
4.2.3.Звенья изготовляют на специализированном прокатном стане из стального рулонного листа шириной 600-700 мм и толщиной от 2,5 до 3,5 мм путем его профилирования с формированием поперечных гофр синусоидального очертания и последующей спиральной сверткой в трубу с устройством фальцевого соединения (шва).
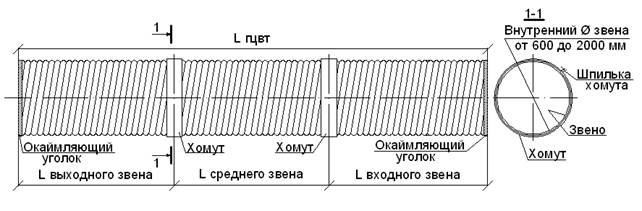
Рисунок 1 – Общая схема ГЦВТ
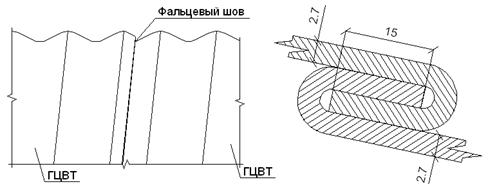
Рисунок 2 – Конструкция фальцевого соединения
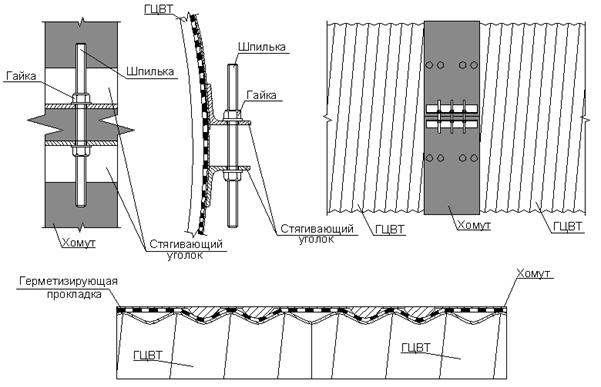
Рисунок 3 – Конструкция стыка звеньев
4.2.4 Хомут для соединения звеньев между собой изготовляют в виде стальной оцинкованной полосы шириной 300-400 мм и толщиной от 1,5 до 2,5мм при общей длине, превышающей внешнюю окружность звеньев на величину проектной нахлестки концов (запасовки одного конца хомута под другой).
Толщина цинкового покрытия не менее 43 мкм с обеих сторон листа.
К полосе хомута сваркой по ГОСТ 5264 прикрепляются стягивающие (упорные) уголки 50×50×5 по ГОСТ 8509 с отверстиями для пропуска натяжных шпилек.
В качестве антикоррозионного покрытия сварных соединений и стягивающие уголки применяется грунтовка «Виникор-061» и покрывной материал «Виникор-62» марка А по [13].
Расстояние между упорными уголками принимается меньше внешней окружности звена на величину проектного зазора.
Для повышения прочности и жесткости стыка звеньев в хомуте с определенным шагом по его ширине и длине выдавливаются методом холодной штамповки (высадки) бобышки, которые при сборке ГЦВТ должны попадать во впадины гофра звеньев.
Герметичность прилегания хомута к гофрированной поверхности звеньев обеспечивается применением прокладки из листового герметика «Техноэласт-мост» по [14] или аналогичных.
4.2.5 Окаймляющий уголок изготовляют из двух полуколец из уголка 75×75×5 по ГОСТ 8509, по концам которых на сварке по ГОСТ 5264 крепятся косынки с отверстиями под болтовое соединение. При монтаже ГЦВТ полукольца соединяются между собой, а к звену трубы крепятся болтами, пропускаемыми через отверстия, просверленные в точках их прилегания к вершинам гофр звена.
В качестве антикоррозионного покрытия просверленных отверстий, окаймляющих уголков применяется грунтовка «Виникор-061» и покрывной материал «Виникор-62» марка А по [13].
4.2.6 Противофильтрационный экран, если его наличие предусмотрено проектной документацией, при монтаже ГЦВТ собирается по ширине внахлестку на болтах из отдельных вертикальных гофрированных стальных листов толщиной 2,5-3,5 мм, шириной 600-700 мм и длиной, равной наибольшей высоте экрана.
После подгонки очертания верхней кромки экрана к окаймляющему уголку выполняется крепление звена к экрану болтами через отверстия, высверливаемые в местах прилегания гофр экрана к вертикальной полке окаймляющего уголка.
Участки верхней кромки экрана за пределами примыкания к звену усиливаются уголком 50×50×5 по ГОСТ 8509.
4.2.7 Длина звеньев, внутренний диаметр трубы, толщин металла и размеры всех элементов и деталей для ГЦВТ, а также характеристики сварных и болтовых соединений назначаются и уточняются при разработке проектной документации.
4.2.8 Размеры волны (длина×высота) гофра в листах для звеньев и противофильтрационного экрана принимают в проектной документации равными 68×13 мм, 76×25 мм или 125×25 мм в зависимости от назначения и особенности условий эксплуатации ГЦВТ.
4.2.9 Категории (уровни качества), типы, конструктивные элементы и размеры расчетных и конструктивных сварных соединений назначают в проектной документации в соответствии с требованиями ГОСТ 23118 и [5].
4.2.10 Качество реза, обработки кромок и образования отверстий под болтовые соединения должны соответствовать ГОСТ 23118.
4.2.11 Точность геометрических размеров элементов и изделий для ГЦВТ должна отвечать требованиям [6] для принятых в проектной документации классов точности или предельных отклонений.
4.2.12 Отклонение размеров, влияющих на собираемость ГЦВТ, не должны превышать предельных по таблице 1.
Т а б л и ц а 1 – Предельные отклонения размеров
Вид размера, отклонения | Величина отклонения, мм |
Внутренний диаметр трубы | ±5 |
Высота волны гофра | ±2 |
Длина волны гофра | ±1 |
Длина гофрированного листа | ±2 |
Ширина гофрированного листа | ±2 |
Расстояние от продольной кромки листа до средины крайнего гребня гофра | ±5 |
Разность диагоналей между углами сфальцованного изделия | ±5 |
Диаметр и овальность отверстий под болтовые соединения в окаймляющем уголке | ±2 |
Смещение центров отверстий под болтовые соединения в окаймляющем уголке | ±1 |
Смещение бобышек в соединительном хомуте | ±2 |
4.2.13 Отклонения размеров сварных швов от проектных не должны превышать предельных по ГОСТ 5264 и стандартам на конкретные виды сварных соединений при принятой на предприятии-изготовителе технологии сварки, а показатели качества сварных соединений должны соответствовать требованиям ГОСТ 23118 и [6] для проектной категории качества.
4.3 Требования к применяемым материалам и комплектующим изделиям
4.3.1 Звенья и листы противофильтрационного экрана должны изготовляться из стального рулонного листа из стали марок 15, 20 по ГОСТ 1050, а при расчетной минимальной температуре ниже минус 40 °С – из стали марок 09Г2, 09Г2Д по ГОСТ 19281.
4.3.2 Соединительный хомут следует изготовлять из стального листа из стали марки 16Д по ГОСТ 6713, а при расчетной температуре ниже минус 40 °С – из стали марок 10ХСНД, 15ХСНД по ГОСТ 6713.
4.3.3 При изготовлении звеньев, соединительных хомутов и противофильтрационных экранов допускается применение импортного рулонного листа, в том числе оцинкованного с толщиной покрытия не менее 43 мкм с обоих сторон листа, при соответствии показателей геометрической точности проката, механических свойств и химического состава стали.
4.3.4 Стягивающий (упорный) и окаймляющий уголки должны изготовляться из сталей марки Ст3сп по ГОСТ 380 или марки 15 по ГОСТ 1050, а при расчетной минимальной температуре ниже минус 40 °C – из стали марки 10ХСНД по ГОСТ 19281.
4.3.5 Болтовые соединения в ГЦВТ должны выполняться с применением болтов по ГОСТ 7798 из стали марок 20, 30 или 35 по ГОСТ 1050 и шпилек по ГОСТ 22032 классов прочности не ниже 4.6, гаек по ГОСТ 5915 класса прочности не ниже 5, а также шайб по ГОСТ 11371 для всех типоразмеров и различных условий применения, приведенных в настоящем стандарте.
4.3.6 Для ГЦВТ при расчетной минимальной температуре ниже минус 40 °C должны применяться болты и шпильки класса прочности 8.8 из стали марок 35Х, 38ХА по ГОСТ 4543.
4.3.7 Соответствие показателей применяемых материалов требованиям проектной документации, если это оговорено условиями договора на поставку ГЦВТ, должны подтверждаться контрольными испытаниями (или подтверждаться сертификатами заводов-изготовителей).
4.4 Требования к защитным покрытиям
4.4.1 Все стальные элементы и детали ГЦВТ должны иметь, как правило, двухуровневую защиту от коррозии – основное защитное покрытие, выполняемое в заводских условиях, и дополнительное, выполняемое на месте монтажа.
4.4.2 В качестве основного средства защиты от коррозии следует предусматривать изготовление элементов ГЦВТ из листового проката с гальваническим цинковым покрытием толщиной не менее 43 мкм с обоих сторон листа, а также применение крепежных изделий с цинковым покрытием толщиной не менее 16-30 мкм.
4.4.3 Элементы и детали труб, изготовленные из неоцинкованного листового и фасонного проката, после механической обработки должны быть защищены цинковым покрытием требуемой толщины из цинка марок от Ц0 до Ц3 по ГОСТ 3640, наносимым в заводских условиях горячим способом.
4.4.4 Применение неоцинкованных крепежных изделий допускается только при обязательном нанесении в заводских условиях горячим способом цинкового покрытия требуемой толщины. Крепежные изделия, изготовляемые из стали марки 10ХСНД по ГОСТ 19281 могут быть применены с обязательной защитой в заводских условиях цинконаполненным полимерным или лакокрасочным составом.
Выполняемые в заводских условиях защитные покрытия крепежных изделий не должны препятствовать закручиванию гайки без применения инструментов.
4.4.5 В качестве дополнительного защитного покрытия всех поверхностей ГЦВТ, выполняемого на месте монтажа, должны применяться мастичные, полимерные или лакокрасочные составы и эмали и др., вид, характеристики и способы нанесения которых назначаются в проектной документации в соответствии с [7], [8], [4] и техническим условиям изготовителя в зависимости от степени агрессивности среды эксплуатации и минимальной расчетной температуры при эксплуатации.
4.4.6 Качество цинкового покрытия после механической обработки, а также качество подготовки поверхности металла и качество заводского защитного покрытия должны отвечать требованиям ГОСТ 9.301, ГОСТ 9.402.
4.4.7 Толщина всех защитных неметаллических покрытий должны соответствовать [13] при применении грунтовки и эмали типа «Виникор», с общей толщиной покрытия – 200 мкм.
4.4.8 В случае устройства дополнительного антикоррозионного покрытия элементов ГЦВТ в заводских условиях следует применять материалы на основе эпоксидных смол, полиуретана или на основе битума. Технология их нанесения, состав и свойства материалов должны приниматься по техническим условиям и регламентам изготовителя.
4.5 Комплектность
4.5.1 ГЦВТ должны поставляться потребителю комплектно. Комплектность поставки элементов и изделий ГЦВТ устанавливается в проектной документации и договором на поставку.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
