

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Отводные упоры (рис. 93, б) ограничивают угол поворота револьверной Головки 5 и могут использоваться при копирной обработке профилей заготовок с продольной подачей.
На рис, 94 показана обработка канавки заданной глубины в заготовке 5. Глубина канавки зависит от момента контактирования упоров I и 2. Отсутствие ограничения по углу поворота позволяет на станках данного типа проводить подрезку торца с круговой (поперечной) подачей и отрезку. С этой целью ось вращения головки смещена на величину DГ/2 относительно оси вращения заготовки.
Зажимными, цангами в станках закрепляют заготовки различных профилей, а само закрепление осуществляется за счет перемещения цанги.
Токарно-револьверные станки предназначены для обработки заготовок резцами, осевыми инструментами, фасонными, комбинированными и специальными инструментами; резьбонарезными (мепиками, плашками, резьбонарезные ми головками), накатками специальными и др.
В условиях серийного производства применяют стандартизованные вспомогательные и режущие инструменты, универсальные приспособления для крепления заготовки, а также выполняют поэлементную и совмещенную обработку нескольких поверхностей. При крупносерийном производстве используют стандартизованные и специальные вспомогательные и режущие инструменты, проводят совмещенную обработку нескольких поверхностей различными инструментами (фасонньтми и комбинированными).
Токарно-револьверные станки широко применяют для групповой обработки заготовок (особенно в мелкосерийном производстве). При разработке технологического процесса необходимо учесть следующие рекомендации:
не следует совмещать черновую обработку с чистовой, так как это отражается на работе инструмента для чистовой обработки;
обработку отверстий проводить инструментом, установленным в револьверной головке;
проходные, подрезные и фасонные резцы крепить в резцедержателе поперечного суппорта;
совмещать переходы, т. е. проводить обработку одновременно режущими инструментами, установленными в поперечном суппорте и револьверной головке или использовать комбинированными инструменты;
для уменьшения увода сверла сверлить отверстия после предваерительной подрезки торца н центрования;
отверстия по 12-му квалитету с допускаемыми биениями в пределах допуска на изготовление обрабатывать простыми и комбинированными зенкерами; при более жестком допуске биений расточку следует проводить резцами с поддерживающей скалкой, входящей в специальную втулку, укрепленную на передней бабке станка, или применять расточные скалки или зенкеры с передней направляющей; для уменьшения разбивки отверстий крепить развертки в плавающих патронах;
при использовании в револьверной головке только части гнезд в свободные гнезда устанавливать дублирующие комплекты инструментов, что позволит несколько раз повторить цикл обработки за полный оборот головки;
применять патроны для быстросменного крепления инструмента, если в револьверной головке не устанавливаются все необходимые для обработки инструменты;
для сокращения времени на подналадку производить регулировку инструмента вне станка, использовать легкосменные блоки инструментов или производить смену револьверной головки в сборе с инструментами;
для получения качественной резьбьт в начальный момент резьбонарезания обеспечить принудительную подачу револьверной головки с инструментами, близкую к шагу резьбы, а затем отключить ее:
резьбу 6-й степени точности нарезают нерегулируемьгми инструмеiггами (метчиками, плашками), резьбу 4-й степени точности регулируемыми инструментами (резьбонарезными и накатными головками).
 Обработка на токарно-револьверных станках ведется по методу автоматического получения размеров, т. е. станок предварительно настраивают на изготовление определенной детали или группы деталей (при групповой обработке). Настройку ведут с использованием продольных и поперечных упоров.
Обработка на токарно-револьверных станках ведется по методу автоматического получения размеров, т. е. станок предварительно настраивают на изготовление определенной детали или группы деталей (при групповой обработке). Настройку ведут с использованием продольных и поперечных упоров.
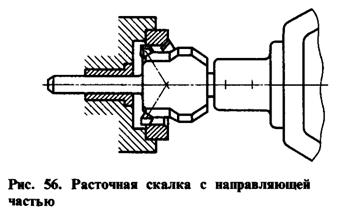
Обработка отверстий. Сверление проводят после подрезания торца и центрования под углом 90° сверлом с коротким вылетом. Отверстия обрабатывают спиральными цилиндрическим и, ступенчатыми или комбинированными сверлами и зенкерами с достижением точности 12 — 14-го квалитета и допустимого биения в пределах допуска на диаметр. При более жестком допуске на биение короткие отверстия небольшого диаметра обрабатывают полукруглыми сверлами без предварительного центрования или растачивают. В случае обработки полых или корпусных деталей зенкеры и развертки можно направлять по втулке, вмонтированной в зажимное приспособление (см. рис. 56). Развертки закрепляют в револьверной головке в плавающих или качающихся патронах.
Торцы подрезают резцами с поперечной подачей или цековкой, закрепленной в револьверной головке, с продольной подачей. Торцы ступенчатых валиков или ступенчатых отверстий можно подрезать резцом с осевой подачей.
Резьбообразование. Машинные метчики, плашки, резьбонарезные и резьбонакатные го - ловки закрепляют в револьверной головке. Они работают с осевой подачей по принципу самозатягивания, так как станки не имеют ходовых винтов. В начальный момент резьбообразования револьверной головке с инструментом сообщают принудительную осевую подачу, соответствующую шагу резьбы, а за - тем выключают ее, и головка перемещается вследствие самозатягивания. Учитывая массивность револьверной головки, резьбообразующий инструмент рекомендуется закреплять в выдвижной державке, допускающей осевое перемещение инструмента при неподвижной головке. Державки должны выходить из поводка после достижения заданной глубины нарезания. Применение резьбонарезных или резьбонакатных автоматически открывающих не требует реверсирования.
Поверхность заготовок под накатывание резьбы может протачиваться резьбонарезными головками с гладкими гребенками.
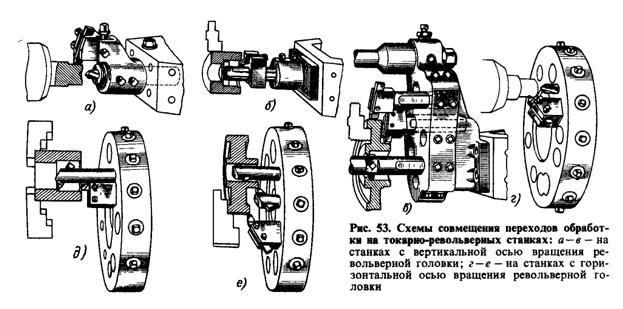
Совмещение переходов обработки (рис. 53) является типичным для револьверньих станков. Обычно совмещают черновые переходы: обтачивание и сверление, растачивание и обтачивание, подрезание торцов и снятие фаски и т. п. Не рекомендуется производить одновременно черновую и чистовую обработки : сверление и развертывание, грубое обтачивание и чистовое растачивание, так как в этом случае несовместимы режимы резания, а возникающие при черновой обработке вибрации вызывают появление погрешностей при чистовых переходах.
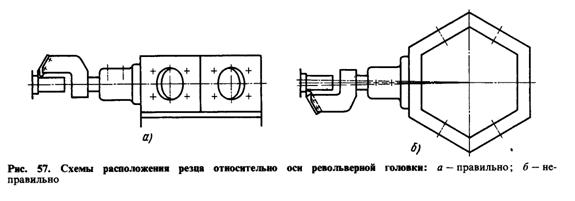
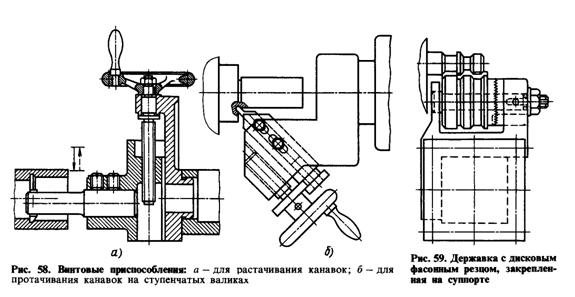
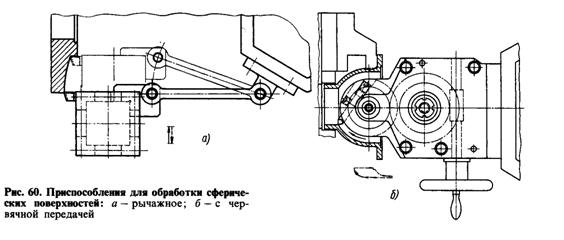
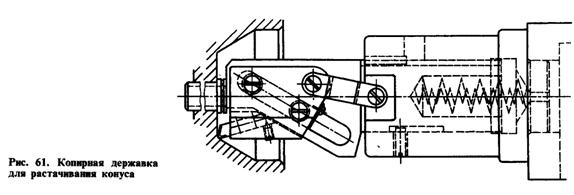
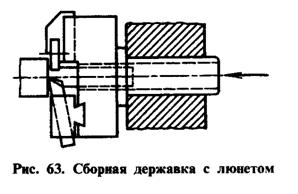
Обработка на станках с вертикальной осью вращения револьверной головки. Для устранения влияния погрешностей индексации и фиксирования револьверной головки на точность обработки, а также повышения жесткости технологической системы пользуются направляющей штангой, укрепляемой на шпиндельной бабке и дополнительно центрирующей головку, или направляют закрепленный в головке инструмент по втулке, вмонтированной в приспособление (рис. 56) для закрепления штучной заготовки. Режущий инструмент устанавливают в револьверной головке с учетом наименьшего влияния на точность обработки погрешности индексации (рис. 57). для вытачивания канавок применяют рычажные, реечные или винтовые приспособления (рис. 58). Профильные поверхности обрабатывают фасонными резцами, установленными на суппорте (рис. 59), или с помощью копирных устройств (рис. 60, 61). Нежесткие заготовки обтачивают с поддержкой центром установленным в револьверной головке или державкой с люнетом (рис. 63).
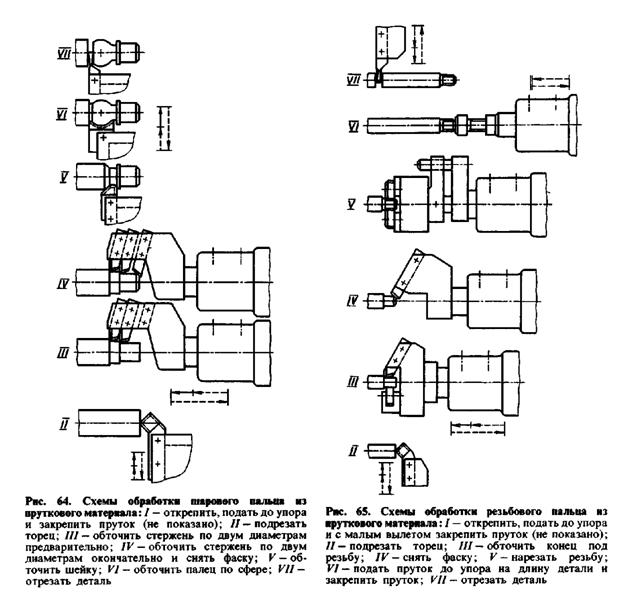
 Примеры наладок (рис. 64 67). Наладку на рис. 64 характеризует использование многое резцовых державок для обтачивания стержия и снятия фаски, а также фасонного резца для пол учения сферической поверхности. Угловой канавочный резец одновременно уменьшает припуск на последующее обтачивание по сфере.
Примеры наладок (рис. 64 67). Наладку на рис. 64 характеризует использование многое резцовых державок для обтачивания стержия и снятия фаски, а также фасонного резца для пол учения сферической поверхности. Угловой канавочный резец одновременно уменьшает припуск на последующее обтачивание по сфере.
Стержень пальца (рис. 65) обтачивают под резьбу державкой с люнетом, что предохраняет пруток от вибрации и отжима. Резьбу нарезают резьбонарезной головкой, закрепленной в выдвижной державке, облегчающей самозатягивание инструмента. Перед отрезкой пруток дополнительно выдвигают до упора на нужную длину. Использование комбинированного многолезвийного инструмента (рис. 66, 67) позволяет совместить ряд переходов обработки и упростить настройку.
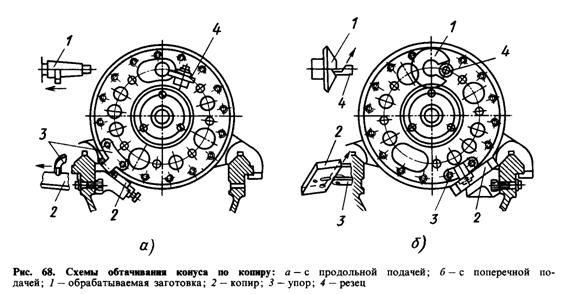
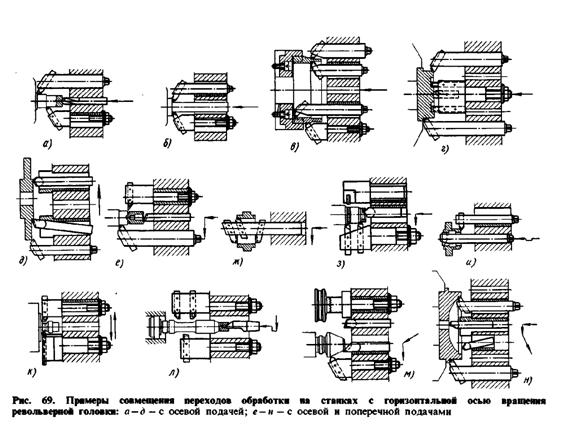
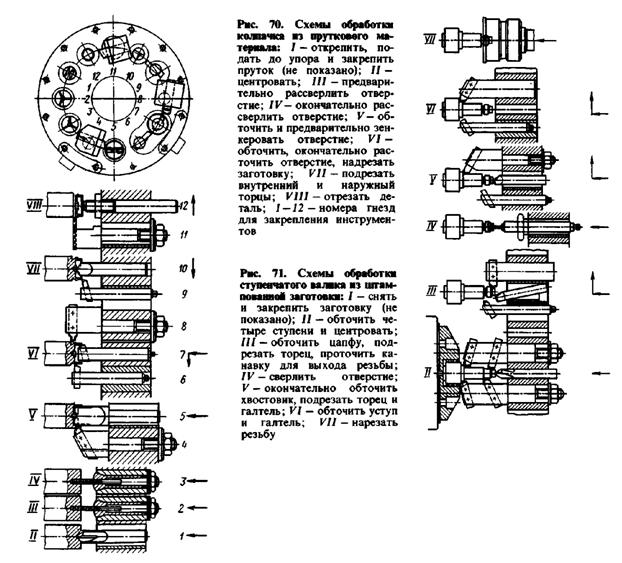
Обработка на станках с горизонтальной осью вращения револьверной головки. Большое число гнезд для инструмента и возможность круговой подачи создают благоприятные условия для многопереходной и групповой обра6отки. На рис. 68а показан способ обработки профильных поверхностей (конуса, сферы и др.) с осевой подачей и на рис. 68б — с поперечной. Копир 2, прикрепленный на кронштейне к станине станка, взаимодействуя с регулируемым упором 3, монтируемым на торце головки, позволяет осуществлять наружную и внутреннюю профильную обработку. Благодаря круговому размещению гнезд для закрепления инструмента представляется возможность при многопереходной обработке использовать простые инструменты вместо комбинированных (рис. 69). На рис. 70 приведены схемы многопереходной обработки детали из пруткового материала, а на рис. 71 — из штампованной заготовки. Резьбу на конце валика (рис. 71) нарезают малогабаритной головкой с радиальными гребенками, закреплен ной в накидном рычаге резьбонарезного устройства.
 Токарно-карусельные станки. В карусельных станках ось шпинделя расположена вертикально, а лобовая плоскость планшайбы - горизонтально, вследствие чего существенно облегчается установка, выверка и закрепление заготовок. Вес заготовки и силы резания воспринимаются круговыми направляющими планшайбы, а крутящий момент сообщается от коробки скоростей станка не шпинделю, а непосредственно планшайбе, имеющей для этого зубчатый венец. Поэтому шпиндель разгружен от напряжений изгиба и кручения, благодаря чему значительно повышаются точность и производительность обработки.
Токарно-карусельные станки. В карусельных станках ось шпинделя расположена вертикально, а лобовая плоскость планшайбы - горизонтально, вследствие чего существенно облегчается установка, выверка и закрепление заготовок. Вес заготовки и силы резания воспринимаются круговыми направляющими планшайбы, а крутящий момент сообщается от коробки скоростей станка не шпинделю, а непосредственно планшайбе, имеющей для этого зубчатый венец. Поэтому шпиндель разгружен от напряжений изгиба и кручения, благодаря чему значительно повышаются точность и производительность обработки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
