

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.81
ИЗУЧЕНИЕ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОДУГОВОГО ИСПАРЕНИЯ НА ТЕМПЕРАТУРУ ПОВЕРХНОСТИ КОНДЕНСАЦИИ, ФАЗОВЫЙ СОСТАВ, СТРУКТУРУ И СВОЙСТВА
ПЛЕНОК НА ОСНОВЕ ZrN
, ,
, ,
«Научный центр порошкового материаловедения»
ГОУ ВПО «Пермский государственный технический университет»
Установлены технологические параметры, оказывающие непосредственное влияние на температуру конденсации, фазовый состав, структуру и свойства пленок на основе, получаемых методом электродугового испарения. Проведение технологического процесса в соответствии с оптимальными технологическими параметрами позволило получить износостойкие пленки ZrN, позволяющие в сложных технологических условиях обрабатывать такие сложные материалы, как аустенитные стали, повысить стойкость инструмента из быстрорежущей стали в 1,7 раза и улучшить качество обработанной поверхности.
1. Введение
Одной из особенностей процесса износа при резании является то, что в трении, с одной стороны, участвует постоянная поверхность режущего инструмента (РИ), с другой, - непрерывно обновляющийся слой обрабатываемого материала. Последнее приводит к тому, что на определенный объем инструментального материала действует многократно изменяющаяся нагрузка, причем закономерности изменения нагрузки обусловлены характеристиками контакта. Увеличить сопротивляемость РИ износу в условиях знакопеременных напряжений и адгезионно-усталостных процессов возможно за счет осаждения многослойных износостойких пленок (в дальнейшем пленок), которые разрушаются в основном в результате хрупкого отрыва, а именно лучше сопротивляются разрушению в условиях усталости. За последние десятилетия исследователи добились значительного повышения надежности изделий с пленками, получаемыми различными методами; были выяснены и устранены многие факторы, ухудшающие их потенциальные возможности. Проблема пленок практически решена, однако проблема стабилизации их свойств находится на стадии совершенствования. Для повышения эффективности упрочнения РИ, получения пленок с контролируемой структурой и стабильными свойствами существует необходимость в экспериментальном изучении условий формирования пленок для установления влияния технологических параметров на температуру поверхности конденсации, фазовый состав, структуру и свойства пленок; оптимизации технологического процесса их получения. Формирование пленок на больших площадях подложек из инструментальных материалов возможно преимущественно ионно-плазменными методами. Комплексные структурные и механические исследования пленок, получаемых данными методами, показали, что для упрочнения инструментальных сталей и сплавов, работающих в сложных переменных температурно-динамических условиях, следует использовать пленки на основе соединений тугоплавких металлов с высокой энергоемкостью. Известно, что имеется связь между энергоемкостью последних и их износостойкостью при резании: а именно чем выше энергоемкость соединения, тем выше его износостойкость [1].
Основные цели работы – изучение температурных условий формирования пленок на основе ZrN методом электродугового испарения (ЭДИ); установление влияния технологических параметров на температуру поверхности конденсации, фазовый состав, структуру и свойства получаемых пленок и повышение эффективности обработки аустенитных сталей.
2. Методика проведения эксперимента
В представленной работе для повышения эффективности обработки аустенитных сталей на поверхность режущего инструмента из быстрорежущей стали Р6М5 методом электродугового испарения при различном сочетании технологических параметров осаждали износостойкую пленку на основе ZrN, обладающую высокой энергоемкостью.
Исследуемые пленки были получены последовательным осаждением электродуговым испарением подслоя из Zr и пленки на основе ZrN. Пленки на основе ZrN формировали электродуговым испарением трех однокомпонентных мишеней из Zr в газовой смеси аргона и азота на тестовых образцах из быстрорежущей стали Р6М5 и аустенитной стали 12Х18Н10Т (размеры образцов 10х10х3, 3х3х2) на модернизированной установке УРМЗ.279.048 с автоматическим управлением. Промышленные испытания упрочненных сверл проводились на ремонтном предприятии «Азотхимремонт» (г. Березники).
Переменные технологические параметры:
- ток дуги, А – 80; 90; 100
- напряжение смещения, В – 80; 100; 150; 200; 250
- дистанция подложка –
источник плазмы (расстояние), мм – 270; 300; 330; 360
- соотношение газов
газовой смеси (N2/Ar), % – 90/10; 70/30; 50/50; 30/70
- давление газовой смеси, Па – 0,6; 0,8; 1,0; 1,2; 1,4 Па
Структуру и морфологические особенности формируемых пленок исследовали на атомно-силовом микроскопе Наноскан, сканирующем туннельном микроскопе «Умка, металлографическом оптическом микроскопе «ЕС МЕТАМ РВ-21». Микротвердость композиции пленка-подложка определяли на микротвердомере ПМТ-3 четырехгранной алмазной пирамидой с нагрузкой на индекторе 50 г. Температуру поверхности конденсации в процессе ее осаждения на неподвижную подложку определяли с помощью инфракрасного бесконтактного пирометра «Термикс». Рентгеноструктурный анализ производился с помощью рентгеновского дифрактометра Shimadzu XRD-6000.
3. Изучение влияния технологических параметров на температуру поверхности конденсации, фазовый состав, структуру и свойства пленок на основе ZrN
Температура упрочняемой поверхности РИ является одним из наиболее значимых параметров технологического процесса, с которым в первую очередь связана адгезионная прочность, структура пленки, уровень остаточных напряжений и, соответственно, ее свойства. Известно, что температура поверхности конденсации отличается от температуры в объеме пленки [2]. По данным [3] разность температур составляет сотни градусов, время релаксации температуры – порядка 10-12 с.
Использование автоматизированного вакуумного оборудования для получения пленок методом электродугового испарения позволило получить текстурированные пленки при достаточно низких температурах подложки. Однако представляло большой интерес изучение взаимосвязи фазового состава, структуры и свойств пленок, их ориентаций с изменениями температурных и технологических условий их осаждения.
3.1. Изменение температуры упрочняемой поверхности в процессе предварительной подготовки: ионной очистки и осаждения подслоя Zr
Температура поверхности конденсации определялась в процессе ионной очистки и осаждения подслоя Zr, технологические параметры процессов приведены в табл. 1, на рис. 1, а - показан график зависимости температуры исходной поверхности от продолжительности процессов подготовки поверхности перед осаждением пленки.
Таблица 1
Технологические параметры процесса ионной очистки и осаждения подслоя Zr

а) 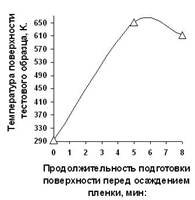 б)
б) 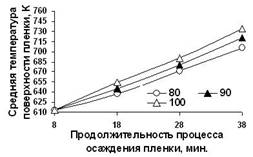
в) 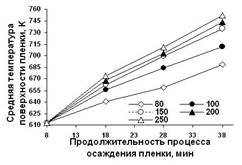 г)
г) 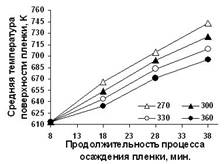
д) 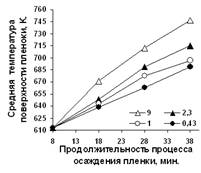 е)
е) 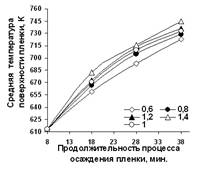
Рис. 1. Изменение температуры поверхности конденсации в процессе: а) 1-5 - ионной очистки, 5-8 – осаждения подслоя Zr; осаждения пленки ZrN при изменении технологических параметров: б) тока дуги; в) напряжения смещения на подложке; г) дистанции подложка - источник плазмы (расстояния); д) соотношения газов газовой смеси N2/Ar, %: 90/10 = 9; 70/30 = 2,3; 50/50 = 1; 30/70 = 0,43; е) давления газовой смеси, Па
Экспериментально установлено, что начальная температура поверхности конденсации с осажденным подслоем Zr составляет 613 К.
3.2. Изучение влияния технологических параметров на температуру поверхности конденсации, фазовый состав, структуру и свойства пленок на основе ZrN
Температура поверхности конденсации определялась каждые 10 мин в течение процесса осаждения (Тпр) пленки. Микротвердость композиции пленка-подложка измерялась после завершения процесса осаждения пленки (Тпр=30 мин).
3.2.1. Изучение влияния тока дуги и направленности потока пленкообразующих частиц на температуру поверхности конденсации, фазовый состав, структуру и свойства пленок на основе ZrN
3.2.1.1. Изучение влияния тока дуги на температурные условия формирования и микротвердость композиции пленка ZrN - подложка
В табл.2 приведены технологические параметры, температура и скорость нагрева поверхности конденсации, микротвердость композиции пленка-подложка, на рис. 1, б и рис. 2, а представлены графики зависимостей температуры поверхности конденсации и микротвердости композиции пленка-подложка от продолжительности процесса осаждения пленки ZrN.
Установлено, что зависимость температуры поверхности конденсации от тока дуги и продолжительности процесса осаждения носит линейный характер. С увеличением продолжительности процесса осаждения пленки температура поверхности конденсации не только поддерживается, но и увеличивается на 90…120 К. Совместное увеличение продолжительности процесса осаждения пленки и тока дуги приводит к увеличению скорости нагрева поверхности конденсации и микротвердости композиции пленка - подложка.
3.2.1.2. Изучение влияния тока дуги на фазовый состав, структуру и свойства пленок на основе ZrN
Металлографическое исследование морфологических особенностей поверхности пленки ZrN, полученной при токе дуги 100 А, Тпр=30 мин на оптическом микроскопе «ЕС МЕТАМ РВ-21», показали, что несмотря на максимальную микротвердость композиции пленка-подложка 23,7 ГПа, на поверхности пленки присутствует большое количество капельной фазы (рис. 3, а). Ухудшение качества упрочняемой поверхности не допустимо для РИ, а максимальная температура ее нагрева до 734 К - для быстрорежущей матрицы. Установлено, что при токах дуги 80 и 90 А микротвердость композиции сформированных пленок и подложки, морфологические особенности поверхности пленки, размер и количество капельной фазы, фазовый состав и структура пленок ZrN практически не отличаются. При указанных технологических условиях и расположении подложки в вертикальной плоскости, перпендикулярной потоку пленкообразующих частиц, формируется монофазная пленка ZrN с ГЦК решеткой симметрии Fm-3m (225) и а = 4.578 Å со столбчатой структурой и преимущественной ориентировкой по (111). На рис. 3, б представлены рентгеновские дифрактограммы пленок ZrN, в табл.3 приведены положения дифракционных максимумов и фазовый состав пленок ZrN на подложках из Р6М5, расположенных в вертикальной плоскости (Iд = 80 А, Iд = 90 А).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
