


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
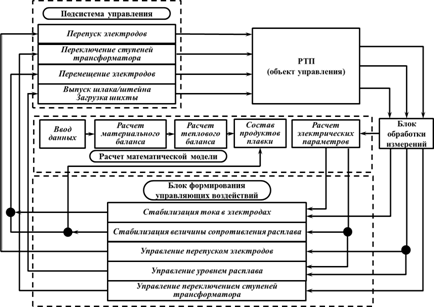
Рис. 2. Структура системы управления.
Блок обработки измерений предназначен для анализа достоверности измеряемых параметров. Исходными данными являются значения контролируемого параметра, длительность интервала измерений и величина шага измерения. На основе расчета среднеквадратического отклонения недостоверные параметры отбрасываются, а для остальных рассчитывается среднее значение на измеряемом интервале. В качестве измеряемых значений могут быть относительные содержания в токе второй и третьей гармоник, постоянная составляющая напряжения, уровень расплава в ванне печи.
В блоке формирования управляющих воздействий производится стабилизация электротехнологических параметров в реальном времени. Стабилизация тока достигается путем перемещения электрододержателей вверх-вниз для минимизации отклонения текущего значения тока от номинального. Если при управлении процессом достигаются предельные значения перемещения электродов, то осуществляют переход на соответствующую (пониженную или повышенную) ступень печного трансформатора, а электроды устанавливают в положение, соответствующее необходимому значению тока для заданной мощности. При этом по принципу обратной связи осуществляют постоянный контроль над степенью развития электрической дуги по величине относительного содержания третьей гармонической составляющей тока электрода.
 Постоянство сырья в течение определенного промежутка времени, и большая инерционность печи позволяют рассматривать процесс как стационарный. Сравнение фактических значений сопротивления и уровня расплава с оптимальными для данного процесса при конкретном составе шихты позволяет определить отклонения от нормы (σ) указанных параметров, которые теоретически должны быть равны нулю при стационарном режиме.
Постоянство сырья в течение определенного промежутка времени, и большая инерционность печи позволяют рассматривать процесс как стационарный. Сравнение фактических значений сопротивления и уровня расплава с оптимальными для данного процесса при конкретном составе шихты позволяет определить отклонения от нормы (σ) указанных параметров, которые теоретически должны быть равны нулю при стационарном режиме.
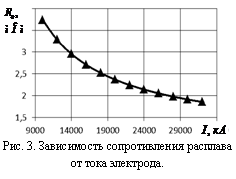
В ходе численного моделирования была выявлена зависимость активного сопротивления расплава от тока электрода (рис.3).
Таким образом, устранение отклонения сопротивления ванны от заданного для достижения оптимального режима плавки осуществляется изменением тока путем перемещения электродов, а при достижении крайних положений электрододержателя изменением напряжения посредством переключения ступеней трансформатора.
Исследование характера изменения постоянной составляющей напряжения на промышленном объекте позволили предложить способ определения моментов начала и окончания перепуска электродов на основе связи между степенью развития дуги и значением нулевой гармоники. Зная среднее значение постоянной составляющей фазного напряжения на измеряемом интервале при минимальных и максимальных длинах рабочих концов электродов, можно давать по достижении этих значений команду на перепуск электродов. Расчет величины перепуска осуществляется по следующей формуле:
| (13) |
где ![]() – изменение постоянной составляющей между соседними перепусками электродов, В,
– изменение постоянной составляющей между соседними перепусками электродов, В, ![]() и
и ![]() – значения постоянной составляющей, при которых начинают и заканчивают перепуск электродов, соответственно, В.
– значения постоянной составляющей, при которых начинают и заканчивают перепуск электродов, соответственно, В.
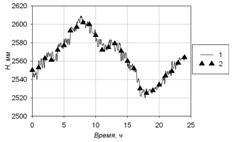
 Стабилизация уровня расплава в ванне достигается балансом масс загружаемой шихты и выпускаемых из печи продуктов плавки. Измерение уровня ванны осуществляется на основе метода, рассмотренного в первом положении. На рис. 4. представлено сравнение результатов измерения традиционным способом (с помощью ломиков) и с использованием гармонического анализа напряжения.
Стабилизация уровня расплава в ванне достигается балансом масс загружаемой шихты и выпускаемых из печи продуктов плавки. Измерение уровня ванны осуществляется на основе метода, рассмотренного в первом положении. На рис. 4. представлено сравнение результатов измерения традиционным способом (с помощью ломиков) и с использованием гармонического анализа напряжения.
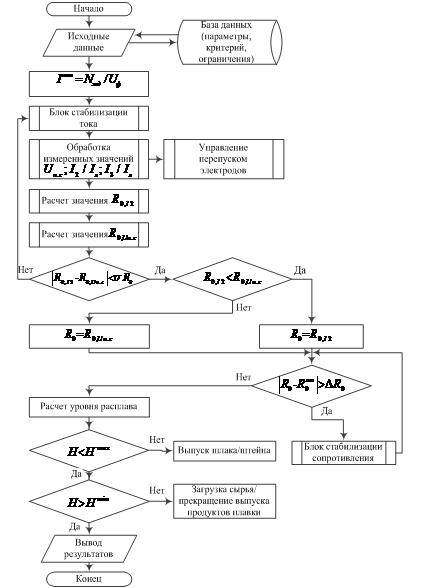 Рис.5. Блок-схема алгоритма работы системы управления процессом электроплавки сульфидного медно-никелевого сырья.
Рис.5. Блок-схема алгоритма работы системы управления процессом электроплавки сульфидного медно-никелевого сырья.
На рис. 5 представлена блок-схема алгоритма управления процессом плавки медно-никелевого сульфидного сырья в руднотермической печи, включающего в себя алгоритмы расчета загрузки, стабилизации тока, обработки измеренных значений, стабилизации сопротивления и уровня ванны, управления переключением ступеней трансформатора.
Алгоритмы разработанной системы управления программно реализованы на ЭВМ и могут быть использованы при проектировании системы управления РТП для получения штейна или аналогичных производств. В результате численного моделирования алгоритмов управления получены различные варианты управляющих воздействий при разных отклонениях значений параметров процесса от заданных.
Анализ работы системы управления позволяет сделать вывод о том, что стабилизация электротехнологического режима на основе выбранного критерия обеспечивает повышение качества функционирования руднотермической печи. Относительная ошибка измерения контролируемых параметров не превышает 6 %.
ЗАКЛЮЧЕНИЕ
Диссертация представляет собой законченную научно-квалификационную работу, в которой содержится новое решение актуальной для металлургии задачи управления процессом плавки медно-никелевого сульфидного сырья в руднотермической печи.
Выполненные автором исследования позволяют сделать следующие выводы:
1. Разработана и реализована в программном продукте математическая модель процесса электроплавки медно-никелевого сульфидного сырья на базе уравнений материально-энергетических балансов, а также электрических характеристик, которая позволяет осуществлять расчет состава продуктов плавки, удельный расход электроэнергии, а также активное сопротивление расплава.
2. Обосновано изменение величины постоянной составляющей напряжения, зависящей от положения рабочего конца электрода относительно уровня ванны, что влияет на развитие дугового режима, на основании чего предложен метод определения начала и окончания перепуска электродов. Это дает возможность управлять процессом перепуска с большей точностью, чем существующие методы.
3. Разработан метод непрерывного контроля уровня расплава с использованием нулевой гармоники фазного напряжения, позволяющий вести процесс при глубине шлаковой ванны, соответствующей технологической инструкции.
4. Разработан способ управления работой руднотермической печи, основанный на непрерывном контроле постоянной составляющей фазного напряжения, который включает в себя прогнозирование обрушений шихты и принятие соответствующих мер по их устранению (заявка на изобретение «Способ управления работой руднотермической печи» № 000 от 01.01.2001 г.).
5. Численное моделирование алгоритмов управления показало, что разработанная система управления на основе модифицированной математической модели обеспечивает заданное распределение энергии в ванне печи, позволяет поддерживать заданное активное сопротивление и уровень расплава. Относительная ошибка измерения контролируемых параметров не превосходит 6 %.
По теме диссертации опубликованы следующие работы:
1. Педро гармонической составляющей с частотой 100 Гц в токе электрода на работу руднотермической печи / , , // «Металлург». М.: Металлургиздат, 2009. №5. – С. 63-66.
2. Педро постоянной составляющей фазного напряжения руднотермических печей для получения фосфора и карбида кальция / , // Записки Горного института. Том 177. – СПб, 2008. – С. 156-160.
3. Васильев система управления руднотермической печью на основе гармонического анализа тока и напряжения электродов // Компьютерное моделирование при оптимизации технологических процессов электротермических производств: Сб. тр. научно-техн. совещ. «Электротермия-2010». – СПб, 2010. – С. 69-72.
4. Педро электродными печами на основе характеристик электрической дуги / , , / под ред. // СПб.: Роза мира, 2009. – 97 с.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
