

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 661.665:621.793.
Применение композитных агломератов на основе WC и TiC, получаемых по электрохимической технологии, для создания износостойких покрытий методом прямого лазерного наплавления
© Вараксин1 Александр Владимирович, Лисин2* Вячеслав Львович,
Костылев1 Виктор Алексеевич, Леонтьев2 Леопольд Игоревич,
Игнатьева2 Елена Викторовна, Шубин2 Алексей Борисович
и Петрова2+ Софья Александровна
1 Общество с ограниченной ответственностью тантала». Ул. Ленина, 131. г. Верхняя Пышма, Свердловская область. 624096. Россия. Тел.: (343) 373-26-46. E-mail: npp-nauka@yandex.ru
2 Лаборатория физической химии металлургических расплавов. Институт металлургии Уральского отделения РАН. Ул. Амундсена, 101. г. Екатеринбург, 620016. Россия.
Тел.: (343) 267-88-94. E-mail: danaus@mail.ru
_______________________________________________
*Ведущий направление; +Поддерживающий переписку
Ключевые слова: карбид вольфрама, карбид титана, лазерная наплавка, металлографический анализ.
Аннотация
Исследована возможность прямого лазерного наплавления композитных агломератов (40-160 мкм) на основе WC и TiC в никель-хромовой матрице, получаемых по электрохимической технологии, и проведено сравнение с промышленно выпускаемым порошком для наплавки фирмы Нoganas 1535‑30. Для исследований брались как чистые композитные порошки, содержащие карбиды тугоплавких металлов, так и их смеси с промышленным порошком 1535-30. Наилучшую геометрию валика лазерной наплавки показала смесь порошков, нанесенная при мощности лазера 1000 Вт и узком фракционном диапазоне с размерами частиц, близкими к 40 мкм. Полученное покрытие имеет наибольшую высоту валика и симметричную форму. Покрытия, полученные из смеси порошков с более широким диапазоном размера частиц (40-100 мкм и 100-160 мкм) имеют некоторую асимметрию, но также не имеют трещин и остаются практически беспористыми. Несмотря на достаточно высокую пористость, наплавки чистых порошков показали повышение твердости относительно чистого 1535-30 в 1.5-2 раза. Сделан вывод о пригодности порошков на основе карбидов тугоплавких металлов, получаемых по электрохимической технологии, для лазерной наплавки с возможностью дальнейшего импортозамещения.
Введение
Одним из возможных вариантов реализации аддитивных технологий является лазерная порошковая наплавка, при которой транспортировка порошка к напыляемой поверхности осуществляется посредством газовых струй, коаксиальных лазерному лучу [1]. Успешная разработка и внедрение в отечественную промышленность мощных волоконных лазеров [2] ставит развитие данной технологии в прямую зависимость от решения проблем импортозамещения и расширения номенклатуры металлических порошков.
Ранее [3] нами был предложен и апробирован алгоритм производства порошковых композитов для использования при изготовлении изделий по аддитивным технологиям, и содержащих индивидуальный карбид или карбиды металлов. В данной работе была исследована возможность лазерной наплавки полученных таким способом композиционных порошков 65%WC+35%ЭИ437 (40-160 мкм) и 80%ЭИ437+20%TiC (100-160 мкм) в сравнении с промышленно выпускаемым порошком для напыления и наплавки фирмы HOGANAS 1535-30, на предмет пригодности их для лазерной наплавки с возможностью дальнейшего импортозамещения. Кроме того, поскольку качество покрытий, полученных лазерной наплавкой, зависит от множества технологических факторов [4], таких как мощность лазера, скорость и объем наплавляемого порошка, его фракционный состав и размер частиц, в работе оценено влияние мощности нанесения и фракционного состава наплавляемых порошков на пористость, трещинообразование и микротвердость полученных покрытий.
Экспериментальная часть
В экспериментах использовался волоконный лазер ЛС-6-К, производства НТО «ИРЭ-Полюс». Для лазерной наплавки использовали композиционные порошки 65%WC+35%ЭИ437 (далее WC+ЭИ437) гранулометрического состава +40-160 мкм и 80%ЭИ437+20%TiC (далее TiC+ЭИ437) размером +100-160 мкм, полученные по электрохимической технологии [5, 6] и агломерированные по схеме «окатывание-рассев-спекание» [3]. Композиты представляли собой: 1) плакированный кобальтом карбид вольфрама в хром-никелевой матрице и 2) плакированный титаном карбид титана в хром-никелевой матрице. В качестве матрицы был взят сплав ЭИ437 (ХН77ТЮР [7]) (табл. 1), из которого путем электролиза [5] был получен порошок соответствующего состава. Состав полученных композиционных порошков представлен в табл. 2. За «эталон» брали промышленный порошок фирмы HOGANAS 1535-30 (табл. 3), предназначенный для лазерного наплавления.
Табл. 1. Химический состав сплава ЭИ437 в вес.% | ||||||||||||||||||||||||
|
Табл. 2. Общий химанализ смеси WC+ЭИ437 в вес.% | Табл. 3. Химический состав сплава HOGANAS 1535-30 в вес.% | ||||||||||||||||||||||||||||||||
|
|
Для проведения экспериментов были приготовлены и наплавлены смеси порошков WC+ЭИ437 разного размера (-40 мкм, +40-100 мкм и +100-160 мкм) с порошком HOGANAS 1535-30 в пропорции 20 / 80 (образцы №3, 5, 7). Помимо этих смесей, была проведена наплавка чистого порошка WC+ЭИ437 размера +40-100 мкм и +100-160 мкм (образцы №4 и №6, соответственно), а также наплавка порошка состава TiC+ЭИ437 с размером частиц +100-160 мкм (образец №8). В качестве эталонного образца была проведена наплавка чистого порошка HOGANAS 1535-30 на стальную подложку (образец №2).
Наплавку плоских пластин из малоугдеродистой стали проводили в 3 слоя. Исключение составил образец с титановым композитом, который наносили в 4 слоя, а также «эталон», который наносили в 2 слоя. В основном наплавку проводили при мощности лазера Р=1000 Вт. Исключением были образцы № 4, №8 и №6. В первых двух нижние два слоя получали при Р=1000 Вт, а верхние - при Р=700 Вт. Образец №6 наплавляли при мощности лазера Р=700 Вт. Для всех образцов скорость перемещения образца составляла V=0.01 м/с, расход порошка – F=16.3 гр/мин, давление защитного газа – 11 л/мин, давление газа с порошком – 6.5 л/мин. В качестве рабочего газа использовался аргон.
Для оценки влияния мощности лазера на качество полученной наплавки была проведена наплавка чистого порошка WC+ЭИ437 с размером частиц +100-160 мкм при мощности лазера Р=600 Вт (образец №21). Состав образцов и условия наплавления представлены в табл.4.
Табл. 4. Состав образцов и условия наплавления | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Для изучения микроструктуры и микротвердости были изготовлены поперечные шлифы наплавленных образцов. Шлифы готовились по стандартным методикам пробоподготовки на оборудовании фирм ‘Struers’ (Дания) и ‘Buehler’ (Германия). После разрезания образец запрессовывался в токопроводящий компаунд, шлифовался и полировался до финишной шероховатости 3 мкм. Металлографический анализ нетравленых шлифов проводился на стереомикроскопе фирмы “Meiji” при увеличениях 10-70 крат и инвертированном оптическом микроскопе Olympus GX-51 (Япония) при увеличениях 50-1500 крат с использованием программы обработки и анализа изображений SIAMS-700. Измерения микротвердости полученного покрытия проводили на микротвердомере Micromet-5103 (Buehler, Германия) по методу Виккерса при нагрузках 100 и 300 г с использованием системы анализа изображений Thixomet Pro (СПбГПУ, Санкт-Петербург).
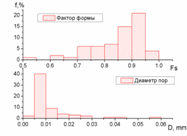
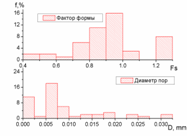
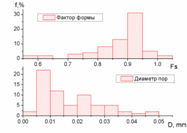
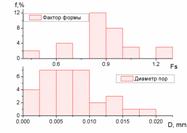
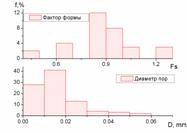
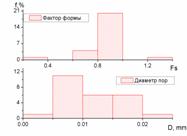
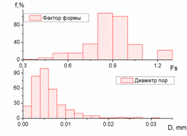
Основными геометрическими характеристиками покрытий, полученных лазерной наплавкой, принято считать высоту наплавки (H), площадь наплавки (Sс), глубину проплавления (L), площадь зоны проплавления (Sm), ширину наплавленного слоя (W), угол наплавки (α) и глубину зоны термического воздействия. Кроме того, для оценки качества полученного покрытия были рассчитаны: коэффициент перемешивания (Kd), пористость покрытия, средний размер пор (Dav), фактор формы наплавки (Fs) и коэффициент изрезанности поверхности наплавки (Kr).
Коэффициент перемешивания рассчитывали как относительное количество подложки, которое подплавилось и перемешалось с наплавляемым порошком Kd=Sm/(Sc+Sm) [4]
Угол наплавки αс рассчитывали из геометрических характеристик наплавки как αс=180-2arctan(2H/W) [4] и сравнивали с данными оптической микроскопии, полученными от правого (αR) и левого (αL) краев наплавки.
Фактор формы пор определяли как отношение периметра эквивалентного по площади круга к периметру поры: Fs=2π1/2S1/2/P, где S – площадь, а P – периметр поры.
Коэффициент изрезанности определяли как отношение периметра круга с диаметром, равным средней проекции, к периметру поры: Kr= πDav/P, где Dav – средняя проекция поры.
Пористость рассчитывали по данным оптической микроскопии как отношение суммарной площади всех пор на покрытии к площади покрытия.
Микроструктуру и локальный фазовый состав наплавок исследовали методом сканирующей электронной микроскопии (СЭМ) в сочетании с энерго-дисперсионным рентгеноспектральным микроанализом (РСМА) на электронном микроскопе Carl Zeiss EVO 40 с приставкой Oxford Instruments Inca X-Act.
Результаты и их обсуждение
Внешний вид наплавленных образцов и их основные геометрические размеры представлены на рис.1. Рассчитанные по ним геометрические характеристики и данные по пористости наплавок приведены в табл.5.
|
|
|
|
|
|
|
|
Рис. 1. Внешний вид образцов: a - №2, б - №3, в - №4, г - №5, д - №6, е - №7, ж - №21, з - №8 |
 а)
а)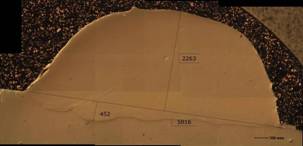 б)
б) в)
в)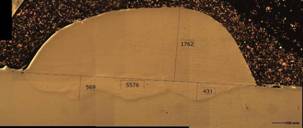 г)
г) д)
д) е)
е)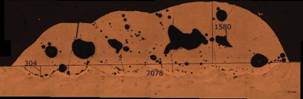 ж)
ж)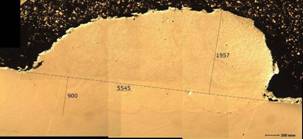 з)
з)Табл. 5. Рассчитанные геометрические характеристики и данные по пористости наплавок | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|




Металлографический анализ показал, что полученные покрытия характеризуются коэффициентом перемешивания наплавляемого порошка и подложки в пределах от 4 до 43% (табл.5). Согласно [4], для получения покрытия высокого качества необходимо, чтобы коэффициент перемешивания составлял 10-30%. Этому условию отвечают образцы №3, 5, 7, 8. Максимальные значения коэффициента перемешивания (35% и 43%) - у покрытий из чистых порошков WC+ЭИ437, полученных при меньшей мощности (образцы №4 и №6, соответственно).
Минимальная зона перемешивания, получена при наплавке «эталонным» порошком, однако при этом форма валика несимметричная (углы наплавки правого и левого краев 118° и 98°, соответственно) и поверхность сильно изрезанная (Kr = 0,803, табл. 5). Это может потребовать дополнительной обработки детали после наплавки и привести к удорожанию технологии. С добавлением порошка, содержащего карбид вольфрама, в этих же технологических условиях удается получить более симметричные и гладкие валики (см. табл. 5). С этой точки зрения, использованные режимы наплавки не подходят для порошков, содержащих карбид титана.
Коэффициент перемешивания возрастает при добавлении к «эталону» исследуемых порошков WC+ЭИ437, это обусловлено тем, что порошковая смесь WC+ЭИ437 лучше поглощает энергию лазерного излучения. При этом коэффициент перемешивания возрастает с увеличением размера зерна исследуемых порошков, как в смеси (№3, 5, 7), так и в чистом виде (№4, 6).
Наилучшую геометрию валика при лазерной наплавке показала смесь порошков №3 с размерами частиц близкими к 40 мкм, и лежащими в узком фракционном диапазоне, нанесенная при мощности лазера 1000 Вт. Полученное покрытие имеет наибольшую высоту валика и симметричную форму, о чем свидетельствует близкий к 1 фактор формы и величина углов наплавки, один из которых равен 120°, а второй (115°) близок к этому значению. Покрытия, полученные из смеси порошков с более широким диапазоном размера частиц (40-100 мкм и 100-160 мкм) имеют некоторую асимметрию, но также не имеют трещин и остаются практически беспористыми.
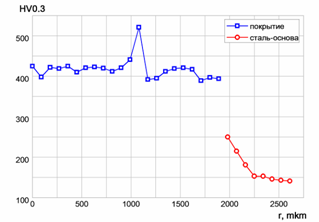
На рис. 2 представлены результаты измерения микротвердости покрытий и стальной основы. В целом данные по коэффициентам перемешивания согласуются с результатами измерения микротвердости изготовленных шлифов покрытий в переходной зоне «покрытие - основа». Учитывая, что микротвердость порошка HOGANAS 1535-30 составляет 310 HV, упрочнение при лазерном наплавлении (измеренная микротвердость «эталонного» образца №2 равна 410 HV) вызвано закалкой. Тем не менее, добавление к порошку HOGANAS 1535-30 20% композита, представляющего собой плакированный кобальтом карбид вольфрама в хром-никелевой матрице приводит к увеличению значения микротвердости наплавленных слоев. Повышение микротвердости покрытий из порошков, содержащих карбид вольфрама, относительно HOGANAS 1535-30 наблюдали во всех случаях кроме обр.№5. Вероятно, это связано с влиянием зоны перемешивания и разбавлением промежуточного слоя материалом основы.
Несмотря на достаточно высокую пористость, наплавки чистых порошков показали повышение твердости относительно чистого 1535-30 в 1,5-2 раза. Максимальные значения микротвердости (до 900 HV) получены на микрошлифе покрытия из порошка WC+ЭИ437, наплавленного при мощности лазера 600 Вт. При этом по всей наплавке присутствуют поры, чем объясняется разброс значений микротвердости по шлифу (рис. 2ж).
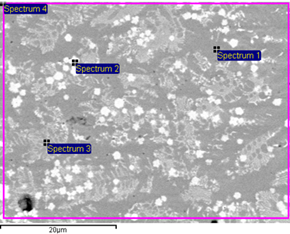
Существенное увеличение твердости покрытий на основе WC в никель-хромовой матрице становится понятным, если провести анализ микроструктуры наплавок. На рис. 3 представлены микроструктура покрытий и локальный химический состав шлифов №3, 4 и 8. При добавлении 20% смеси, содержащей WC, структура покрытия остается дендритной, причем состав светло-серых и более темных участков различается в основном по количеству хрома и никеля. Лазерное наплавление чистого порошка, представляющего собой плакированный кобальтом карбид вольфрама в хром-никелевой матрице, позволяет получить дисперсионно твердеющий сплав (рис.3 б). Концентрация вольфрама в перекристаллизованной обогащенной карбидом фазе, выпавшей при охлаждении (рис.2 б, «белые цветочки», Spectrum 2) превышает среднюю по матричной «серой» фазе (Spectrum 1) в 4 раза.
|
|
|
|
|
|
|
|
Рис. 2. Результаты измерения микротвердости образцов: a - №2, б - №3, в - №4, г - №5, д - №6, е - №7, ж ‑ №21, з - №8 (r - расстояние от верхнего края наплавки) |
 а)
а)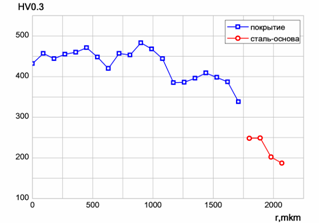 б)
б)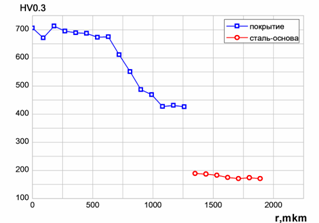 в)
в)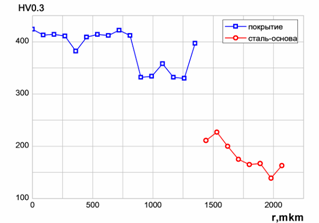 г)
г)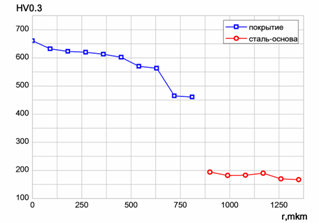 д)
д)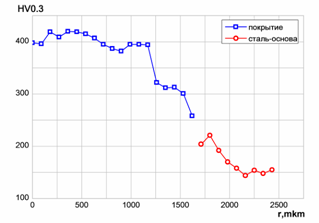 е)
е)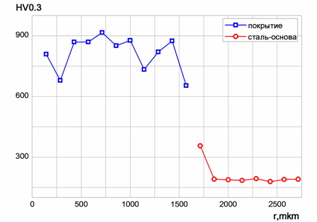 ж)
ж)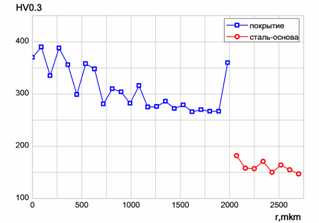 з)
з)
|
а) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
б) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
в) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 3. Микроструктура и локальный химический состав наплавок: а) №3, ув. 2500, б) №4, ув. 5000, в) №8, ув. 5000 |
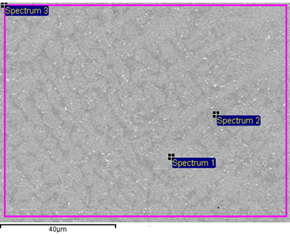
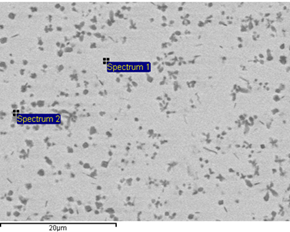
В структуре покрытия, содержащего TiC (рис.3 в), также присутствуют ультрадисперсные включения обогащенные карбидом титана (рис.3 в_Spectrum 2), однако при выбранных условиях наплавления это не приводит к увеличению общей микротвердости покрытия.
Тот факт, что напыление образцов №4, №6 и №21 проводилось при мощности меньше 1000Вт (табл. 4), по-видимому, и может объяснить наличие у них существенной пористости. Общая площадь пор в образце №21 (мощность лазера 600 Вт) составляет несколько процентов, тогда как в валике, наплавленном при мощности 700 Вт, пористость составила 1.2 % (гранулометрический состав и все технологические параметры были одинаковые). На рис. 1 в, д, ж хорошо видно характерное расположение цепочек пор, воспроизводящее форму зоны перемешивания. Причем для образца №4, нижний слой которого наплавлен при 1000 Вт, а верхний - при 700 Вт, зона повышенной пористости смещена к поверхности покрытия в соответствии с изменением мощности.
Пористость возрастает с увеличением размера зерна порошков и при снижении мощности лазера (№ 4, 6, 21). Однако, сравнив данные по пористости для порошков №4 и №6 с данными для образцов №5 и №7, содержащими 80% «эталонного» порошка, можно утверждать, что при сохранении данной тенденции, на пористость также влияют технологические параметры наплавления. С ростом диаметра пор (№21) их форма существенно деформируется (отклоняется от идеальной), в частности, за счет слияния.
В целом, полученные по электрохимической технологии [5,6] и агломерированные по схеме «окатывание-рассев-спекание» [3] порошки удовлетворяют требованиям, предъявляемым к порошкам для лазерной наплавки, и позволяют получать покрытия с улучшенными геометрическими и механическими характеристиками по сравнению с импортными порошками.
Заключение
Исследована возможность прямого лазерного наплавления композитных агломератов (40-160мкм) на основе WC и TiC в никель-хромовой матрице, получаемых по электрохимической технологии. Показано, что данные порошки пригодны для и проведено сравнение с промышленно выпускаемым порошком для наплавки фирмы Нoganas 1535 30. Наилучшую геометрию валика лазерной наплавки показала смесь порошков с размерами частиц в узком фракционном диапазоне близком к 40 мкм, нанесенная при мощности лазера 1000 Вт. Покрытия, полученные из смеси порошков с более широким диапазоном размера частиц (40-100мкм и 100-160мкм) имеют некоторую асимметрию, но также не имеют трещин и остаются практически беспористыми.
Выводы
1. Проведенные исследования показали, что порошки на основе WC и TiC в никель-хромовой матрице, полученные по электрохимической технологии, соответствуют техническим требованиям, предъявляемым к порошкам для лазерной наплавки.
2. Лазерное наплавление агломерированных композиционных порошков, представляющих собой плакированный кобальтом карбид вольфрама в хром-никелевой матрице, позволяет получить дисперсионно твердеющий сплав, т. е. данные порошки могут быть использованы для формирования износостойких покрытий.
Благодарности
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований, грант №13-03-12180_офи. Лазерная наплавка была выполнена на оборудовании НТО «ИРЭ-Полюс». Исследования проводились на оборудовании ЦКП «Урал-М».
Литература
[1] Uchiyama F., Tsukamoto K., Fons P. Three-Dimetional Device Fabrication Using the Laser Spray Process Technique. Proc. ITSC, Japan, Kobe. 1995. P.259-262.
[2] Turichin G. A., Zemlyakov E. V., Pozdeeva E. Yu., Tuominen J., Vuoristo P. Technological Possibilities of Laser Cladding with the Help of Powerful Fiber Lasers. Metal Science and Heat Treatment. 2012. Vol. 54. No.3-4. P.139-144.
[3] , , Петрова композиционных порошков, содержащих карбиды металлов. Бутлеровские сообщения. 2015. Т.43. №8. P.102-110.
[4] De Oliveira U., Ocelik V., De Hosson J. Th. M. Analysis of Coaxial Laser Cladding Processing Conditions. Surface and Coating Technologies. 2005. Vol.195. P.127-136.
[5] , , Петрова наноразмерных и ультрадисперсных порошков металлов и их карбидов электрохимическим способом. Бутлеровские сообщения. 2014. Т.37. №1. P.76-83.
[6] , , Петрова ультрадисперсных и наноразмерных порошков карбидов титана и вольфрама металлами. Бутлеровские сообщения. 2014. Т.37. №1. P.68-751.
[7] http://metallicheckiy-portal. ru/marki_metallov/stj/XH77TYR
