
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Марийский Государственный Технический Университет
Кафедра ПП ЭВС
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЖГУТА
Руководство к выполнению
лабораторной работы по курсу
Технология ЭВС
Йошкар-Ола
Цель работы:
- изучение технологического процесса монтажа электрических соединений при помощи монтажных проводов;
- практическое изготовление жгута.
1 Общие сведения
При изготовлении РЭА основным видом электрических соединений модулей является монтаж при помощи проводов. Параллельно идущие провода, уложенные в определенном порядке и связанные в единое целое называются жгутом.
1.1 Монтажные провода
Для проводного монтажа используются изолированные и неизолированные провода. По виду изоляции монтажные провода делятся:
- провода с волокнистой и пленочной изоляцией, применяются для жесткого внутриблочного монтажа (МГБДА, МЭТДА);
- провода с полихлорвиниловой изоляцией и волокнисто-полихлорвиниловой, применяются для неподвижного монтажа (МГШВ, МГВ, ПМВ);
- провода с резиновой изоляцией для монтажа бортовой электрической сети (ПРГ, ПР);
- провода монтажные теплостойкие марок МГТФ и др., используемые в аппаратуре, работающей при температуре от -60 до +250 °С.
1.2 Требования к монтажу
-минимальная длина проводников;
-надежные электрический и механический монтаж;
-заземление каждой экранирующей оплетки в отдельности;
-одинаковую плотность монтажа и единообразие внешнего вида монтажа для всех элементов изделия;
-расстояние между оголенными монтажными проводами и металлическими поверхностями конструкции не менее 5 мм для цепей напряжением выше 250В и не менее 3 мм - для цепей ниже 250В;
-пересечение высоковольтных электрических цепей, монтируемых неэкранированными проводами под углами близкими к 90°С;
-подключение не более 2-3х проводов под один зажимной контакт;
-выбор сечения монтажных проводов в зависимости от проходящего по ним тока.
1.3 Припои и флюсы
Для обеспечения надежного, механически прочного соединения производят пайку монтажного соединения. Пайка должна быть рельефной, блестящей, без раковин и посторонних включений.
Основными припоями, имеющими широкое распространение при монтаже аппаратуры, являются оловянно-свинцовые припои, типа ПОС-40 и ПОС-61 с содержанием соответственно 40 и 60% олова.
Припой ПОС-40 применяется для лужения токопроводящих жил проводов, кабелей РК, кабельных наконечников, контактных лепестков, а также для пайки большинства монтажных соединений допускающих нагрев до 280°С.
Припой ПОС-61 применяется при лужении и пайке изделий, допускающих нагрев не более 230°С. В тех случаях, когда аппаратура работает при температурах, превышающих температуру плавления припоев ПОС, применяют припой ПСР-2,5, который содержит 2,5% серебра, 5,5% олова, 92% свинца. Температура кристаллизации припоя 305°С.
При пайке деталей из стали, оцинкованного железа, белой жести, меди и медных сплавов используют припои ПОС-18 и ПОС-30. Повышения механической прочности припоев достигают, вводя в их состав сурьму (до 1,5-2,5%).
В практике монтажа находят применение и легкоплавкие припои ПОК-56 и ПОСВ-33, которые содержат кроме олова и свинца, висмут и кадмий. Применяются для обслуживания и пайки экранирующей оплетки коаксиальных кабелей. Температура их плавления ПОК-56 –140°С, ПОСВ-33 – 140…150°С.
При пайке проводов с арматурой стеклянных изоляторов применяют легкоплавкий припой ПОСК-50. ПОС-16 и ПОС-30 применяются при пайке деталей из стали, цинка, меди и ее сплавов.
Получение качественной пайки во многом зависит от частоты поверхности спаиваемых материалов. Для очистки от окислов и загрязнении и предохранения спаиваемых материалов от окисления в процессе пайки применяют флюсы.
К наиболее распространенным флюсам для пайки мягкими припоями относят канифоль, флюс КЭ (30% раствор канифоли в этиловом спирте).
Перед нанесением флюса на соединение детали производят механическую очистку поверхности. Поверхность должна быть шероховатой для увеличения смачиваемости основного металла припоем. Качество пайки монтажных соединений зависит от: правильности заточки жала паяльника; температура режима паяльника; количество флюса и припоя; прогрева места пайки; время пайки.

Рисунок 1 – Заостренный конец жала паяльника.
Наиболее удобной формой жала паяльника - четырехгранная с заостренными углами 20-30°С и 10-20°С. Поверхность жала должна быть ровной без раковин, очищенной от нагара и хорошо облуженной. Температура нагрева паяльника несколько выше температуры плавления припоя (на 18-30°С). Припой должен быстро плавиться, а канифоль должна оставаться на жале в виде кипящих капель.
Длительность пайки должна находиться в пределах 4-5 сек. При большем времени пайки поверхность паяемых деталей окисляется под действием высокой температуры и качество паяного соединения снижается.
2 Этапы изготовления жгута
2.1 Подготовительный этап
Включает в себя следующие виды работ: заготовка монтажных проводов; изготовление из полихлорвиниловой трубки маркировочных бирок; подготовка ниток для вязки жгута.
Заготовку монтажных проводов начинают с правки (вытягивания) провода. Марка провода, его сечение и расцветка определяется технической документацией.
Мерную резку проводов в серийном производстве производят с помощью приспособлений и станков значительно повышающих производительность труда. В массовом производстве мерную резку осуществляют на специальных автоматах. В единичном и мелкосерийном производстве мерную резку осуществляют ножницами или кусачками.
После резки монтажные провода поступают на заделку концов. Способ заделки концов зависит от ряда факторов: марки применяемого провода или кабеля, конструктивных особенностей монтажа и его деталей, условий эксплуатации радиоаппаратуры, а также от масштаба производства.
Зачистка провода от изоляции должна проводиться на такую длину, которая бы обеспечивала надежность закрепления жил на контактных лепестках без излишних технологических отходов. Практика показывает, что для большинства соединений достаточна зачистка изоляции на участке провода длиной 7-10 мм. Изоляция провода в известной степени определяет способ зачистки. Текстильную, пластиковую и пленочную изоляцию удаляют с проводов одним из следующих способов:
а) с проводов МГВ, МГВЛ, МГВСЛ, БПТ-20, ТМ-250, ПВМ, ПМОВ, БПВЛ, МЦСЛ - способом надреза на автомате;
б) с проводов МГВ, МГВЛ, БПВЛ, ПВЛ, ПМВ, ПМОВ, ПМВГ, МГШВ, МГЛ, МОГ - способом электрообжига на автомате одновременно с мерной резкой заготовок или электообжигом изоляции на специальном приспособлении, устанавливаемом на столе монтажника;
в) с одиночных проводов МГВ, МГВЛ, МГВСЛ, БПВЛ, БПТ-250, ПВЛ, ПМВ, ПМОВ, МЦСЛ, ЛПЛ, МОГ, ТМ-250 - специальными щипцами.
Эмалевую изоляцию удаляют: с проводов ПЭТ, ПЭЛ – шлифовальной шкуркой, шабером и пр.; с проводов ПЭВ и ПЭМ – опуская концы провода в муравьиную кислоту, затем протирая мягкой тряпкой.
Кроме рассмотренных способов, для удаления эмалевой изоляции применяют нагревательные и механические приспособления. Нагревательное приспособление представляет собой фарфоровую трубку, на которую намотана нагревательная спираль. Трубка закреплена на деревянной ручке. Питание осуществляется через понижающий трансформатор. Для удаления изоляции концы провода вводят внутрь фарфоровой нагретой трубки, где эмаль сгорает.
К механическим приспособлениям, предназначенным для удаления эмалевой изоляции, относится устройство с металлическими счетками, которые вращаются при помощи электродвигателя в противоположенных направлениях. Изоляция снимается за несколько секунд. Станок с вращающимися металлическими щетками может быть использован для снятия любой изоляции, включая резиновую и стекловолокнистую.
Разделка концов коаксиальных кабелей типа РК ведется в несколько этапов:
- снятие верхней хлорвиниловой изоляции;
- удаление экранирующей оплетки;
- удаление х/б изоляции;
-зачистка резиновой изоляции.
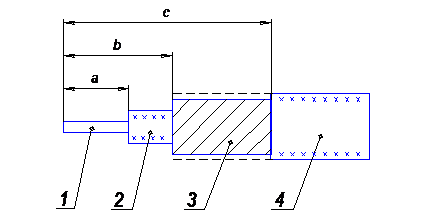
1- жила;
2- полиэтиленовая изоляция;
3- экранирующая оплетка;
4- внешняя изоляция.
Рисунок 2 – Разделка концов ВЧ кабеля.
Разделка концов экранированных проводов производится аналогично разделке концов ВЧ кабелей.
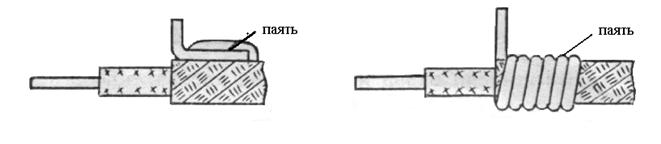
Заделка концов экранирующей оплетки выполняется несколькими способами, указанными на рисунке 3.
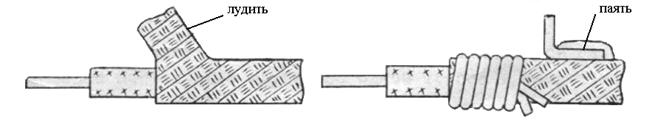
Закрепление изоляции монтажных проводов производиться несколькими способами, согласно рисунку 4.
а) б)
в) г)
а) подпайкой к оплетке дополнительного провода;
б) намоткой на оплетку голого облуженного провода с последующей пропайкой этого места;
в) протаскивание конца провода через отверстие, сделанное в оплетке;
г) закрепление экранирующей и текстильной оплеток нитками с последующей пропиткой нитроклеем с последующей пропайкой к середине оплетки провода МГВ.
Рисунок 3 – Способы заделки экранирующей оплетки.
а) в)
а) оклетневка (закрепление изоляции ниткой);
б) закрепление изоляции провода нитроклеем;
в) закрепление изоляции провода с помощью трубки.
Рисунок 4 - Способы закрепления.
Нитки пропитываются церизином и после пропитки скручиваются.
2.2 Раскладка и вязка проводов
Раскладку и вязку проводов в жгуты осуществляют при наличии двух или более параллельно идущих по одной трассе изолированных проводов длиной более 50 см. Раскладку проводов осуществляют либо индивидуальным (раскладка каждого провода), либо жгутовым (шаблонированным) способом.
Применение шаблонированного способа характерно для крупносерийного производства.
Шаблон это тщательно обработанная деревянная доска, на которой в соответствии со схемой жгута располагаются шпильки планки, упоры, прижимы. Каждый уложенный провод маркируется с 2-х концов с помощью бирок, х/в трубочек.
Для облегчения работы по изготовлению жгутов с использованием шаблонов используются специальные таблицы монтажных соединений
Таблица 1 – Таблица монтажных соединений
Адрес контакта | Тип провода | Длина провода, мм | Провода | Цвет провода | Трассировка | |
Откуда | Куда | |||||
Графа "Трассировка" заполняется с помощью символов, приведенной в таблице 2.
Таблица 2
Направление | Вправо | влево | вниз | вверх | на себя | от себя | Начало | конец |
Символы | ® | ¯ | | Q | Ä | [ | ] |
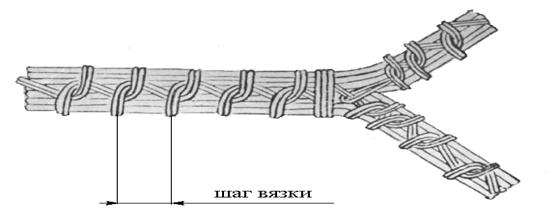
Вязку жгута производят нитками, шнурами, тесьмой или лентами из синтетических материалов. Вязку жгута производят не снимая с шаблона.
Шаг вязки выбирается в зависимости от диаметра жгута.
Таблица 3 - Зависимость шага вязки от диаметра жгута.
Диаметр жгута d, мм | Шаг вязки, мм |
£10 | 15¸20 |
11¸30 | 20¸30 |
³30 | 30¸40 |
Если провода входящие в жгут, имеют площадь поперечного сечения меньше 0,35 мм2, то шаг вязки выбирается в зависимости от количества проводов в жгуте.
Таблица 4 - Зависимость шага вязки от количества проводов в жгуте.
Кол-во проводов в жгуте, шт | Шаг вязки, мм |
<5 | 5¸10 |
5¸15 | 10¸12 |
15¸20 | 12¸13 |
>20 | 20¸25 |
На криволинейных участках жгута шаг вязки должен быть уменьшен в зависимости от радиуса закругления и диаметра жгута. Гибкая часть жгута имеет шаг вязки 50¸70 мм.
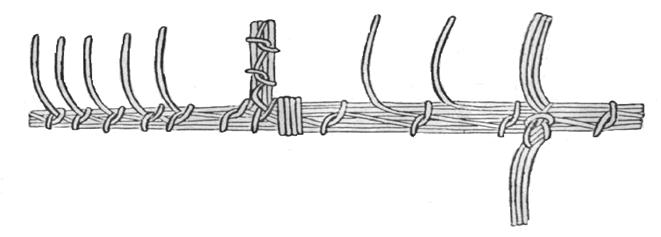
Ответвления жгута. На всех ветвях вязка должна иметь 2¸5 витков, а бандажы должны быть выполнены из двух-трех рядом расположенных петель.
На начало и конец жгута накладываются бандажи, содержащие от 2 до 5 витков и оконечные узлы. Для защиты от механических повреждений в необходимых местах жгут обматывается изоляционным материалом.
2.3 Расчет поперечного сечения жгута
Определение поперечного сечения жгута необходимо для выбора размера скоб крепления и шага вязки жгута. Расчет поперечного сечения жгута ведется по номограмме, приведенной на рисунке 5.
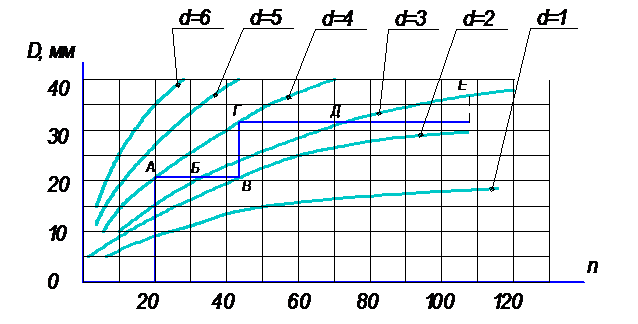
Рисунок 5 – Номограмма.
Пример расчета.
Жгут состоит из 20 проводов диаметром d=4мм, 12 проводов d=3мм, 10 проводов d=2 мм. Определить диаметр жгута.
Расчет. На оси абсцисс откладываем число 20, соответствующее количеству проводов диаметром 4 мм. Из этой точки восстанавливается перпендикуляр до кривой d=4мм (т. А). Через полученную точку проводим прямую параллельную оси абсцисс до пересечения с кривой d=3 на продолжении прямой АБ откладываем отрезок, соответствующий в масштабе оси абсцисс 12 проводам (т. В) и восстанавливаем перпендикуляр до пересечения с кривой d=3 (т. Г). Из точки Г проводим прямую параллельную оси абсцисс до пересечения с кривой d=2 (т. Д). На продолжении прямой ГД откладываем отрезок, равный в масштабе оси абсцисс 10 проводам. Восстанавливаем перпендикуляр из точки Д до пересечения с кривой d=2 мм (т. Е). Проводим прямую параллельную оси абсцисс до пересечения с осью ординат, на которой отложены диаметры жгутов. Определяем диаметр жгута.
2.4 Контроль жгутов и проводов.
Контроль жгутов и проводов сводится к следующим операциям:
-проверка проводов на качество разделки (правда не должны содержать надрезов и надломов токопроводящих жил, повреждений и загрязнении изоляции). Проверка - визуально с помощью 4-х кратной лупы;
-проверка жгута на соответствие размеров и конфигурации (по эталону);
-электрический контроль (прозвонка).
3 Последовательность выполнения работы
Для выполнения работы необходимо получить: набор проводов; шаблон; набор полихровиниловых трубок, нитки, нитроклей; необходимые инструменты, измерительный прибор.
1) Внимательно ознакомиться с настоящим руководством;
2) Произвести мерную резку проводов согласно таблицы монтажных соединений;
3) Произвести разделку концов нарезанных проводов;
4) Произвести раскладку 5-8 проводов;
5) Осуществить вязку жгута и контроль.
4 Содержание отчета
1) Цель работы;
2) Чертеж жгута;
3) Расчет диаметра жгута;
4) Таблица монтажных соединений;
Выводы.
Контрольные вопросы:
1) Определение жгута;
2) Виды монтажных проводов;
3) Для какой цели используют легкоплавкие и тугоплавкие припои. Их марки.
4) От чего зависит качество пайки монтажных соединений;
5) Способы заделки экранирующей оплетки;
6) Этапы изготовления жгута.
а)
б)
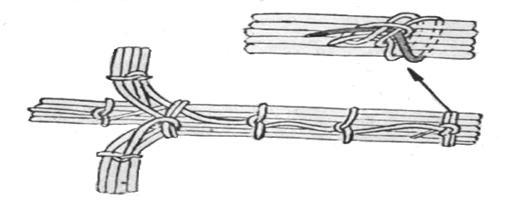
в)
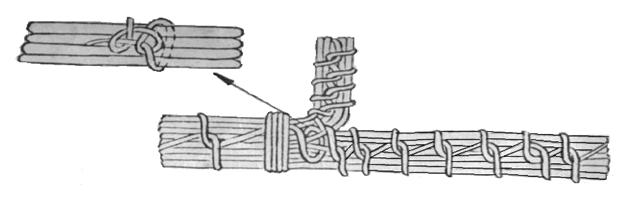
г)
Рисунок 6 – Примеры вязки жгута
