
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
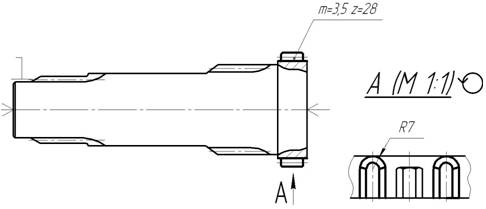
035 Зубозакругляющая. Зубозакругление.
Оборудование. Станок зубозакругляющий мод.557
Установка и закрепление заготовки осуществляется в делительной головке (по Ø 51) с поджатием центром, установленном в задней бабке.
Средства технологического оснащения.
Делительная головка УДГ–200; задняя бабка; центр жесткий упорный ГОСТ 2576–79.
Режущий инструмент.
Фреза концевая с цилиндрическим хвостовиком d = 4 ГОСТ 17025–71.
Средства технического контроля.
Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89.
Содержание операции.
1. Закруглить зубья через 1 в размер чертежа.
Операционный эскиз
040 Химико-термическая. Цементация
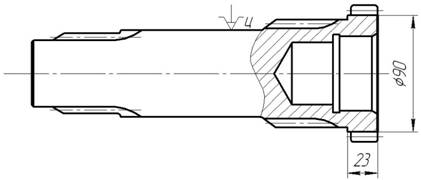
045 Токарная. (Снятие дополнительного припуска по торцу зубчатого венца).
Станок. Токарно-винторезный мод 16В20.
Установка и закрепление заготовки осуществляется в трехкулачковом самоцентрирующемся патроне.
Средства технологического оснащения.
Трехкулачковый самоцентрирующийся патрон - патрон 7100–0009 ГОСТ 2675–80.
Режущий инструмент
Режущий инструмент.
Резцы: резец подрезной упорный с пластинкой из твердого сплава – резец 2103–0007 ВК8 ГОСТ 18879–73.
Средства технического контроля.
Штангенциркуль ШЦ – II – 200 – 0,05 ГОСТ 166–89; штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89;
Содержание операции.
1. Подрезать торец в размер 23.
Операционный эскиз.
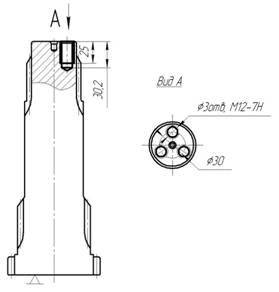
050 Сверлильная. (Нарезание резьбы М12).
Станок. Вертикально-сверлильный мод 2Н125-1.
Установка и закрепление заготовки осуществляется в специальном приспособлении.
Средства технологического оснащения.
Приспособление станочное специальное собственного изготовления. Патрон
Режущий инструмент
Сверло спиральное с коническим хвостовиком – сверло 2301–0400 ГОСТ 10903–77; зенковка коническая с углом при вершите 120о;с цилиндрическим хвостовиком – зенковка Ø 12,5 ГОСТ 14953–80; метчик машинно-ручной для нарезания метрической резьбы –метчик М12 х 1,75 ГОСТ 3266–81.
Средства технического контроля.
Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89;
Содержание операции.
1. Сверлить отверстие Ø 10,2 х 30,2. 2. Переход 1 повторить 2 раза. 3. Зенковать фаску 1,6 х 120о. 4. Переход 3 повторить 2 раза. 5. Нарезать резьбу М 12 в размер чертежа. 6. Переход 5 повторить 2 раза.
Операционный эскиз.
055 Термическая. (Закалка. Закалка ТВЧ).
060 Токарная. (Зачистка центров).
Станок. Токарно-винторезный мод 16В20.
Установка и закрепление заготовки осуществляется в трехкулачковом самоцентрирующемся патроне.
Средства технологического оснащения.
Центр жесткий упорный ГОСТ 2576–79.
Режущий инструмент
Центр жесткий упорный ГОСТ 2576–79 (центр жесткий устанавливается в заднюю бабку и им производится притирка центровочного отверстия в детали путем приложения небольшого осевого усилия).
Содержание операции.
1. Притереть центр.
Операционный эскиз.
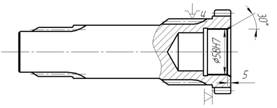
065 Внутришлифовальная. (Обработка отверстия и основной технологической базы – фаски).
Оборудование. Станок внутришлифовальный мод. 3К225А
Установка и закрепление заготовки осуществляется в патроне с выверкой по индикатору.
Средства технологического оснащения.
Трехкулачковый самоцентрирующийся патрон - патрон 7100–0005 ГОСТ 2675–80.
Режущий инструмент. Головка шлифовальная цилиндрическая AW40 х 20 24А25С17К ГОСТ 2447–82; головка шлифовальная коническая ЕW 15 х 25 24А25С17К ГОСТ 2447–82.
Средства технического контроля
Индикаторный нутромер НИ - 100М ГОСТ 868–82.
Содержание операции.
1. Шлифовать Ø 58Н7. 2. Шлифовать фаску 5 х 30о
Операционный эскиз
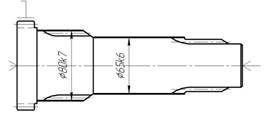
070 Круглошлифовальная. (Обработка поверхностей 80k6, Ø65k6)
Оборудование. Станок круглошлифовальный 3М153
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения.
Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый 7107–0068 ГОСТ 16488–70.
Режущий инструмент. Круг шлифовальный ПП 500 х 63 х 32; 25А25СМ16К ГОСТ 2424–83.
Средства технического контроля
Скоба рычажная СР 50–75 ГОСТ 11098–75; СР 75–100 ГОСТ 11098–75.
Содержание операции.
1. Шлифовать Ø 80,18. 2. Шлифовать Ø 65,18. 3. Шлифовать Ø 80k6. 4. Шлифовать Ø 65k6.
Операционный эскиз
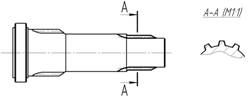
075 Шлицешлифовальная. (Шлифование шлицев).
Оборудование. Станок шлицешлифовальный мод. МШ-322
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения.
Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый – хомутик 7107–0068 ГОСТ 16488–70.
Режущий инструмент. Круг шлифовальный профильный 25А25СМ210К ГОСТ 2424–83.
Средства технического контроля
Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89. Образцы шероховатости.
Содержание операции.
1. Шлифовать шлицы m = 5, z = 14 окончательно
Операционный эскиз
080 Контрольная.
Оборудование. Стол контролера. Плита поверочная 400 х 400 ГОСТ 10905–86. Стойка С-II ГОСТ 10197–70. Штатив с магнитным основанием – ШМ – IIВ. Центра ПБ – 500М ТУ 2-034-543 – 81.
Средства технического контроля
Скоба рычажная СР 50–75 ГОСТ 11098–75; СР 75–100 ГОСТ 11098–75.
Индикаторный нутромер НИ - 100М ГОСТ 868–82.
Штангенциркуль ШЦ – II – 400 – 0,05; штангенциркуль ШЦ – II – 200 – 0,05; штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–99.
Индикатор часового типа ИЧ 10 ГОСТ 577–68.Индикатор многооборотный 2МИГП ГОСТ 9696–82.
Нормалемер БВ – 5045 ГОСТ 5368–81. Биенимер Б 10М ГОСТ 5368–81
Образцы шероховатости
Содержание операции.
1. Контролировать линейные размеры: Ø 80k6, Ø 65k6,. Ø 58Н7, Ø49+0,34, Ø80-0,4, Ø60-0,2, Ø 105-0,23, 3 отв. М12, Ø 51-0,4; размеры: 268, 23, 18, 90,109, 53; 70, 25, 5.
2. Контролировать: шлицы, зубья.
3. Шероховатость поверхности Ra= 1,25; Ra= 2,5; Rz=40.
4. Радиальное биение Ø 80k6, Ø 65k6,. Ø 58Н7 относительно общей оси; радиальное биение зубчатого венца.
Операционный эскиз

4.7.5. Примеры маршрутно-операционных технологических процессов изготовления деталей
4.7.4.1. Детали класса валы
Деталь. Ось. Материал – Сталь 45.
000 Заготовительная. Рубить пруток Ø36 ×3000. Из прутка планируется получить 34 детали.
005 Правильная. Править пруток
010 Токарная. 1. Подрезать и центровать торец (под Ø 20 мм – диаметр сверла 3,15 мм по ГОСТ 14952-74). С целью придания жесткости подпереть заготовку задним вращающимся центром. 2. Точить Ø 35 × 72. 3. Точить шейки (черновое точение) и (чистовое точение) с припуском под шлифование Ø 25,5; Ø 20,4; и Ø 19,8 под накатывание резьбы М 20. 4. Точить канавки b = 6 и b = 3 (при прорезании канавки оставить припуск под шлифование торца 0,3 мм, т. е. выдерживать размер 71,7 мм; точить фаску 2,5 × 45о 5. Отрезать деталь, выдерживая размер 81 мм.
015 Токарная. 1. Подрезать второй торец в размер 81 (при этом технологический размер головки оси по Ø 35 должен быть 8,3 – 0,1 мм).2. Точить фаску. 3. Центровать торец.
020 Фрезерная. Фрезеровать две лыски, выдерживая размер 30 – 0,28
025 Резьбонакатная. Накатать резьбу М 20 – 8g.
030 Термическая.
035 Токарная. Притереть центра
040 Шлифовальная. Шлифовать Ø 20 j6.
045 Шлифовальная. Шлифовать Ø 25 е8 с подшлифовкой торца по Ø 35, выдерживая размер 20 H9.
050 Моечная
055 Контрольная.
Деталь. Валик. Материал – Сталь 40 Х.
000 Заготовительная. Рубить пруток Ø28 × 3000. Из прутка планируется получить 31 деталь.
005 Правильная. Править пруток.
010 Токарная. 1. Заправить концы прутка.
015 Токарная. 1. Подрезать и центровать торец (под Ø 20 мм – диаметр сверла 3,15 мм по ГОСТ 14952-74). С целью придания жесткости подпереть заготовку задним вращающимся центром. 2. Точить шейки (черновое точение) и (чистовое точение) с припуском под шлифование Ø 26,5 × 88; Ø 20,4; и Ø 15,8 под накатывание резьбы М 16 × 1,5. 4. Точить канавки b = 3 и b = 3; точить две фаски 1,6 × 45 о и 0,6 × 45 о. 5. Отрезать деталь, выдерживая размер 87,5 мм.
020 Токарная. (С целью обеспечения соосности и уменьшения повреждения поверхностей заготовка устанавливается и закрепляется в цанговой оправке). 1. Подрезать второй торец в размер 87 мм. 2. Центровать торец. 3. Точить Ø 20,4 × 12,8 мм. 4. Точить канавку b = 3; точить две фаски 1,0 × 45 о и 0,6 × 45 о.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
