

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
5. Разработать техническое решение, обеспечивающие выполнение селективной окорки на фрезерных станках.
2. Теоретические исследования процесса разрушения коры при фрезерной окорке древесины
2.1. Математическое моделирование процесса фрезерной окорки древесины. При рассмотрении различных технологий окорки, как с применением окорочных станков строгающего типа для грубой окорки рудничной стойки, так и фрезерных станков с использованием цилиндрической, конической или дисковой фрез, основным моментом в процессе разрушения является механизм взаимодействия ножа с контактной поверхностью коры.
Именно толщина hc слоя коры, срезаемого фрезой за один проход (глубина резания), является тем параметром, от величины которого зависят такие параметры окорки, как величина выпуска ножей hф, средняя сила окорки Fср, скорость подачи бревна vп, высота кинематической волны τк и др.
Однако соотношения для определения указанных параметров учитывают только конструктивные и кинематические особенности режима фрезерования, а собственно материал коры, ее прочностные, упругие и пластические свойства, их изменения в условиях повышения влажности и снижения температуры окружающей среды, т. е. способность сопротивляться механическому воздействию резания в реальных условиях окорки не нашли адекватного отражения.
Глубина резания hc может устанавливаться как с помощью копира-ограничителя, так и за счет выпуска ножей. В первом случае величина hc не зависит от свойств коры и скоростных параметров станка, а во втором hc может превышать hф.
Рассмотрим схему (рис. 1 а) воздействия резцовой части ножа 1, установленного в корпусе 2 на поверхность 3 коры 4 толщиной hк. Будем считать, что нож имеет угол заточки φ1 и взаимодействует с поверхностью 3 под углом резания φ2. Нож 1 действует на поверхность 3 коры с заданной силой Fф, нормальная составляющая которой F в зоне контакта площадью Δs, определяемой параметрами инструмента, создает начальное вертикальное напряжение σо.
В плоской постановке задачи в системе нормальной (вертикальной) z и радиальной (горизонтальной) r координат формируется соответствующее напряженное состояние, предельные компоненты которого приводят к разрушению коры на глубину hc.
Математическая модель разрушения, применительно к схеме, представленной на рис. 1 а, базируется на результатах решения задачи Буссинеска о воздействии острого твердого индентора 1 (конуса, пирамиды, клина) на податливое упругое полупространство 4 (рис. 1 б).
Основными геометрическими параметрами зоны контакта ножа и прилегающего слоя коры являются контактное сближение hо и радиус контактной площадки ao, которые зависят от нормальной статической силы ![]() , угла заточки φ1, коэффициента Пуассона коры ν и ее модуля упругости Е:
, угла заточки φ1, коэффициента Пуассона коры ν и ее модуля упругости Е:
 ;
;  . (1)
. (1)
В этом случае параметр h1, характеризующий удаленность контактной площадки от поверхности 3, будет равен:
 . (2)
. (2)
Произвольный элемент массива 5 в зоне непосредственной близости от ножа 1 на своих главных площадках будет испытывать действия вертикальных σz и горизонтальных σr напряжений.
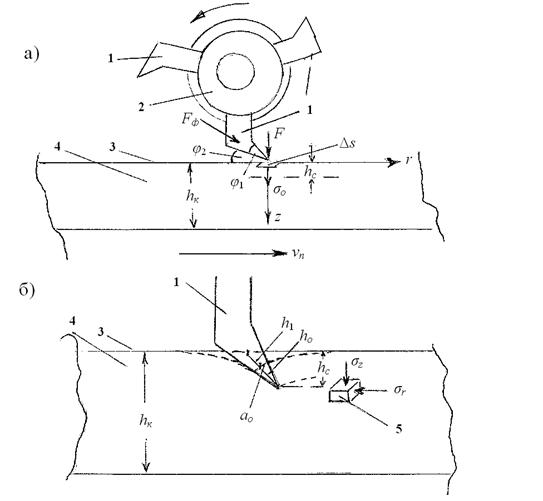
Рис. 1. Схема взаимодействия ножа с корой: а) схема воздействия резцовой части ножа на поверхность коры; б) воздействие острого твердого индентора на податливое упругое полупространство; 1 – нож; 2 – корпус; 3 – поверхность коры; 4 – кора; 5 ‑ элемент массива
Величину напряжений σz определим в виде:
 , (3)
, (3)
где ![]() ; f(ζ,ρ)
; f(ζ,ρ)![]() ‑ двумерная функция безразмерных координат (вертикальной
‑ двумерная функция безразмерных координат (вертикальной  и горизонтальной
и горизонтальной ![]() ):
):
 . (4)
. (4)
Величины b0, b1, α и β, входящие в (4), определяются соотношениями:
 (5)
(5)
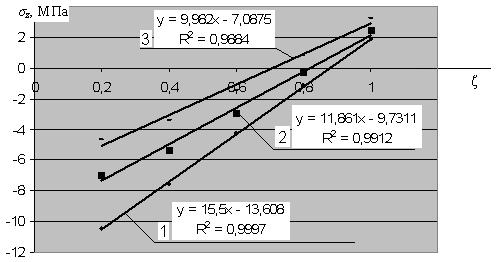
Рис. 2. Зависимость вертикальных напряжений от вертикальной координаты: 1 ‑ ρ= 0,2; 2 ‑ ρ= 0,4; 3 ‑ ρ= 0,6
На рис. 2 представлены результаты расчетов в виде графиков изменения величины σz от вертикальной координаты ζ при трех значениях горизонтальной координаты: ρ=0,2, 0,4 и 0,6. Расчеты выполнены при исходных значениях параметров, соответствующих условиям окорки березы на роторно-фрезерном станке типа ОК-40Б:
Fф=2 кН, Е=300 МПа, ν=0,25, Δs=216∙10 -6, м2, φ1=30о, φ2=40о. (6)
Анализ данных рис. 2 позволяет сделать ряд выводов. Во-первых, все зависимости с высокой степенью точности подчиняются линейному закону. При этом, по мере удаления от точки контакта (с ростом координаты ρ) угол наклона прямых, характеризующий интенсивность изменения напряжений, существенно снижается (на 50‑55% с 15,5 до 9,962). Во-вторых, все графики пересекают ось абсцисс (в данном случае ось ), т. е. сжимающие вертикальные напряжения на определенной глубине трансформируются в растягивающие, причем момент этой трансформации наступает тем раньше, чем более точка контакта удалена в горизонтальном направлении.
Исходя из того, что предел прочности коры на разрыв σр кратно, а в ряде случаев на порядок меньше соответствующей характеристики прочности на сжатие σсж (для березы это соответственно 2,2‑3,5 и 19,2‑20 МПа) ответственными за начало и развитие разрушения коры при воздействии острого индентора следует считать растягивающие напряжения.
Величину горизонтальных напряжений с достаточной степенью точности определим через механизм бокового распора:
 , (7)
, (7)
величину максимальных касательных напряжений τ определим, как:
 . (8)
. (8)
Как показал анализ полученных данных, наблюдаются две устойчивые области напряженно-деформированного состояния коры, в одной из которых действуют преимущественно сжимающие (с отрицательным знаком) касательные напряжения, а в другой ‑ положительные растягивающие. При приближении значений координат к 1 ( ζ→1 и ρ→1) максимальные касательные напряжения достигают и несколько превосходят значения величины σр, что свидетельствует о реализации процесса разрушения массива коры. Таким образом, в качестве критерия разрушения элементарного слоя массива коры принимаем соотношение:
 . (9)
. (9)
Тогда глубина срезаемого слоя коры hc равна:
 (10)
(10)
и для данного примера расчета составляет hc=3,59 мм.
Исследуем влияние соотношения углов заточки и резания на результаты фрезерной окорки березы. Рассчитанная зависимость величины hc от безразмерной величины отношения углов ![]() показала, что, выдерживая силу окорки в диапазоне 1,9‑2,2 кН, при прочих равных условиях с уменьшением угла заточки φ1 при, например, постоянном угле φ2 =40о величина hc существенно возрастает по линейному закону.
показала, что, выдерживая силу окорки в диапазоне 1,9‑2,2 кН, при прочих равных условиях с уменьшением угла заточки φ1 при, например, постоянном угле φ2 =40о величина hc существенно возрастает по линейному закону.
Учитывая установленную величину hc, определим параметры фрезерной окорки: скорость подачи бревна vп, высоту τк и длину lк кинематической волны:
![]() ,
, ![]() ,
, ![]() (11)
(11)
где n ‑ частота вращения ротора; N – количество ножей на одной фрезе; D и d ‑ соответственно исходный диаметр фрезы и ее диаметр в зоне контакта.
В работе были построены зависимости изменения от величины безразмерного параметра ψ следующих параметров окорки: скорости vп, м/с; высоты τк, мм и длины кинематической волны lк, мм. Анализ зависимостей показал, что наибольшее влияние параметр ψ оказывает на изменение величины τк, наименьшее (практически влияние отсутствует) – величины lк.
Известно, что с ростом величины vп качество окорки растет, но до определенного предела, поскольку на повышенных скоростях подачи на поверхности бревна появляются микронеровности в виде кинематических волн, а именно величины τк и lк являются одними из основных критериев качества окорки. При снижении vп ширина полосы фрезерования сужается и производительность станка падает. Таким образом, существует рациональная область изменения vп, обеспечивающая предельно допустимые значения величины τк. Установим зависимость τк(vп), основываясь на их зависимостях от ψ. В общем случае имеем:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
