

Аналогично для определения температуры при которой давление насыщенных паров нефти будет удовлетворять ГОСТ Р 51858-2002 производим нагрев нефти на концевой ступени стабилизации до разных температур и по компонентному составу нефти полученному после нагрева до этих температур определяем ДНП, полученные значения сводим в таблицу 3.22.
Таблица 3 22
.Чняидн/7я /7/-/Г7 ппспр> пячряч//пляян//я Hf>rhmu ппи пязпичных лпрмлрпяпи/пяу
т,°с | ДНП, МПа |
35 | 0,098 |
50 | 0,076 |
55 | 0,068 |
58 | 0,065 |
60 | 0,061 |
3.6 Расчет потерь нефти в виде капельной жидкости сжигаемой на
факеле.
|
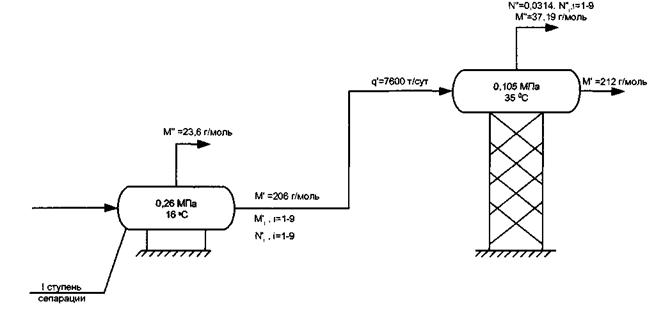
Рис. 7 Расчетная схема для определения потерь капельной жидкости Определяем количество нефтяного газа на ступени стабилизации:
|
|
где |
- количество смеси на ступени стабилизации |
|
|

отсюда
Определяем массовую долю нефтяного газа в системе:

Произведем проверку, воспользуемся молярными массами:

Рассчитаем количество паров нефти в нефтяном газе: Массовая доля паров нефти в нефтяном газе:
|
тогда отсюда
Аналогично считаем потери нефти при увеличении температуры на второй ступени стабилизации до 58 °С и получаем:
|
Суточные потери нефти в виде пара
Поэтому для снижения потерь нефти на выходе газа из сепаратора необходимо использовать низкотемпературную сепарацию, в результате этого пары нефти будут конденсироваться с эффективностью до 98%. Технологическую схему сепарационно-стабилизационных узлов обычно можно выбрать по одному из трех вариантов использования широкой фракции [13], отбираемой при сепарации из предварительно подогретой нефти: 1) однократная конденсация с последующей компрессией, масляной адсорбцией или низкотемпературной конденсацией остаточных газов; 2) фракционированная конденсация с последующей компрессией газового остатка; 3) ректификация газообразной широкой фракции либо ее абсорбция.
На практике процесс фракционированной конденсации осуществляется в виде прямоточной или противоточной конденсации.
Прямоточная конденсация. Во всех сечениях аппарата газ находится в состоянии равновесия с жидкостью и в конце конденсации остаточный газ и полученная жидкость находятся в состоянии фазового равновесия, имея одинаковую температуру (рис 8).
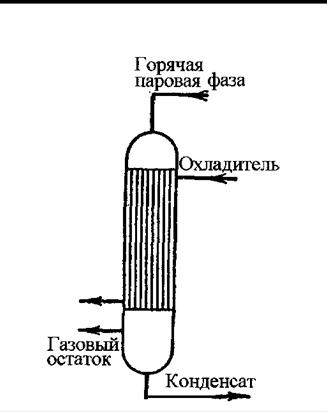
Рис. в. Принципиальная схема процесса прямоточной конденсации
Противоточная конденсация. В отличие от прямоточной при противоточной фракционированной конденсации в любом сечении нет равновесия фаз, что и обусловливает процесс фазового массообмена, заключающегося в переходе высококипящих компонентов из газовой фазы в жидкую, таким образом, последняя обогащается высококипящими компонентами. В результате образуется газовый остаток не сконденсировавшихся углеводородов с предельным максимальным содержанием низкокипящих компонентов (рис.9). Сущность методики технологических расчетов заключается в том, что способом постепенного приближения подбирается такое количество конденсата, чтобы состав его находился в равновесном состоянии с исходным газом, а газовый остаток представляющий разность между исходным газом и конденсатом, имел температуру, которой мы задались.
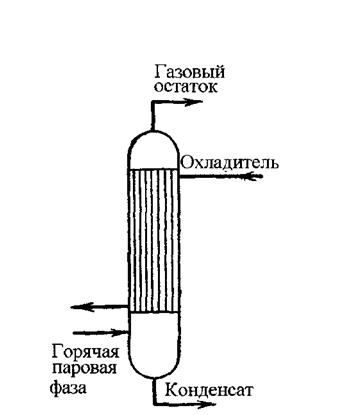
Рис.9. Схема процесса противоточной конденсации
При рассмотрении процессов фракционированной конденсации под степенью извлечения отдельных компонентов подразумевают отношение количества данного компонента, перешедшего в конденсат, к исходному количеству его в поступающей в конденсатор газообразной фракции. При этом обычно пользуются константами равновесия при начальной температуре конденсации, т. е. при входе газа в аппарат, так как считается, что отводимый конденсат находится в состоянии равновесия с входящим газом.
Последовательность технологического расчета фракционированной конденсации можно принять следующей:
1. Выписываем состав исходного газа n" .
2.Выписываем константы равновесия К (для каждого компонента при
заданных температуре точки росы и давлении), если образующий сяконденсат в нижней части аппарата оказывается в равновесии споступающим газом. Для переохлажденного конденсата выписываем константы равновесия К компонентов для заданного давления и средней арифметической температуры конденсации.
3.Задаемся извлечением любого компонента, принятого за ключевой с0.
4. Определяем степень извлечения остальных компонентов, входящих
|

в состав исходного газа, по уравнению
5. Определяем количество сконденсировавшихся углеводородов, зная
величины сх всех компонентов, произведением
![]()
д., т. е. общее количество и состав газа.
6.Определяем количество каждого компонента в газовой фазе, общее
количество и состав газового остатка, отходящего на последующее
компримирование.
Проверяем заданную температуру остаточного газа на выходе из
конденсата. Для этого выписываем:
|
а) количество каждого компонента в остаточном газе
б) значения константы равновесия к каждого компонента в остаточном газе;
|
в) по полученным данным вычисляем величины
Полученные
|
тождества уравнений
свидетельствуют о соответствии
температуры остаточного газа заданной.
В остальном весь расчет трапа-стабилизатора сводится к определению поверхности вертикального или горизонтального трубчатого конденсатора-холодильника (составляются материальный и тепловой балансы, в результате чего определяются количество тепла, которое необходимо отнять от парогазовой смеси в конденсационной части, и коэффициенты теплопередачи), диаметра и объема эвапорационного пространства аппарата.
В практике иногда вместо трубчатого конденсатора применяют скрубберные аппараты (для осуществления той же фракционированной конденсации) с непосредственным контактом охлаждаемого газа с хладоносителем после его впрыскивания в скрубберное пространство.
Ректификация полученной при сепарации нефти газообразной фракции
Разновидности приведенной схемы могут быть следующие.
1. Однократная конденсация испарившейся газообразной фракции с ректификацией образовавшегося при этом конденсата. По этой схеме нефть после обезвоживания и обессоливания дополнительно подогревается до 200 °С, а затем подвергается однократному испарению. Испарившаяся
63
фракция конденсируется, газ отводится на ГБЗ или компрессорные станции, а конденсат насосами подается на ректификацию. С низа ректификационной колонны жидкая фракция возвращается в нефть с установки на восполнение утраченного ею бензинового потенциала, а с верха парогазовая часть проходит конденсаторы-холодильники, конденсируется (частично или полностью в зависимости от принятого режима). Часть образовавшегося конденсата отводится с установки, а другая часть подается на орошение колонны для поддержания температуры ее верха. Газовый остаток отводится в газосборные сети установки или промысла.
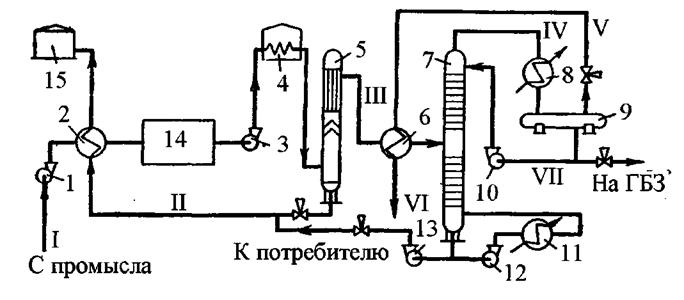
Рис. 10. Принципиальная технологическая схема установки по подготовке нефти при стабилизации однократным испарением с ректификацией газового остатка: 1, 3, 10, 12, 13 - насосы; 2, 6 - теплообменники; 4 - подогреватели; 5 - трап-сепаратор; 7 - ректификационная колонна; 8 - конденсаторы-холодильники; 9 - емкость-сепаратор; 11 - подогреватель; 14 - блок обезвоживания и обессоливания; 15 - товарные резервуары; I - сырая нефть; II - стабильная нефть; III -газовый остаток; IV - парогазовая смесь; V - газ; VI - тяжелый остаток колонны; VII - нестабильный бензин
2. Другая схема, разработанная в институте Гипровостокнефть, очень проста и представляется в следующем виде. Нефть после обезвоживания и обессоливания при 100 - 110 °С проходит однократное испарение. Газовая фаза из колонны однократного испарения проходит конденсацию. Образовавшийся конденсат возвращается в нефть, а газовый остаток
64
компримируется и охлаждается. Образовавшийся при этом конденсат отводится в специальные емкости, а газ - в газосборные сети.
Другой разновидностью описанной схемы следует считать, когда вместо ректификационной колонны в установку вводится абсорбционная колонна. Абсорбционный способ извлечения тяжелых фракций из газовых смесей в настоящее время широко распространен на объектах нефтегазоперерабатывающей промышленности и может с успехом использоваться при стабилизации нефтей по одному из приведенных вариантов. Возможность применения данного способа еще более очевидна, если учесть, что в качестве абсорбента можно использовать и получаемую стабильную нефть. Технологическая схема установки стабилизации нефти с абсорбцией широкой фракции будет следующей. Нефть, прошедшая обезвоживание и обессоливание (рис.11), поступает в подогреватель 4, нагревается до 120 - 160 °С, а затем с давлением 0,6 - 0,1 МПа поступает в трап-стабилизатор 5.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 |
