | Титановый сплав ВТ-16 | 0,4 |
| 0,29 | 0,37 | 0,49 |
|
«Пластичные» металлы | |||||||
4 | Алюминиевый сплав | 0,76 |
| 1,06 | 1,26 | 1,47 |
|
5 | Алюминиевый сплав (отжиг) | 0,69 |
| 0,89 | 1,03 | 1,19 |
|
6 | Бронза Бр АМц 9-2 | 0,7 |
| 0,57 | 0,61 | 0,69 |
|
7 | Цинк | 1,7 (трещин нет) |
| 1,12 | 1,33 | 1,7 |
|
8 | Медь
| 1,44 (трещин нет) |
| 1,54 (трещин нет) | 1,56 | 1,9 |
|
9 | Технически чистое железо | 1,5 (трещин нет) | 0,12 | 1,76 | 1,79 | 2,49 |
|
Результирующая ![]() в последнем случае, которая значительно больше по величине, чем
в последнем случае, которая значительно больше по величине, чем ![]() в первом, приводит к тому, что максимальный сдвиг, приводящий к трещине, имеет место в этом направлении. Так при
в первом, приводит к тому, что максимальный сдвиг, приводящий к трещине, имеет место в этом направлении. Так при ![]() направление
направление ![]() составит угол
составит угол ![]() с осью образца, что приблизительно совпадает с направлением фактически наблюдаемой первой трещины (см. рис. 14 б).
с осью образца, что приблизительно совпадает с направлением фактически наблюдаемой первой трещины (см. рис. 14 б).
В таблице приведены расчетные данные по определению степени деформации при осадке без кручения и с кручением. Здесь же приведены значения показателя жесткости схемы напряженного состояния ![]() .
.
При осадке с кручением по формуле (23) показатель схемы напряженного состояния для «хрупких» материалов  , а для пластичных
, а для пластичных ![]() , по формуле (22)
, по формуле (22) ![]() .
.
Сопоставляя значения ![]() и
и ![]() для «хрупких» и пластичных материалов видно, что кручение, устраняя бочкообразность, для «хрупких» материалов незначительно смягчает схему напряженного состояния, а для пластичных металлов эффект «смягчения» схемы напряженного состояния от кручения более сильный (сравнить
для «хрупких» и пластичных материалов видно, что кручение, устраняя бочкообразность, для «хрупких» материалов незначительно смягчает схему напряженного состояния, а для пластичных металлов эффект «смягчения» схемы напряженного состояния от кручения более сильный (сравнить  и
и ![]() ).
).
Из общего сопоставления видно, что при осадке с кручением схема деформации, несмотря на «ужесточение», за счет появления в тензоре напряжения ![]() благодаря равномерной деформации является все же более мягкой, чем при осадке без кручения.
благодаря равномерной деформации является все же более мягкой, чем при осадке без кручения.
На основе изложенного можно сделать следующее заключение, что «наложение» кручения при осадке благодаря более равномерной деформации увеличивает, как правило, величину, как предельной пластичности ![]() , так и величину формоизменяющей деформации
, так и величину формоизменяющей деформации ![]() .
.
Общие выводы.
1. С помощью компьютерного моделирования установлено уменьшение осевой силы деформирования, более равномерное распределение деформаций и напряжений по объему деформируемой заготовки, снижение удельной нагрузки на инструмент при осадке с кручением по сравнению с осадкой без кручения.
2. Осадка с осевым вращением инструмента является более энергонасыщенной по сравнению с традиционной осадкой. Наибольшее влияние на энергетические затраты при осадке с кручением оказывают коэффициент трения ![]() и кинематический параметр
и кинематический параметр ![]() . При увеличении
. При увеличении ![]() и снижении
и снижении ![]() резко возрастают энергозатраты и снижается деформирующая сила.
резко возрастают энергозатраты и снижается деформирующая сила.
3. Разработанная методика для определения температурного поля в зоне контактного трения образца и инструмента с помощью гидравлического моделирования позволяет приближенно определить температуру заготовки при осадке с кручением.
4. Показана возможность термомеханического воздействия на заготовку за счет выделяемого тепла от сил трения при проскальзывании контактных поверхностей «инструмент – заготовка».
5. Установлено, что «наложение» кручения при осадке благодаря более равномерной деформации увеличивает, как правило, величину как предельной пластичности, так и величину формоизменяющей деформации.
В приложении представлены результаты исследования и разработки инновационного ресурсосберегающего технологического процесса открытой прошивки цилиндрических заготовок методом комбинированного нагружения.
Список опубликованных работ по теме диссертации
1. Щербатов определение крутящего момента при осадке с осевым вращением деформирующего инструмента / , , // КШП. ОМД. – 2008. – №9. – С. 3 – 10.
2. Щербатов напряженно-деформированного состояния и удельных нагрузок при осадке с кручением и без кручения образцов из алюминиевых сплавов / , // КШП. ОМД. – 2008. – №10. – С. 3 – 13.
3. Щербатов определение температурных параметров при осадке с кручением и обратном выдавливании / , , // КШП. ОМД. – 2009. – №7. – С. 3 – 9.
4. Щербатов моделирование температурного поля в зоне контактного трения «инструментальная сталь – алюминий» при комбинированном нагружении / , , // КШП. ОМД. – 2009. – №11. – С. 33 – 42.
5. Щербатов исследование закономерностей процесса открытой прошивки при однокомпонентном и комбинированном нагружении / , , // КШП. ОМД. – 2010. – №8. – С. 18 – 22.
6. Щербатов затраты при осадке без кручения и с кручением / , , // КШП. ОМД. – 2010. – №11. – С. 3 – 10.
7. Пат. 102548. RU 102548 U1 МПК B21J 13/02. Установка для получения кольцевых заготовок / , , .
8. Пат. 2425731. RU 2425731 C1 МПК B21K 21/00, B21J 5/10. Способ изготовления деталей типа втулки / , , .

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
