
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.74.043.2+621.7
Канд. техн. наук ПИВОВАРЧИК А. А., канд. техн. наук, доц. МИХАЛЬЦОВ А. М., канд. техн. наук ДАШКЕВИЧ В. Г. (Белорусский национальный технический университет, г. Минск)
ОБРАЗОВАНИЕ ЗАДИРОВ НА ПОВЕРХНОСТИ ОТЛИВОК ПРИ ЛИТЬЕ АЛЮМИНИЕВЫХ СПЛАВОВ ПОД ДАВЛЕНИЕМ
Аннотация
Ключевые слова: Разделительные покрытия, литье под давлением, пресс-форма, отливка, стержень, алюминиевые сплавы
Название статьи: Образование задиров на поверхности отливок при литье алюминиевых сплавов под давлением / , , // Литейщик России. – 2013. - № . – С.
В статье приведены результаты исследования влияния шероховатости поверхности литейной оснастки, на образование задиров на поверхности алюминиевых отливок изготавливаемых методом литья под высоким давлением.
Ил. 3. Библиогр.: 3 назв.
Key words: Separating coating, die casting, mold, casting, the core, aluminum alloys
Title of the article: Formation of growths on the surface of founding at casting of aluminium alloys under constraint/ A. A. Pivavarchyk, А. М. Michalzov, V. G. Dashkevich // Foundry. – 2013. – No. . − P.
To the article the results of research of influence of roughness of surface of the casting rigging are driven, on formation of growths on the surface of the aluminium founding made the method of casting under high pressure.
Fig. 3. Ref. 3 titles.
Введение. Отливки, изготавливаемые методом литья под давлением (ЛПД) в подавляющем большинстве, имеют сложную конфигурацию и, как правило, содержат всевозможные внутренние полости и отверстия, которые выполняют с помощью металлических стержней. В момент извлечения отливки из пресс-формы в зоне контакта стержня и отливки возникают силы трения, обусловленные обжатием стержня затвердевающей отливки, которые в свою очередь являются источником образования задиров на поверхности отливки и стержней. Их величина в первую очередь будет зависеть от следующих факторов: шероховатости поверхности оснастки, конусности стержней, характера и свойств смазочного слоя, образовавшегося после нанесения разделительного покрытия времени выдержки отливки в форме, температуры формы и заливаемого металла, удельного давления прессования, размеров отливки (толщина стенки, высота), усадки сплава.
С целью снижения возможного образования задиров на поверхности оснастки необходимо использовать разделительные покрытия (смазки), позволяющие беспрепятственно и без задиров извлекать отливки из пресс-формы.
Цель проводимых исследований. Цель настоящей работы − исследование влияния разделительных покрытий и качества поверхности литейной оснастки на образование задиров на поверхности отливок и технологической оснастки.
Методика проведения экспериментов. Согласно ГОСТ 2789–73 [1], шероховатость поверхности определяется ограниченной последовательностью мельчайших выступов и впадин, расположенных на небольшом участке (0,1–25 мм) и представляет собой совокупность неровностей с относительно малым шагом (0,002–12,5 мм) и высотой (0,025–1600 мкм).
Влияние шероховатости поверхности стержня и величины уклона на процесс удаления отливки со стержня оценивали, изучая типовые профилограммы опорных поверхностей, снятые с эталонных металлических образцов на профилографе Калибр-ВЭИ для 8-го (Rа = 0,63 мкм) и 9-го (Rа = 0,32 мкм) классов чистоты поверхности.
Выбор представленных профилей обусловлен, прежде всего, тем, что шероховатость поверхностей пресс-форм, включая стержни, обычно закладывается на уровне 9 класса чистоты поверхности (0,32 мкм). В реальных условиях выдержать заложенные параметры не всегда удаётся, поэтому рассматривали также вариант, когда шероховатость поверхности соответствует 8-му классу чистоты.
При моделировании было принято допущение, что металл отливки заполняет все микронеровности на поверхности стержня при отсутствии на нём разделительного покрытия. Это допущение обусловлено особенностями процесса ЛПД: высокой скоростью заполнения формы расплавом и наличием подпрессовки. Оба указанных фактора способствуют более полному заполнению неровностей и формированию поверхности отливки идентичной поверхности стержня. Указанное допущение подтверждено при изучении шлифов в зоне контакта отливки и стержня.
При съёме затвердевшей отливки со стержня происходит пересечение образовавшегося профиля отливки с профилем стержня. Данный процесс моделировали, используя стандартный пакет программного обеспечения "Компас" компании ACKON. Принятые профили опорных поверхностей служили границей раздела отливки и стержня и располагались под углом 1, 2 и 3 °, к оси стержня. При перемещении профиля отливки относительно профиля стержня на некоторую длину, в сторону съёма, образуются зоны возможного взаимного пересечения и свободные зоны (рис. 1). Зоны возможного взаимного пересечения профилей отливки и стержня будут отвечать за торможение отливки на стержне, т. е. будут создавать усилие, которое необходимо преодолеть при её съёме. Чем больше площадь зон взаимного пересечения отливки и стержня, тем выше усилие, которое необходимо приложить для съёма отливки.
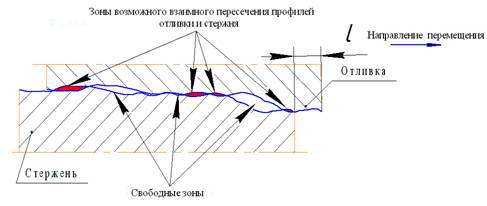
Рис. 1. Схема определения площадей зон возможного взаимного пересечения профилей и свободных зон (зазоров)
Вычисление площадей зон возможного взаимного пересечения профилей и свободных зон (зазоров) при перемещении отливки относительно стержня осуществляли, используя программное обеспечение «Компас». На рисунке 2 показан один из этапов расчета площади взаимного пересечения профилей при перемещении на 5 мкм под углом в 1°.
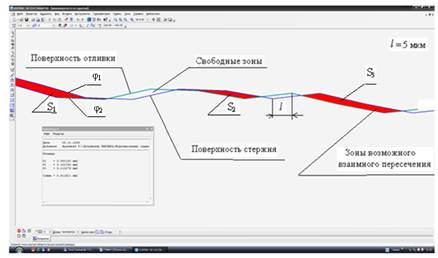
Рис. 2. Пример расчета площади зон возможного взаимного пересечения поверхности стержня и отливки, при использовании программного обеспечения «Компас»
Вычисление суммарной площади зон возможного взаимного пересечения профилей при перемещении отливки относительно стержня осуществляли, используя программные средства Demo-Version «Компас», компании АСКОН следующим образом:
 (1)
(1)
где  – площадь
– площадь ![]() -той зоны возможного взаимного пересечения, мкм2;
-той зоны возможного взаимного пересечения, мкм2;
![]() – шаг измерения при перемещении поверхности отливки относительно поверхности стержня, мкм.
– шаг измерения при перемещении поверхности отливки относительно поверхности стержня, мкм.
При этом площадь i-той зоны возможного взаимного пересечения определяли по следующей формуле:
 (2)
(2)
где  – соответственно функции опорных профилей поверхности отливки и стержня.
– соответственно функции опорных профилей поверхности отливки и стержня.
По аналогичной схеме проводили вычисление площадей свободных зон, образующихся при пересечении профиля отливки и стержня.
Обсуждение полученных результатов. Установлено, что при увеличении класса шероховатости поверхности стержня от 0,32 Rа до 0,64 Rа площадь зон взаимного пересечения поверхностей возрастает, вследствие большего числа максимальных выступов на поверхности стержня, по которым происходит деформационное торможение материала отливки. Увеличение литейного уклона стержня от 1 до 3° способствует скорейшему разделению контактирующих поверхностей.
Площадь свободных зон при перемещении отливки относительно стержня возрастает интенсивней и, в любой момент времени, превышает площадь зон взаимного пересечения, что создаёт условия для пластического оттеснения материала отливки в образующиеся «пустоты».
Так при уклоне стержня 1° и несмазанной поверхности оснастки разделение поверхностей происходит на длине участка для 0,32 Rа – 75 мкм; 0,63 Rа – 100 мкм. При уклоне стержня 2° для 0,32 Rа на участке длинной в 55 мкм; 0,63 Rа – 60 мкм. Если уклон стержня составляет 3° то для 0,32 Rа разделение поверхностей происходит на длине в 35 мкм; 0,63 Rа – 50 мкм.
В тоже время после смазывания технологической оснастки разделительными покрытиями разделение контактирующих поверхностей при уклоне стержня 1° происходит на длине участка при шероховатости литейной оснастки 0,32 Rа – 34 мкм; 0,63 Rа – 52 мкм. При уклоне стержня 2° для 0,32 Rа на участке равном 19,7 мкм; 0,63 Rа – 36,4 мкм. Если уклон стержня составляет 3° то для 0,32 Rа разделение поверхностей происходит на длине в 14,2 мкм; 0,63 Rа – 23,1 мкм.
В случае, когда на поверхности стержня присутствует разделительная среда, то при удалении отливки, затекший в микронеровности стержня материал отливки, при перемещении отливки по поверхности стержня будет не срезаться, а оттесняться за счет пластической деформации материала. Оттеснение затекшего во впадины алюминия сопровождается перетеканием металла по поверхности впадины, с дальнейшим проскальзыванием сминаемого материала отливки по микронеровностям на поверхности стержня. При этом сминаемый материал отливки оттесняется в свободные зоны, которые возникают за счет литейного уклона стержня. Оттеснение затекшего металла будет происходить до тех пор, пока величина зазора между отливкой и стержнем не превысит размеров максимальных выступов на поверхности стержня.
В тоже время присутствие на поверхности оснастки разделительной среды снижает величину затекания расплава в микронеровности на поверхности стержня в 1,3−1,5 раза, обеспечивая при этом благоприятные условия для проскальзывания затекшего материала отливки по поверхности стержня [3].
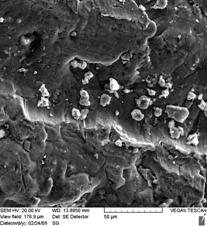
Для подтверждения либо опровержения вышесказанных предположений изучали поверхность отливки после ее съема со стержня с использованием сканирующего электронного микроскопа VEGA II LMU. Характерные фрагменты поверхностей отливок, полученные без использования разделительного покрытия и с разделительным покрытием представлены на рисунке 3.
1 2
1 – без нанесения разделительного покрытия на поверхности стержня; 2 – после нанесения разделительного покрытия на поверхности стержня
Рис. 3. Рабочая поверхность полученной отливки, ×1100
Можно видеть (рис. 3), что поверхность отливки, полученная без разделительного покрытия более грубая; прослеживаются участки возможного срезания неровностей на поверхности отливок микровыступами стержня. В тоже время поверхность отливки, полученная с использованием разделительного покрытия – более гладкая. На ней видны участки пластического оттеснения материала отливки микровыступами стержня. Следовательно, использование разделительных покрытий способствует более легкому проскальзыванию деформируемого материала отливки при ее перемещении по микровыступам на поверхности стержня.
Выводы
1. Установлено, что при съеме отливки со стержня разделение контактирующих поверхностей зависит от величины технологического уклона стержня и его класса шероховатости, наличия разделительной среды. Наличие разделительного покрытия на поверхности технологической оснастки снижает в среднем длину участка, на котором происходит разделение контактирующих поверхностей в среднем на 25–30 %.
2. Показано, что смазывание технологической оснастки разделительными покрытиями снижает вероятность образования задиров на поверхности отливки и технологической оснастки, за счет пластического оттеснения и последующего проскальзывания по поверхности стержня затекшего в микровпадины оснастки металла в момент удаления отливки из пресс-формы.
Список литературы
1. Шероховатость поверхности термины и определения: ГОСТ 25142–82. − Введ. 01.01.83. − М.: − Государственный Комитет СССР по стандартам, 1982. − с. 2…5.
2. , Трение, смазка, износ. Физические основы и технические приложения трибологии. – М.: ФИЗМАТЛИТ, 2007. – 368 с.
3. Михальцов, А. М., , Анализ явлений, возникающих в зоне контакта отливка − стержень при литье под давлением алюминиевых сплавов // – Респ. межвед. сб. науч. тр. «Металлургия». – 2011. – № 33. – с. 131…137.
Название научно-технической программы в рамках которой выполнена работа.
Государственная программа научных исследований «Функциональные и машиностроительные материалы и технологии, наноматериалы и нанотехнологии в современной технике» («Функциональные и машиностроительные материалы, наноматериалы»), подпрограмма «Разработка научных и технологических основ создания и обработки новых материалов для промышленности» («Материалы в технике») на 2011−2015 годы № 4.3.04, номер государственной регистрации ГБ 20110701, название темы «Разработать высокоэффективные разделительные покрытия на основе новых материалов для пресс-форм литья под давлением».
