


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Теоретические расчеты и экспериментальные определения адгезии показали, что с увеличением толщины стравленного слоя и увеличением времени ионной очистки, адгезия вначале возрастает, а затем практически не изменяется. Причем максимальная адгезия к поверхности с шероховатостью Ra = 2.5 - 0.65 мкм при глубине стравленного слоя порядка 0.1 - 0.5 мкм наблюдается за время травления от 2 до 5 минут.
Большое значение для адгезии покрытий имеет вид предварительной механической обработки.
Одной из методов подготовки поверхности перед нанесением покрытий является химическая очистка. Первый этап химической подготовки поверхности - грубая очистка. Она состоит в удалении с поверхности видимых слоев органических загрязнений: останков масел, смазочных материалов, красителей, отпечатков пальцев и жировых пятен. При этом используют органические растворители - бензин, ацетон, тетрахпорид углерода, этиловый спирт и др.
Для удаления продуктов очистки с поверхности обрабатываемых деталей и обеспечения качественного состояния после грубой химической очистки рекомендуется применять мягкие ткани типа бязи, миткали и др. Так, жировые загрязнения снимают с поверхности тканью или тампоном, смоченными в растворителе. В особо ответственных случаях очистку проводят в ультразвуковых ваннах с применением органических растворителей.
Обезжиривания в органических растворителях (грубая химическая очистка) часто недостаточно для обеспечения качественной подготовки поверхности подложки перед металлизацией. В этих случаях применяют тонкую химическую очистку в растворах неорганических кислот и щелочах, а также в парах органических растворителей. Для интенсификации процесса очистки используют ультразвуковые ванны; процесс очистки ведут, как правило, при повышенной температуре раствора.
Очистка поверхности кислотами основана на реакции превращения некоторых оксидов и жировых пленок в соединения, легко растворимые в воде. Разбавленные щелочные растворы растворяют жировые пленки, делая их смачиваемыми в воде.
Эффективна тонкая химическая очистка в паровой фазе. Подложку помещают в закрытый контейнер с кипящим растворителем. Пар растворителя конденсируется на поверхности подложки, увеличивая скорость растворения поверхностных загрязнений. Отработанный раствор стекает по подложке в ванну (подложка наклонена по отношению к поверхности раздела пар - жидкость), а чистый пар воспроизводит процесс.
При ультразвуковой очистке крупные жировые загрязнения удаляются вследствии интенсивного локального перемешивания под действием создаваемых в растворителе ударных волн. Растворитель, насыщенный примесями, непрерывно удаляется с поверхности подложки; его заменяет свежий растворитель. Механические колебания, создаваемые в подложке, способствуют удалению макрозагрязнений чешуек металлов, пыли и др. Эффективность ультразвуковой очистки в основном определяется частотой колебаний. Поскольку ультразвуковая очистка позволяет удалять только крупные загрязнения, рекомендуется ее завершать обезжириванием в парах органических растворителей.
Адгезию напыленных покрытий можно определить косвенно. На тонкие пластины размером 60 × 10 × 1 мм, прошедшие предварительную обработку, наносится покрытие. Затем пластины подвергаются изгибу под углом 90° с радиусом в зоне изгиба 3 мм. Адгезия покрытия к подложке оценивается по 4-х-бапьной шкале. Оценивается адгезия с помощью семикратного увеличительного прибора.
1. Адгезия отличная - при изгибе пластины не наблюдается разрушение покрытия, не образуются микротрещины.
2. Адгезия хорошая - при изгибе пластины не наблюдается разрушение покрытия, но по изгибаемой поверхности образуются микротрещины.
3. Адгезия удовлетворительная - на изгибаемой поверхности появляются трещины, сколы, возможно частичное отслоение покрытия.
4. Адгезия неудовлетворительная - наблюдается отслоение покрытия по всей изгибаемой поверхности.
|
|
Адгезия отличная | Адгезия хорошая |
|
|
Адгезия удовлетворительная | Адгезия неудовлетворительная |
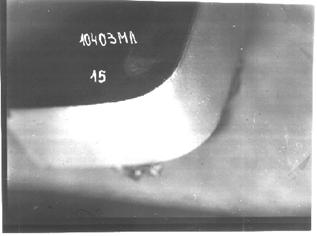
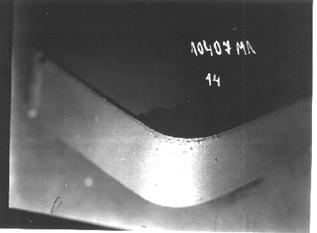
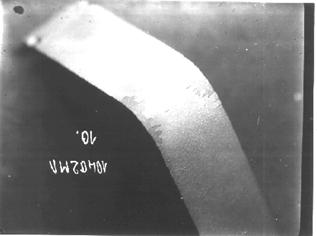
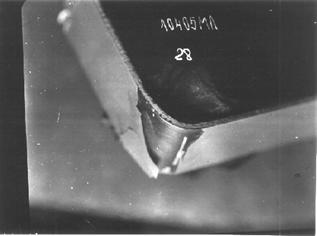
Рис.3.3. Оценочная шкала адгезии покрытия к подложке
3. Задания
1. Ознакомтесь с основными методами подготовки поверхности под нанесение покрытия.
2. Ознакомтесь с методикой выполнения заданий.
3. Проведите нанесение покрытия согласно технологии.
4. Проведите испытания образцов на изгиб, оцените адгезию по 4-х-бальной шкале.
5. По полученным результатам составте отчет по работе.
4. Лабораторное оборудование
Установка для вакуумного ионно-плазменного нанесения покрытий ННВ-6,6-И1, оснастка.
5. Методика выполнения задания
Подготовить 4 образца в виде тонких образцов размером 60 × 10 × 1 [мм], изготовленных из одной и той же пластины материала 12Х18Н9Т, с одинаковой степенью загрязнения, для чего образцы после очистки окунают в ацетоне, затем в 10% раствором масла в спирте. Затем провести следующие виды очисток образцов: исходный, после химической очистки, после механической очистки, после механической и химической очистки.
Подготовленные образцы установить в вакуумную камеру и произвести нанесение покрытия согласно технологии. Обработанные образцы вынуть из вакуумной камеры и подвергнуть испытанию на изгиб. Полученные результаты внести в таблицу и составить отчет по работе с указанием лучшего способа подготовки поверхности под напыление.
3.6. Контрольные вопросы
1. Что называют адгезией вакуумных ионно-плазменных покрытий?
2. Назовите факторы, определяющие адгезию вакуумных ионно-плазменных покрытий.
3. Как влияет шероховаться подложки на адгезию покрытия?
3.7. Требования к отчету
Отчет по лабораторной работе должен содержать
1. Цель работы;
2. Принципиальную схему проведения экспериментальных исследований;
3. Перечень используемого оборудования и приборов;
4. Режимы обработки;
5. Экспериментальные результаты, сведенные в табл.3.1:
Таблица 3.1
№ образца | Вид очистки поверхности образца | Метод и режимы обработки | Оценка адгезии |
6. Выводы по работе.
Лабораторная работа № 4
исследование влияния величины зерна на
технологические показатели импульсной
электрохимической обработки
1 Цель и задачи работы
Целью работы является получение первичных навыков исследования влияния величины зерна мартенситной стали 20Х13 на технологические показатели импульсной электрохимической обработки (ЭХО) вибрирующим электродом-инструментом (ЭИ).
2 Теоретическая часть
Исследование обрабатываемости материалов методом импульсной ЭХО по показателям производительности, энергоёмкости процесса и параметрам качества поверхностного слоя традиционно осуществляют по технологической схеме «трубка в трубку» (рис. 4.1).
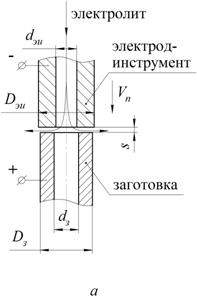
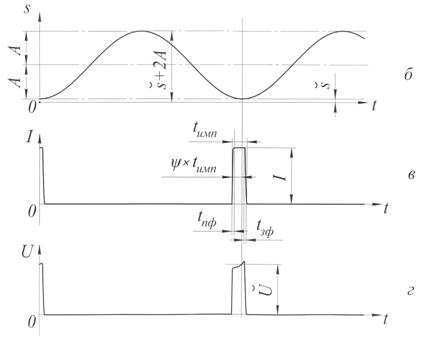
Рис. 4.1. Технологическая схема (а) и осциллограммы колебательного движения ЭИ (б), подачи импульсов тока (в) и напряжения (г)
Сущность указанной технологической схемы заключается в использовании трубчатого ЭИ, подключённого к отрицательному полюсу источника технологического тока (ИТТ), и трубчатой заготовки, подключённой к положительному полюсу ИТТ (рис. 4.1, а). При этом внешний диаметр ЭИ ![]() несколько превышает внешний диаметр заготовки
несколько превышает внешний диаметр заготовки ![]() , а внутренний диаметр ЭИ
, а внутренний диаметр ЭИ ![]() меньше внутреннего диаметра заготовки
меньше внутреннего диаметра заготовки ![]() , что позволяет избежать образования боковой поверхности на заготовке.
, что позволяет избежать образования боковой поверхности на заготовке.
Площадь обрабатываемой поверхности заготовки:
![]() . (4.1)
. (4.1)
Подача электролита в МЭП под давлением ![]() осуществляется через центральное отверстие в ЭИ.
осуществляется через центральное отверстие в ЭИ.
В процессе обработки электроду-инструменту сообщается движение подачи со скоростью ![]() (движение подачи может также сообщаться заготовке – в зависимости от компоновки станка) и периодическое возвратно-поступательное колебательное движение с частотой
(движение подачи может также сообщаться заготовке – в зависимости от компоновки станка) и периодическое возвратно-поступательное колебательное движение с частотой ![]() (рис. 4.1, а, б). Импульсы тока c амплитудным значением
(рис. 4.1, а, б). Импульсы тока c амплитудным значением ![]() подаются с частотой, равной частоте колебательного движения ЭИ, в момент предшествующий нижнему положению ЭИ на величину
подаются с частотой, равной частоте колебательного движения ЭИ, в момент предшествующий нижнему положению ЭИ на величину ![]() . Таким образом, доля импульса, прошедшая до момента максимального сближения электродов, характеризуется параметром, называемым фазой подачи импульса
. Таким образом, доля импульса, прошедшая до момента максимального сближения электродов, характеризуется параметром, называемым фазой подачи импульса ![]() (рис. 4.1, в).
(рис. 4.1, в).
Заданное оператором станка напряжение U0 алгоритмически обеспечивается в момент наибольшего сближения электродов путём корректирования значения тока в импульсе.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
