


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
63. Материал шпилек (болтов) выбирается с коэффициентом линейного расширения, близким по значениям коэффициенту линейного расширения материала фланца. Разница в значениях коэффициента линейного расширения не более 10 %. Применение сталей с различными коэффициентами линейного расширения (более 10%) допускается в случаях, обоснованных расчетом на прочность.
64. Допускается применять гайки из сталей перлитного класса на шпильках (болтах), изготовленных из аустенитной стали, если это предусмотрено НТД.
65. В случае изготовления крепежных деталей холодным деформированием они подвергаются термической обработке.
66. Отливки стальные применяются в термообработанном состоянии. Проверка механических свойств отливок проводится после термообработки.
67. Для неметаллических материалов, применяемых для изготовления сосудов, проверяется их совместимость с рабочей средой в части коррозионной стойкости и нерастворимости (изменении свойств) в рабочем диапазоне температур. Среда, для которой предназначен сосуд, указывается в паспорте на сосуд.
Применение неметаллических материалов допускается с разрешения уполномоченного органа в области промышленной безопасности на основании экспертного заключения аттестованной организации.
68. Для металлопластиковых сосудов материал герметизирующего слоя (лейнера) выбирается таким образом, чтобы при испытании сосуда пробным давлением в материале отсутствовали пластические деформации. Методики расчета напряженно-деформированного состояния сосуда и экспериментального определения остаточных деформаций согласовываются с аттестованной конструкторской организацией.
69. Материалы наполнителя и связующего, применяемые для изготовления сосуда, имеют гарантированные сроки использования, которые указываются в сертификате на эти материалы.
70. Чугунные отливки из высокопрочного чугуна термически обрабатываются.
71. Необходимость термической обработки резьбы, изготовленной методом накатки, регламентируется НТД.
6. Изготовление, реконструкция, монтаж, наладка и ремонт
72. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов и их элементов выполняются аттестованными организациями, располагающими техническими средствами, необходимыми для качественного выполнения работ.
73. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов выполняются в соответствии с требованиями настоящего технического регламента и НТД.
74. Изготовление, реконструкция, монтаж, наладка и ремонт сосудов или их отдельных элементов проводятся по технологии, разработанной до начала работ организацией, их выполняющей.
75. При изготовлении, реконструкции, монтаже, наладке и ремонте применяется система контроля качества (входной, операционный и приемочный), обеспечивающая выполнение работ в соответствии с требованиями настоящего технического регламента и НТД.
Порядок проведения входного контроля неметаллических материалов, из которых изготовляются силовые элементы конструкции сосуда, согласовывается с аттестованной конструкторской организацией.
76. Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических отбортованных элементов днищ, сферических днищ, изготовленных из листов и поковок, не более ±1% номинального диаметра.
Относительная овальность в любом поперечном сечении не более 1%. Величина относительной овальности определяется по формулам (1) и (2):
1) в сечении, где отсутствуют штуцера и люки:
![]() (1)
(1)
2) в сечении, где имеются штуцера и люки:
 (2)
(2)
где, Dmax, Dmin - соответственно наибольший и наименьший наружные (внутренние) диаметры сосуда, мм;
d - внутренний диаметр штуцера или люка, мм
Величину относительной овальности для сосудов с отношением толщины стенки обечайки к внутреннему диаметру 0,01 и менее допускается увеличить до 1,5%.
Относительная овальность для элементов сосудов, работающих под наружным давлением, не более 0,5%.
77. Увод (угловатость) f кромок в сварных швах не более f = 0,1s + 3 мм, но не более соответствующих величин, указанных в таблице 3 для элементов сосудов (рисунок 1).

Рисунок 1. Увод (угловатость) кромок в сварных швах
Таблица 3
Максимальный увод (угловатость) кромок в стыковых швах, мм | ||||
обечаек | шаровых резервуаров и днищ из лепестков | конических днищ | ||
независимо от D | D < 5000 | D > 5000 | D < 2000 | D > 2000 |
5 | 6 | 8 | 5 | 7 |
D - внутренний диаметр, мм. |
78. Смещение кромок b листов (рисунок 2), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не более b = 0,1s, но не более 3 мм.
Смещение кромок в кольцевых швах, за исключением швов, выполняемых электрошлаковой сваркой, не более величин, приведенных в таблице 4. Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не более 5 мм.
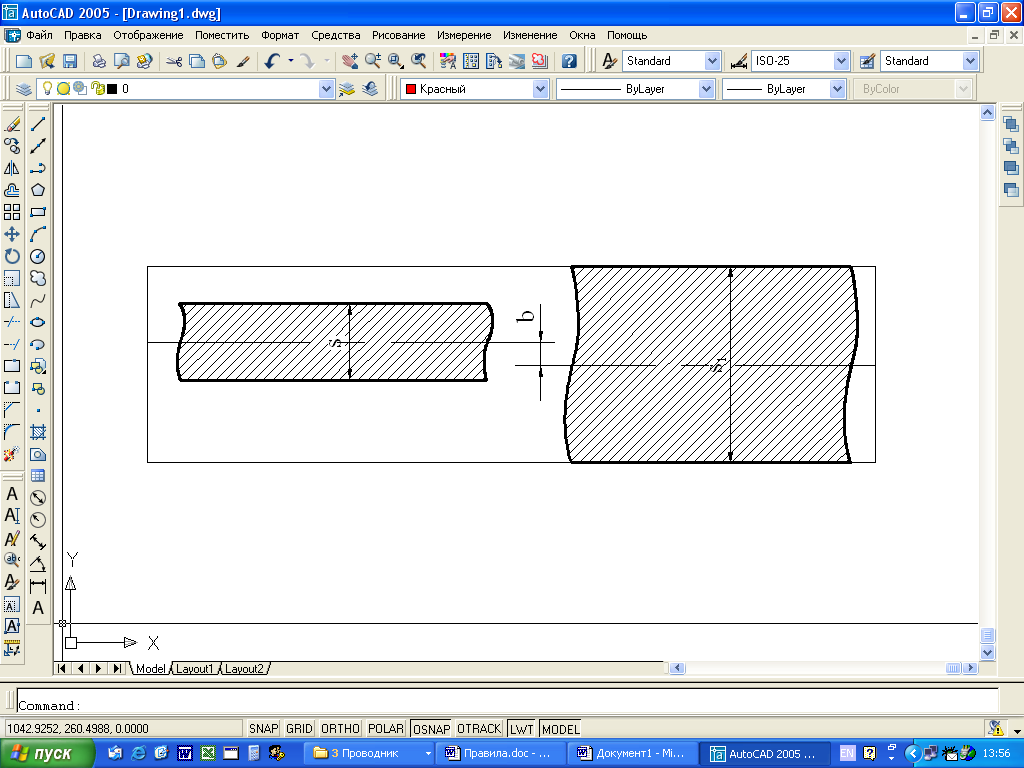
Рисунок 2. Смещение кромок листов
Таблица 4
Толщина свариваемых листов s, мм | Максимально допустимые смещения стыкуемых кромок в кольцевых швах, мм | |
на монометаллических сосудах | на биметаллических сосудах со стороны коррозионного слоя | |
До 20 | 0,1s +1 | 50 % толщины плакирующего слоя |
Свыше 20 до 50 | 0,15s, но не более 5 | |
Свыше 50 до 100 | 0,04s + 3,5 | 0,04s + 3, но не более толщины плакирующего слоя |
Свыше100 | 0,025s + 5, но не более 10 | 0,025s + 5, но не более 8 и не более толщины плакирующего слоя |
Примечание: При условии наплавки на стыкуемые поверхности с уклоном 1:3 для сварных соединений, имеющих смещение кромок более 5 мм. |
79. Смещение кромок в стыковых сварных соединениях труб не более величин, приведенных в таблице 5.
Таблица 5
Толщина стенки трубы s, мм | Максимально допустимые смещения кромок, мм |
До 3 | 0,2s |
Свыше 3 до 6 | 0,1s +0,3 |
Свыше 6 до 10 | 0,15s |
Свыше 10 до 20 | 0,05s + 1 |
Свыше 20 | 0,1s, но не более 3 |
80. Допуски, не указанные в настоящем техническом регламенте, соответствуют требованиям НТД.
81. При изготовлении, монтаже, ремонте сосудов применяется технология сварки, аттестованная в соответствии с требованиями настоящего технического регламента.
82. Для выполнения сварки применяются исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований НТД.
83. К производству сварочных работ допускаются сварщики, прошедшие обучение, и проверку знаний в соответствии с законодательством Республики Казахстан в области промышленной безопасности и имеющие личное клеймо.
Сварщики производят сварочные работы тех видов, которые указаны в их удостоверении.
84. Сварщик, впервые приступающий в данной организации (монтажном или ремонтном участке) к сварке изделий, работающих под давлением, независимо от наличия удостоверения, перед допуском к работе проходит проверку путем сварки и контроля пробного сварного соединения. Конструкцию пробных сварных соединений, методы и объем контроля качества сварки этих соединений устанавливает руководитель сварочных работ.
85. Руководство работами по сборке сосудов и их элементов, сварке и контролю качества сварных соединений возлагается на специалиста, прошедшего подготовку в соответствии со статьей 12 Закона Республики Казахстан от 3 апреля 2002 года «О промышленной безопасности на опасных производственных объектах».
86. Сварные соединения элементов, работающих под давлением, с толщиной стенки более 6 мм маркируются (клеймятся). Система маркировки указывается в производственной НТД.
Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями НТД. Способ маркировки исключает наклеп, подкалку или недопустимое утонение толщины металла и обеспечивает сохранность маркировки в течение всего периода эксплуатации изделия.
Если все сварные соединения данного изделия выполнены одним сварщиком, то маркировка каждого сварного соединения не производится. В этом случае клеймо сварщика ставят около фирменной таблички или на другом открытом участке изделия и место клеймения заключают в рамку, наносимую несмываемой краской. Место клеймения указывается в паспорте изделия.
Если сварное соединение выполнялось несколькими сварщиками, то на нем проставляются клейма всех сварщиков, участвовавших в его выполнении.
87. Перед началом сварки проверяется качество сборки соединяемых элементов, состояние стыкуемых кромок и прилегающих к ним поверхностей. При сборке не допускается подгонка кромок ударным способом или местным нагревом.
88. Сварочные материалы, применяемые для сварки сосудов, соответствуют требованиям технического регламента, НТД, что подтверждается документом организации-изготовителя.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
