

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Если обе половинки неплотно прилегали одна к другой, то металл просачивался в щели и образовывал так называемые литейные швы, которые обычно удалялись уже с готового изделия.
При односторонней литейной форме эти швы располагаются ближе к задней плоской стороне изделия. Для того чтобы сделать какую-нибудь ажурную подвеску с прорезями посредине, нужно было в форме при изготовлении ее оставить нетронутыми те места, где должны быть пустоты. Тогда эти непрорезанные на форме места будут плотно соприкасаться с накладной крышкой формы, и металл туда не проникнет.
Если же нужно было сделать отверстие не в плоскости самой вещи, а, например, ушко для подвешивания к ожерелью, то для этого в форме делался каналец, перпендикулярный к литку, и в этот каналец вставлялся железный стержень. Металл, вливаясь через литок, обтекал вставленный стержень, и, когда стержень убирали, получалось отверстие. Орнамент, вырезанный в форме в глубь нее, на готовой вещи, естественно, получался выпуклым.
Кроме односторонних форм с гладкой крышкой, применялись и двусторонние, т. е. такие, у которых вторая их половина была не гладкой, а также фигурной. Иногда обе половинки формы делались совершенно одинаковыми, и вещь получалась симметричной, а литейный шов шел посредине.
Применялась также глиняная мягкая форма, точнейшим образом передававшая все детали обработки оригинала модели, с которой делали форму. Глиняные формы известны и в городах - в Киеве, в Херсонесе, но в городах никогда они не применялись так широко, как в деревне. В городе требование массовости продукции заставляло ремесленника искать более долговечных материалов, чем глина.
Последним разделом литья является литье по плетеной модели. На первый взгляд изготовленные этим приемом вещи кажутся сплетенными из медных проволок, но при внимательном рассмотрении выясняется, что они - литые. Восковая модель для таких изделий сплеталась из провощенных льняных или шерстяных шнуров, которые легко слипались друг с другом и позволяли выплетать сложные узоры.
Полученная восковая модель обливалась жидким раствором глины, обволакивавшей все тончайшие углубления формы. После загустения глины модель обливалась еще несколько раз до получения твердой глиняной формы. Дальнейшая задача заключалась в вытапливании воска и выжигании остатков шнуров.
Эта техника литья по плетеной восковой модели была широко распространена на северо-востоке.
В собственно русских областях эта кропотливая техника, сближавшая литье с вязаньем кружев, не пользовалась особенным успехом.
1.2.ТЕХНИКА ЛИТЬЯ В ДРЕВНЕРУССКОМ ГОРОДЕ[14]
В раннюю эпоху развития русского города многие приемы литья были одинаковы в городе и деревне. Например, на протяжении IX-X вв. городскими литейщиками чаще всего применялось литье по восковой модели и лишь позднее появляются жесткие литейные формы.
Легкость выполнения сложных узоров на воске всегда привлекала внимание мастеров к этому виду литья. Единственным препятствием была хрупкость получаемой литейной формы, которая, хоть и выдерживала несколько отливок, но легко выкрашивалась и ломалась.
В IX-X вв. этой техникой изготавливались подвески к ожерельям, поясные бляшки, застежки к кафтанам (Гульбище) (рис. 1) и головки для шейных гривен.
Рис. 1. Застежки из кургана «Гульбище».

По сравнению с деревенской техникой обработки восковой модели можно выделить следующие отличия: городские литейщики вырезают модель специальными резцами, не довольствуясь только выдавливанием узора, применявшимся сельскими мастерами. Резьба по воску давала яркую игру света и тени и позволяла значительно увеличить художественную выразительность литого изделия.
В XI-XII вв. для изготовления колоколов применялось массивное литье с потерей формы
Способ потерянной формы применялся и в XI-XIII вв. для отливки наиболее сложных предметов.
Важным усовершенствованием литейного дела было открытие способа двустороннего литья по двум восковым моделям, который широко применялся в XII в.
Вторым существенным разделом литейного мастерства является литье в жестких формах.
Материалом для изготовления литейных форм служили различные породы сланца (в том числе и розовый шифер), изредка известняк, а в конце домонгольского времени - преимущественно литографский камень, допускавший особо тщательную отделку. Очень редко, и только для оловянного литья, применялись бронзовые литейные формы.
Большинство каменных литейных форм - двусторонние с очень тщательно притертыми друг к другу плоскостями для устранения литейных швов.
Рис. 2. Литейные формы.

Для правильности совмещения обеих половинок, в литейных формах просверливались гнезда, из которых одно заполнялось свинцовым штифтом, подогнанным так, что он плотно входил в свободный паз второй половинки. Это обеспечивало неподвижность обеих форм. Для отливки объемных вещей со сложной рельефной орнаментацией киевскими ювелирами были изобретены трехсоставные формы.
По характеру отделки все литейные формы можно подразделить на формы с врезанными линиями и на формы с выпуклыми линиями. В первом случае мастеру не нужна была особенная тщательность: он просто резал по камню вглубь. На готовом изделии получался рельефный рисунок.
Литейное искусство в IX-XIII вв.:
1. Начиная с IX-X вв. для отливки сложных объемных предметов широко применялся способ литья по восковой модели с потерей формы.
2. В IX-XI вв. для мелких поделок преимущественно употреблялся способ литья плоской восковой модели в сохранившейся односторонней глиняной форме. В первой половине XI в. существовали особые приемы резьбы восковой модели.
3. Не ранее XI в., а вероятнее всего в XII в., появляется литье в плоских двусторонних литейных формах (по восковой модели). В XII-XIII вв. этот способ является одним из средств массового выпуска продукции, преимущественно медного литья.
4. В XI в. появились каменные литейные формы, способствовавшие увеличению массовости продукции.
5. В XII в возникают имитационные литейные формы из плотных пород камня с чрезвычайно тщательной отделкой, при помощи которых ремесленники городского посада имитируют в литье сложную технику придворных ювелиров (зернь, филигрань и др.).
6. Работы по литью серебра и его сплавов почти всегда сочетались с другими техническими приемами, дополнявшими литье (чеканка, чернь, филигрань, зернь и др.). Литье меди существовало без такой дополнительной обработки. Возможно, что литейщики меди, «котельники», «льятели», составляли особую группу городских ремесленников.
2. КОВКА И ЧЕКАНКА[15]
Эти техники нашли наибольшее распространение в городе.
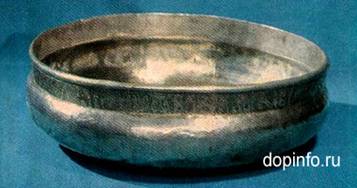
В большинстве случаев из меди и серебра выковывалась различная посуда .
Златокузнец отливал из серебра (или меди) плоскую лепешку, а затем начинал ковать ее на наковальне от середины к краям. Благодаря этому приему вещь постепенно принимала полусферическую форму. Усиливая удары в определенных зонах и оставляя некоторые места менее прокованными, мастер достигал желаемого контура вещи. Иногда к чашам приковывался поддон (закруглялись края), а на венчик и тулово наносился чеканный орнамент.
Образцом кованой серебряной посуды может служить серебряная вызолоченная чара черниговского князя Владимира Давыдовича, найденная в татарской столице Сарае ( рис. 3.1, 3.2)
Рис. 3.1. Серебряная чара кн. Владимира Давыдовича.

Рис 3.2. Серебряная чара кн. Владимира Давыдовича.
Ковочные работы в ювелирной технике имели широчайшее применение для самых разнообразных целей. Особо нужно отметить выковку тонких листов серебра и золота для различных поделок. Наибольшей виртуозности достигали златокузнецы при изготовлении золотых пластинок для перегородчатой эмали. Толщина золотого листа измеряется в таких пластинках не только десятыми, но даже сотыми долями миллиметра. Для архитектурных целей применялась выковка широких медных пластин для покрытия крыш. Медные листы нередко золотились, благодаря чему в русскую поэзию прочно вошел термин «златоверхий терем».
С ковкой серебра и меди почти неразрывно связана чеканка этих металлов. Технику чеканки можно подразделить на три вида:
1) мелкопуансонная орнаментальная чеканка,
2) плоская чеканка,
3) рельефная чеканка.
Для некоторых работ применялись все виды чеканки, но каждый из этих видов имеет свои технические особенности и свою историю.
Простейший вид чеканки заключается в том, что рисунок наносился на внешнюю поверхность вещи различными пуансонами. Орнаментируемую пластинку клали на жесткую подкладку и наносили узор, уплотняя металл в месте узора, но не делая выпуклостей на обороте. Узор наносили пуансонами различной формы: одни имели вид маленького долотца, другие давали отпечаток в виде кольца, круга, треугольника и т. д. Наиболее полно чеканка миниатюрными пуансонами прослеживается по смоленским и черниговским материалам IX-X вв.
Рис. 4. Чеканные узоры на серебро (Гнездово).
Рис. 5. Инструменты чеканщика. Пуансоны (реконструкция).

Техника мелкопуансонной чеканки возникла в северных русских городах в IX-X вв. и существовала там и в дальнейшем.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
