

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Изготовление плоских зубчатых колес типа тарельчатых или венцовых (типы III—IV), у которых большая площадь торцовой поверхности и малая ширина зубчатого венца, начинается с обработки базового торца (установочная база) и отверстии (двойная опорная база), которые в дальнейшем используются в качестве технологических баз на большинстве операций.
Изготовление зубчатых колес типа валов (тип У) начинается с обработки торцов и сверления центровочных отверстий, которые используются в качестве технологических баз почти на всех по следующих операциях.
Следовательно, на первых операциях при изготовлении зубчатых колес в первую очередь обрабатываются те поверхности, которые в дальнейшем будут использованы в качестве технологических баз на большинстве операций.
Однако общие положения о базировании зубчатых колес, ука ванные выше и связанные с их конструктивным оформлением, не являются еще достаточными для конкретного базирования по всем операциям и составления маршрута. Вопрос о базировании и маршруте во многом связан со служебным назначением и точностью зубчатого колеса, определяемыми техническими условиями.
Маршрут изготовления зубчатых колес 5–6-й степеней точности заканчивается шлифованием зубьев (черновое и чистовое) колеса, установленного на точную оправку, а маршрут изготовления колес 7–8-й степеней точности – в основном шевингованием профиля зубьев до термической обработки, калибровкой отверстия и снятием заусенцев после термической обработки. Зубошлифование применяют только для исправления зубьев при сильном короблении их во время термической обработки.
Таким образом, базирование по отверстию должно обеспечить получение наиболее точных предпочтительных размеров, связывающих диаметр начальной окружности колеса с центром базового отверстия, а именно – обеспечить наименьшее биение начальной окружности колеса, допускаемое техническими условиями, Последнее достигается наиболее короткой технологической цепью, определяющей соосность базового отверстия и начальной окружности.
При конструкция колес с круглым отверстием без шлицев и шпонок наименьшее биение начальной окружности колеса достигается шлифованием зубьев колеса, установленного на точную оправку по шлифованному отверстию.
В тех случаях, когда отверстие имеет прямобочные или эвольвентные шлицы или профиль с равноосным контуром(РК) (рис. 5.8) достичь малого биения диаметра начальной окружности значительно труднее, это связано с выбором баз.
Рассмотрим вопрос выбора баз при этих видах соединения зубчатого колеса с валом. Если конструктивно предусмотрено прямобочное шлицевое соединение (рис. 5.8, а), то зубчатое колесо может центрироваться по наибольшему или наименьшему диаметру шлицевого отверстия или по боковым сторонам. Одновременно центрировать по трем перечисленным поверхностям невозможно из-за того, что достичь требуемой точности даже при протягивании шлицевого отверстия комбинированной протяжкой очень трудно.
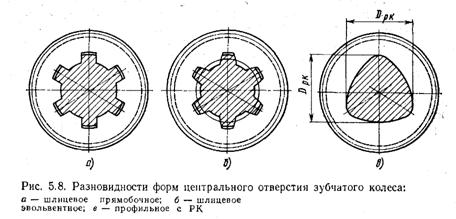
При эвольвентных шлицах (рис. 5.8, 6) зубчатое колесо также центрируется либо по эвольвентной поверхности шлицев, либо по большому, либо по малому их диаметру. При этом оставляется весьма малый зазор по боковым стенкам шлица.
Во всех случаях в процессе термической обработки зубчатого колеса, а иногда и после протягивания шлицевого отверстия, последнее коробится, становится конусообразным, а шлицы — извернутыми. Поэтому необходимы дополнительные мероприятия по устранению возникающих в процессе изготовления погрешностей.
При базировании зубчатого колеса по большому диаметру шлицев производят их калибровку. Но для этой операции необходимо оставлять твердость поверхности шлицевого отверстия после цементации не выше HRCЭ 54. Для достижения этого отверстие в процессе цементации необходимо подвергать покрытию для его защиты. Поэтому отверстия перед цементацией или омедняют, или закрывают шайбами с применением раствора жидкого стекла.
Создан станок 3А856Ф 1 для хонингования шлицевых отверстий по большому диаметру. Ширина шлица хона несколько меньше, чем шлица отверстия зубчатого колеса. Это позволяет хону совершать поворот влево и вправо и перемещения вдоль оси хонингуемого отверстия. Таким образом, у сопрягаемого со шлицевым отверстием шлицевого вала (при посадке по большему диаметру шлицев) необходимо шлифовать только наружную поверхность. Эти операции обеспечивают повышение точности шлицевого отверстия при базировании по большему диаметру.
Если же зубчатое колесо базируется по малому диаметру, то шлицевое отверстие по малому диаметру шлифуется на внутришлифовальном станке с базированием в патроне по базовому торцу (установочная база) и диаметру длительной окружности (двойная опорная база). В этом случае сопрягаемый вал приходится шлифовать по впадине шлицев (т. е. по малому диаметру шлицев вала) на шлицешлифовальном станке. Это трудоемкий, малопроизводительный процесс. Но его применяют при производстве зубчатых колес, так как он более точен, чем обработка зубчатых колес с центрированием по большому диаметру шлицев. При обработке на специальном хонинговальном станке шлицевого отверстия по большому диаметру отпадает необходимость в защите шлицевого отверстия перед цементацией, что приводит к повышению его твердости, а значит и к повышению износостойкости зубчатого колеса в процессе эксплуатации по шлицевому отверстию.
Механическая обработка заготовок зубчатых колес в общем случае состоит из трех этапов: 1) обработки до зубонарезания; 2) нарезания зубьев; 3) отделочных операций. На первом этапе важно обеспечить перпендикулярность базового торца и концевт ричность наружной поверхности венца относительно оси детали, так как превьншегюяе этих отклонений повлияет па точность зубонарезания.
В общем обработка зубчатых колес осуществляется в следующей последовательности:
![]() обрабатываются наружные, внутренние и торцовые поверхности;
обрабатываются наружные, внутренние и торцовые поверхности;
![]() чистовая обработка отверстия
чистовая обработка отверстия
![]() обработка шлицев или шпоночных пазов;
обработка шлицев или шпоночных пазов;
![]() осуществляется чистовая обработка наружных поверхностей;
осуществляется чистовая обработка наружных поверхностей;
![]() осуществляется зубообработка;
осуществляется зубообработка;
![]() обрабатываются остальные поверхности ( сверление, фрезерование);
обрабатываются остальные поверхности ( сверление, фрезерование);
![]() производится термообработка;
производится термообработка;
![]() производится чистовая обработка внутренних поверхностей;
производится чистовая обработка внутренних поверхностей;
![]() осуществляется чистовая зубообработка.
осуществляется чистовая зубообработка.
Обработка заготовок до нарезания зубьев. Технология обраб6т заготовок на первом этапе зависит от конфигурации и размеров колеса и программы выпуска.
Токарную обработку одновенцовых колес, диаметром до 50 мм в серийном производстве изготовляют из прутка на токарно-револьверных станках, колеса диаметром свыше 50 мм изготавливают из штучных заготовок, и обрабатывают на токарных с ЧПУ станках, а в крупносерийном и массовом производстве — на токарных автоматах и полуавтоматах.
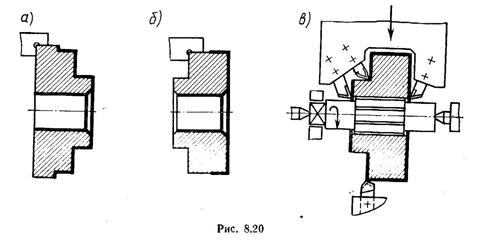 |
При изготовлении зубчатых колес диаметром 80—200 мм в условиях серийного производства возможно применение следующего маршрута: 1) предварительная токарная обработка с одной стороны на револьверном станке или патронном полуавтомате (рис. 8.20, а); 2) то же с другой стороны (рис. 8.20, б); 3) протягивание шлицевого отверстия я комбинированной протяжкой; 4) зачистка заусенцев на торце отверстия; 5) чистовая обработка наружной поверхности венца юн торцов на многорезцовом токарном полуавтомате(рис. 8.20 в) Возможен также следующий вариант обработки: зенкерование прошитого отверстия и подрезка одного торца на вертикально сверлильном станке и затем обтачивание заготовки на многорезцовом станке в две операция (предварительное и чистовое точение).
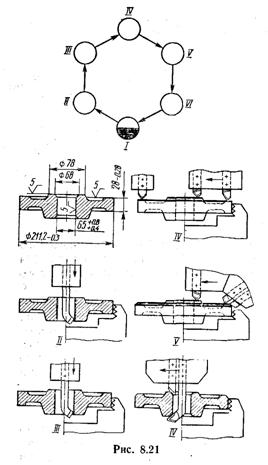
В крупносерийном и массовом производстве токарные работы можно выполнять на многошпиндельных токарных полуавтоматах. На рис. 8.21 показан пример наладки шестишпиндельного полуавтомата. В верхней части рисунка представлена циклограмма обработки, в которой позиция 1 обозначает снятие обработанной детали и установку новой заготовки. На позициях II и III принята расточка отверстия взамен зенкерования и протягивания, что обеспечит необходимую перпендикулярность базового торца относительно отверстия. На позиции IV выполняют предварительную подрезку двух торцовых поверхностей; на позиции V — чистовую подрезку этих поверхностей и точение фаски; на позиции VI — точение двух фасок на отверстии.
Обработка заготовок вал - шестерен под нарезание зубьев принципиально не отличается от обработки ступенчатых валов. Для обеспечения точного базирования заготовки при зубонарезании одну шейку и опорный торец венца следует шлифовать.
На рис. 65 приведен пример обработки заготовки из прутка на токарно-револьверном станке с вертикальной осью вращения револьверной головки при
 |
Токарно-револьверные станки широко применяют для групповой обработки заготовок (особенно в мелкосерийном производстве). При разработке технологического процесса необходимо учесть следующие рекомендации:
- не следует совмещать черновую обработку с чистовой, так как это отражается на работе инструмента для чистовой обработки;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
