


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Остаточные напряжения в вакуумных ионно-плазменных покрытиях подразделяются на следующие виды:
· остаточные макронапряжения первого рода. Область действия соизмерима с размерами детали. Проявляют себя в виде деформации и короблении детали.
· остаточные макронапряжения второго рода. Область действия соизмерима с размерами зерен. Проявляют себя в виде искажения границ зерен, пластической деформации границ зерен.
· остаточные макронапряжения третьего рода. Статические искажения проявляют себя на атомарном уровне. Они приводят к изменениям структуры материала, что приводит к появлению дислокаций и дефектов кристаллической решетки.
3. Задания
1. Ознакомтесь с теорией остаточных напряжений
2. Ознакомтесь с принципом определения остаточных напряжений.
3. Ознакомитесь с порядком проведения эксперимента.
4. Проведите экспериментальные исследования и рассчитайте остаточные напряжения в покрытиях. Постройте зависимости остаточных напряжений и толщины покрытий при различных режимах обработки.
5. Составьте отчет по работе.
4. Лабораторное оборудование
Установка для вакуумного ионно-плазменного нанесения покрытий ННВ-6,6-И1, оснастка.
5. Методика выполнения заданий
Существует два направления, которые позволяют определять остаточные напряжения в вакуумных ионно-плазменных покрытиях: не разрушающий и разрушающий.
Разрушающий метод применяется для исследования распределения остаточных напряжений по глубине покрытия. В процессе исследования покрытие постепенно стравливается, на установке и на каждом этапе определяются остаточные напряжения.
В данной работе для исследования остаточных напряжений в покрытиях применяется метод гибкого образца рис.2.1.
 |
Рис.2.1 Образец после нанесения покрытия.
Для определения остаточных напряжений принимаются следующие допущения: толщина покрытия на поверхности образца одинаковая по всей площади; деформируемый образец представляет собой цилиндрическую поверхность, т. е. радиус кривизны во всех точках одинаков; центральный угол гибкого образца составляет менее 180 оС.
Остаточные напряжения в покрытиях рассчитываются по следующей формуле:
 (2.1)
(2.1)
где, s - остаточные напряжения в покрытиях, ГПа; Е – модуль упругости материала подложки, ГПа; h1 – толщина образца, мм; h2 – толщина покрытия, мм; R – радиус кривизны образца, мм. (Рис.2.2)
Радиус кривизны образца опредиляется по формуле:
 (2.2)
(2.2)
где, b – хорда сегмента, мм; f – стрелка сегмента, мм; (Рис.2.2)
 |
Рис.2.2 Параметры образца.
Для определения остаточных напряжений в покрытиях из TiN используются образцы из материала 12Х18Н9Т (Е = 256 ГПа) размером 80х10х1 мм.
 Для обеспечения разной толщины покрытия образцы располагаются во время обработки на различной дистанции относительно торца катода (рис.2.3.), образцы расположены веером относительно оси потока плазмы.
Для обеспечения разной толщины покрытия образцы располагаются во время обработки на различной дистанции относительно торца катода (рис.2.3.), образцы расположены веером относительно оси потока плазмы.
Рис.2.3. Схема проведения эксперимента на установке ННВ-6,6-И1.
Режимы обработки:
1. Ионная очистка:
Uп = 1000В, t0 = 0,5 мин., Р = 10 –2 Па;
2. Нанесение покрытия:
Uп = 100В, t0 = 60 мин., Р = 8×10 –2 Па (вариант №1);
Uп = 300В, t0 = 60 мин., Р = 8×10 –2 Па (вариант №2);
6. Контрольные вопросы
1. Дайте определение понятию остаточных напряжений.
2. Какими методами определяются остаточные напряжения.
3. Объясните зависимость остаточных напряжений от толщины покрытий и температуры обработки
7. Требования к содержанию и оформлению отчета
Отчет по работе должен содержать:
1) цель работы;
2) краткое определение понятия остаточные напряжения;
3) принципиальную схему проведения экспериментальных исследований;
4) перечень используемого оборудования и приборов;
5) режимы обработки;
6) экспериментальные результаты, сведенные в табл.2.1:
Таблица 2.1
№ образца | Время обработки t0, мин | Толщина покрытий a, мм | Стрелка сегмента f, мм | Хорда сегмента b, мм | Остаточные напряжения, ГПа |
7) зависимость остаточных напряжений и толщины покрытий при различных режимах обработки;
8) выводы по работе.
Лабораторная работа № 3
Исследование влияния режимов ионной
модификации на адгезию
наноструктурированных покрытий
3.1. Цель работы
Целью работы является экспериментальное изучение влияния методов подготовки поверхности на адгезию вакуумных ионно-плазменных покрытий.
3.2. Теоретическая часть
Состояние поверхности перед нанесением покрытий определяет адгезию покрытий. В общем случае состав и строение поверхностей зависят от предыстории, т. е. от условий получения, хранения и транспортирования той или иной заготовки.
|
|
|
|
|
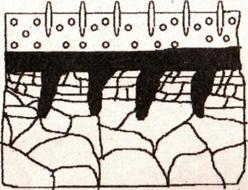
Рис.3.1 Строение поверхностных слоев металла:
1-основной металл; 2-пластически деформированный слой с разориентированной структурой и вкраплениями оксидов; 3-оксиды; 4-адсорбированный слой кислородных анионов и других газов воздуха; 5-жировые молекулы.
Идеально чистая поверхность может быть создана в ультравысоком вакууме 10-9-10-10 мм. рт. ст. и существовать продолжительное время только в нем. В обычных условиях на воздухе микрорельеф поверхности мгновенно покрывается оксидной пленкой, адсорбированными молекулами воды, жировых веществ. Оксидный слой имеет на границе с металлом отрицательный потенциал, металл положительный. Наружная поверхность оксидного слоя становится электроотрицательной, на ней адсорбируется кислород и другие составляющие воздуха. Они экранированы от металла оксидным слоем. Так, на железе после механической обработки в сухом воздухе образуется оксидный слой толщиной 2 × 10-9 м. Пленка паров воды может иметь толщиной 50-100 молекул, а жировая пленка 10-20 мкм. После тщательного промывания бензином ее толщина может быть уменьшена до 1 - 5 мкм, после химического травления до 10 - 100 молекул. Жировые молекулы проникают глубоко в микротрещины оксидного слоя и образуют с оксидами электрическую связь, что затрудняет их удаление.
Одним из основных технологических параметров, определяющих свойства покрытий, является адгезия.
Факторами, определяющими адгезию вакуумных ионно-плазменных покрытий, являются:
-параметры пленки (состав, толщина, структура, остаточные напряжения);
-параметры подложки и вид ее подготовки (состав, микрогеометрия поверхности, вид предварительной механической обработки);
-подготовка поверхности под напыление (вид очистки, предварительный нагрев);
-технологические режимы осаждения покрытий (температура подложки, ускоряющее напряжение, состав и давление реакционного газа, скорость конденсации, ток дуги испарителя).
Рассмотрим влияние перечисленных факторов на адгезию покрытий.
Существенным условием получения прочного сцепления покрытия с подложкой является то, что температура осаждения покрытия должна быть не меньше некоторого значения Тmin. Минимальная температура нагрева зависит от природы и состояния поверхности.
Известно, что при нанесении карбидов и нитридов металлов Ti, Сr, Zr, Mo минимальная температура, обеспечивающая удовлетворительную адгезию покрытий на сталях 38ХА, ЗОХГСНА, 12Х18Н9Т, 13X11Н2В2МФ-Ш, составляет 350 - 450 °С и зависит от вида предварительной механической обработки.
Существенно улучшает адгезию ионная очистка в тлеющем разряде при ускоряющих напряжениях от 0.5 кВ до 5 кВ.
Обработка поверхности конструкционных сталей и сплавов тлеющим разрядом приводит к эффективной очистке поверхности, но не позволяет нагреть поверхность до оптимальных температур (400 – 500 °С), поэтому, как правило, дополнительно осуществляется обработка поверхности ионами металла при энергии Е = 0.5 - 1 кэВ.
Перед осаждением покрытий из нитридов и карбидов металлов необходимо проводить ионную очистку при U = 1кВ в течении 1 - 3 мин, что обеспечивает хорошую адгезию покрытий к подложке. Влияние ионной очистки на адгезию покрытий обусловлено тем, что при ионной бомбардировке происходит интенсивное распыление и нагрев поверхности, что приводит к формированию покрытия на почти атомарно-чистой поверхности при оптимальных температурах.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
