
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для составления методики определения параметра нелинейного закона фильтрации пропиточной жидкости расчетные данные о положении фронта пропитки от времени аппроксимированы в виде степенной зависимости:
| (11) |
где обозначено: A0, A1 – некоторые постоянные для заданных параметров процесса пропитки коэффициенты.
Интерес представляет коэффициент A1, поскольку именно он определяет качественный вид зависимости положения фронта пропитки от времени пропитки образца древесины (рисунок 4). Статистическая обработка полученных значений позволила составить следующее уравнение для определения коэффициента A1 в формуле (11) для положения фронта пропитки древесины в зависимости от времени пропитки при различных значениях параметра нелинейного закона фильтрации пропиточной жидкости:
| (12) |

Предлагаемая методика определения параметра нелинейного закона фильтрации заключается в следующем. Поскольку формула (12) получена путем аппроксимации расчетных данных при определенных значениях параметра n, можно решить и обратную задачу: построить зависимость значений показателя n от значения A1:
| (13) |

Тогда для определения параметра нелинейного закона фильтрации по экспериментальной кривой пропитки образца древесины нужно вначале по результатам экспериментов построить зависимость положения фронта пропитки от времени в виде функции (11), а затем, после подстановки значения A1 в уравнение (13), определить, какому значению параметра n соответствует рассчитанное значение A1.
3. Методика проведения экспериментальных исследований
Экспериментальные исследования центробежной пропитки мягколиственных пород древесины в условиях нелинейного закона фильтрации пропиточной жидкости проводились в лаборатории кафедры Технологии лесозаготовительных производств СПбГЛТУ им. Кирова.
К контролируемым независимым параметрам относились: порода древесины, использовавшейся при проведение экспериментов; геометрические параметры экспериментальных образцов (сечение 45х45 мм, длина 330 мм); температура пропиточных составов, использовавшихся при проведении опытов (20 0С); уровень пропиточной жидкости в емкости (металлический цилиндр), где размещались экспериментальные образцы (300 мм).
Для пропитки использовались следующие пропиточные составы: 10-% водный раствор хлорида калия (плотность с = 1063 кг/м3, контролировалась при помощи ареометра); 2-% водный раствор тетрабората натрия (буры) (плотность с = 1024 кг/м3, контролировалась при помощи ареометра); креозот (плотность с = 1073 кг/м3, контролировалась при помощи ареометра);
Уровни и интервалы варьирования управляемых параметров при проведении экспериментов представлены в таблице 2.
Таблица 2. Уровни и интервалы варьирования управляемых параметров
Фактор | Обозн. | Ед. изм. | Значение при соответствующем уровне варьирования | Интервал варьирования, Д | ||
-1 | 0 | 1 | ||||
Влажность образца | W | % | 10 | 40 | 70 | 30 |
Частота вращения ротора центрифуги | N | об/мин | 450 | 600 | 750 | 150 |
Суммарное время пропитки | t | с | 30 | - | 630 | 30 |
При проведении исследований процесса центробежной пропитки древесины использовалась экспериментальная установка кафедры Технологии лесозаготовительных производств, схема представлена на рисунке 9а, б.
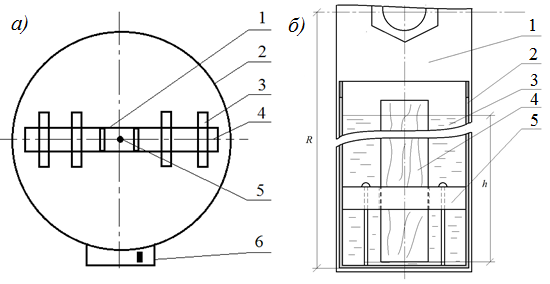
Рисунок 6:
а - Схема экспериментальной установки: 1 – карусель; 2 – корпус; 3 - крепежные полукольца; 4 – пропиточная емкость; 5 – ось вращения; 6 – пульт управления;
б - Схема размещения образца в емкости: 1 – карусель; 2 – пропиточная емкость; 3 – пропиточная жидкость; 4 - образец древесины; 5 – корсет;
Суть проводимых опытов заключалась в следующем.
После определения массы и влажности образца, экспериментальный образец древесины 4 (рисунок 6б) размещался в пропиточной емкости 2. Образец фиксировался в емкости при помощи корсета 5. Емкость заполнялась пропиточной жидкостью 3 до уровня 300 мм, герметично закрывалась крышкой (на рисунке условно не показана). Далее емкость с образцом древесины закреплялась на платформе центрифуги 1 (рисунок 6а) при помощи хомутов 3.
Включался привод установки, после выхода на установившийся режим вращения (в среднем 4-5 с) образец пропитывался в течение 30 с. Далее образец древесины извлекали из пропиточной емкости и взвешивали, после этого образец вновь помещался в пропиточную емкость и вновь подвергался пропитке (30 с в установившемся режиме вращения); пропитку и взвешивание образцов древесины проводили до тех пор, пока суммарное время пропитки в установившемся режиме вращения платформы центрифуги не достигало 630 с (всего 21 цикл пропитка-взвешивание. Число повторений каждого опыта равнялось пяти.
По полученным данным о массе пропиточной жидкости, поглощенной образцом древесины, при помощи метода наименьших квадратов строились корреляционные уравнения вида:
| (14) |
Далее по средним значениям показателя A1 с использованием полученной в главе 2 зависимости (13) определяли значение параметра закона фильтрации n.
После составления уравнений регрессии для параметра n нелинейного закона фильтрации переходили к определению функции f(K, n) в выражении для скорости фронта центробежной пропитки (2). После подстановки выражения для скорости фронта пропитки в формулу для определения времени в зависимости от положения фронта пропитки, получим:
| (15) |
Тогда при известном значении параметра n численное значение функции f(K, n) определится так:
| (16) |
Для расчетов по формуле (16) использовалось значение параметра n, полученное из регрессионных зависимостей вида (15). Величины s и h в расчетах постоянны (0,5 и 0,3 м соответственно), плотность пропиточной жидкости и угловая скорость платформы центрифуги принималась в соответствии с номером опыта, результаты которого обрабатывали.
При определении значения aф использовано допущение о равномерности распределения пропиточной жидкости во внутреннем пространстве древесного образца, а также результаты выполненных ранее экспериментальных исследований устанавливающие степень заполнения Q свободного внутреннего пространства древесины при центробежной пропитке (77 и 72 % для осины и березы соответственно), тогда:
| (17) |
где С – пористость образца при заданной влажности; с – плотность образца; сдв – плотность древесинного вещества; F – площадь поперечного сечения образца.
Расчеты по формуле (16) проводились при всех замеренных значениях прироста массы в каждом опыте, после чего определялось среднее арифметическое значение полученного после интегрирования числа для каждого опыта при определенной породе древесины и пропиточной жидкости. После этого строилась регрессионная зависимость следующего вида:
| (18) |
где K – линейный коэффициент закона фильтрации пропиточной жидкости; С0 – некоторый постоянный численный коэффициент.
4. Результаты теоретических и экспериментальных исследований
Экспериментальные исследования были проведены исходя из методики, изложенной в главе 3 настоящей работы.
После обработки данных о массе впитанной образцом жидкости с использованием формул (13), (14), (15), (16) – (18) составлены следующие уравнения регрессии для определения параметров нелинейного закона фильтрации пропиточной жидкости:
- осина, 10 % раствор хлорида калия: |
| (19); |
| (25) |
- осина, 2 % раствор буры |
| (20); |
| (26) |
- осина, креозот |
| (21); |
| (27) |
- береза, 10 % раствор хлорида калия: |
| (22); |
| (28) |
- береза, 2 % раствор буры |
| (23); |
| (29) |
- береза, креозот |
| (24); |
| (30) |
где P – давление жидкости на уровне погруженного торца образца [атм.].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
