


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Если дуга шунтирована сопротивлением шихты и расплава, то относительное содержание в токе гармонической составляющей с частотой 100 Гц будет определяться выражением:
| (6) |
 .
.Выражение (6) вместе с уравнением (4) образует систему, решение которой при известных значениях ![]() и
и ![]() , определяемых с помощью анализатора гармонического состава тока, позволяет определить электросопротивление реакционной зоны R0, распределение тока между дугой и шунтом
, определяемых с помощью анализатора гармонического состава тока, позволяет определить электросопротивление реакционной зоны R0, распределение тока между дугой и шунтом ![]() и связанные с ними технологические параметры.
и связанные с ними технологические параметры.
Так как влияние случайных факторов на процесс измерения электрических величин изучен недостаточно хорошо, то для обеспечения точности определения значения активного сопротивления расплава в работе предлагается использовать дублирование измеряемых электрических параметров. Поэтому с целью повышения достоверности предлагается проводить расчет по трем независимо измеряемым величинам: третьей и второй гармоникам тока (вариант 1, уравнения (4), (6)) и постоянной составляющей фазного напряжения (вариант 2, уравнения (7), (8)).
| (7) |
| (8) |
 ,
,Глубина шлаковой ванны также оказывает существенное влияние на режим электроплавки. Уровень поверхности расплавленной ванны, согласно технологической инструкции, должен оставаться в заданном пределе (2400-2700 мм). В работе предлагается использовать величину постоянной составляющей фазного напряжения (т. е. нулевую гармонику) для определения общего уровня расплава. Сущность метода определения уровня заключается в использовании полупроводникового эффекта контакта электрода с расплавом. Этот эффект состоит в том, что при работе РТП на переменном токе в один полупериод углерод части электрода, находящийся в расплаве, реагирует с ионами расплава более интенсивно, чем в соседних полупериодах.
В результате в фазном напряжении появляется постоянная составляющая, значение которой, регистрируемое специальным прибором, будет определяться выражением:
| (9) |
где ![]() и
и![]() – соответственно, ток электрода и ток шунта, т. е. ток идущий через прямой контакт электрода с расплавом, А; E – величина, определяемая изменением изобарно-изотермического потенциала (
– соответственно, ток электрода и ток шунта, т. е. ток идущий через прямой контакт электрода с расплавом, А; E – величина, определяемая изменением изобарно-изотермического потенциала (![]() ) той реакции, в которой участвует углерод электрода, В.
) той реакции, в которой участвует углерод электрода, В.
Отношение ![]() зависит от глубины ванны Н, от величины погружения электрода в расплав, т. е. тока электрода
зависит от глубины ванны Н, от величины погружения электрода в расплав, т. е. тока электрода ![]() , и от величины фазного напряжения (
, и от величины фазного напряжения (![]() ). С увеличением глубины ванны это отношение будет расти вследствие большего заглубление электрода в расплав и тем самым уменьшения степени развития дуги.
). С увеличением глубины ванны это отношение будет расти вследствие большего заглубление электрода в расплав и тем самым уменьшения степени развития дуги.
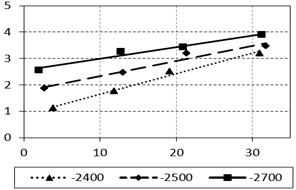
Прямыми замерами глубины ванны на печи РТП-3 для плавки медно-никелевого сульфидного сырья, функционирующей на комбинате «Печенганикель» ГМК», были получены зависимости величины ![]() от тока электрода при разной глубине ванны Н, причем Н1<Н2<Н3 (рис. 1). Как следует из рис. 1, величина
от тока электрода при разной глубине ванны Н, причем Н1<Н2<Н3 (рис. 1). Как следует из рис. 1, величина ![]() зависит от тока электрода
зависит от тока электрода ![]() , однако угол наклона этих зависимостей обусловлен только глубиной ванны Н. В рабочих пределах изменения тока эти зависимости носят линейный характер.
, однако угол наклона этих зависимостей обусловлен только глубиной ванны Н. В рабочих пределах изменения тока эти зависимости носят линейный характер.
|
Рис. 1. Зависимость постоянной составляющей фазного напряжения от тока электрода при разной глубине Н (мм) расплава на печи РТП-3 |
Глубина ванны и количество расплава в ней могут быть определены по величине наклона зависимости ![]() от тока, т. е. в соответствии с зависимостью:
от тока, т. е. в соответствии с зависимостью:
| (10) |
где ![]() - отношение изменения тока (
- отношение изменения тока (![]() ) при изменении постоянной составляющей на величину
) при изменении постоянной составляющей на величину ![]() (производная тока по значению постоянной составляющей); k – коэффициент пропорциональности.
(производная тока по значению постоянной составляющей); k – коэффициент пропорциональности.
Преимущества этого способа определения глубины ванны состоят как в возможности непрерывного и точного контроля, так и в безопасности его осуществления.
Таким образом, применение комплексных электрических характеристик представляется обоснованным и более точным, чем используемые в данный момент субъективные методы определения параметров состояния. Гармонический анализ тока и напряжения электродов позволяет диагностировать отклонения в ходе технологического процесса уже на начальной стадии и своевременно изменять его параметры: ток - перемещением электродов, напряжение - переключением ступеней напряжения трансформатора, уровень расплава – загрузкой сырья и выпуском продуктов плавки.
2. С целью повышения качества управления процессом руднотермической плавки сульфидного медно-никелевого сырья следует использовать структуру системы управления, полученную путем введения дополнительных блоков стабилизации тока, активного сопротивления и уровня расплава, блоков управления перепуском электродов и переключения ступеней трансформатора.
Наилучшие показатели технологического процесса электроплавки могут быть достигнуты при соблюдении следующих требований: оптимальный электрический режим работы электропечи; поддержание в печи необходимой высоты шлакового и штейнового слоев; своевременная загрузка в печь шихты; своевременный выпуск расплавленных продуктов плавки. Задача системы управления сводится к поддержанию на оптимальном уровне критерия, который учитывает основные параметры, характеризующие процесс, а также к поддержанию в ходе управления процессом в реальном времени оптимального: электрического режима, длины рабочей части электродов, уровня шлака и штейна в ванне.
В качестве критерия управления процессом электроплавки медно-никелевого сульфидного сырья предлагается использовать величину производительности печной установки при ограничении на величины сопротивления и уровня расплава.
| (12) |
где ![]() – производительность печной установки, т/ч ;
– производительность печной установки, т/ч ;![]() – уровень расплава в ванне, м;
– уровень расплава в ванне, м; ![]() ,
, ![]() – пределы допустимых значений уровня расплава, м;
– пределы допустимых значений уровня расплава, м; ![]() ,
, ![]() – текущее и эталонное значения активного сопротивления ванны соответственно, Ом;
– текущее и эталонное значения активного сопротивления ванны соответственно, Ом; ![]() - отклонение активного сопротивления ванны от эталонного значения, Ом.
- отклонение активного сопротивления ванны от эталонного значения, Ом.
Увеличение производительности достигается соблюдением оптимального режима процесса, т. е. стабилизацией степени развития дуги, сопротивления и уровня расплава. Степень развития дуги целесообразно определять по величине третьей гармонической составляющей тока и корректировать изменением электрического режима. Поддержание сопротивления расплава осуществляется перемещением электродов, т. е. изменением тока. Поддержание уровня расплава достигается за счет баланса загрузки шихты и выпуска продуктов плавки.
Для управления технологическим процессом электроплавки медно-никелевого сульфидного сырья предлагается использовать следующую структуру (рис. 2), состоящую из руднотермической печи, блока обработки измерений, подсистемы управления, блока расчета математической модели и блока формирования управляющих воздействий. В блоке расчета математической модели производится расчет состава продуктов. С помощью усовершенствованной математической модели на основе гармонического анализа также рассчитываются электрические параметры процесса (сопротивление расплава).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
