

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
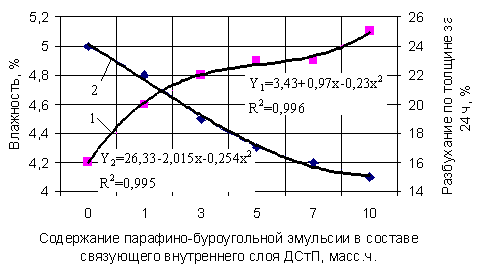
Результаты поисковых исследований влияния характеристик эмульсии на качественные показатели древесностружечных плит представлены на рис.7
а) б)
Рисунок 7 – Зависимость физических (а) (влажность (1), разбухание по толщине за 24 ч (2)) и механических (б) (пределов прочности при изгибе (1), при растяжении перендикулярно к пласти плиты (2))
показателей древесностружечных плит от содержания эмульсии в связующем внутреннего слоя
Анализ представленных на рис. 7 зависимостей позволяет сделать заключение, что увеличение содержания эмульсии во внутреннем слое до 5-7 м. ч. приводит к возрастанию влажности плит, что, обуславливает повышение пластичности древесного вещества. Наличие в макромолекулах эмульсии карбоксильных групп улучшает адгезионное взаимодействие клеевой композиции с компонентами древесины. Увеличение поперечных связей в модифицированном связующем дает нам основание для предположения о возможном повышении когезионной прочности связующего, что подтверждается прочностными характеристиками готовых плит.
Выдвинутые теоретические предположения и результаты поисковых экспериментальных исследований дают основание для использования парафино-буроугольной эмульсии в составе связующего внутреннего слоя для нейтрализации кислотности некондиционного сырья. Однако, требуется проведение дополнительных экспериментальных исследований по разработке режимов производства плит, соответствующих по качеству требованиям стандартов.
В третьей главе изложены методики проведения экспериментальных исследований, представлены характеристики применяемых веществ и материалов, методов и средств измерения, применяемого оборудования и приборов, расчетные формулы и уравнения. Физико-химические свойства карбамидоформальдегидных смол и клеев на их основе такие как: водородный показатель рН, время желатинизации при 100°С, условная вязкость (по ВЗ - 246) определялись по методикам, приведенным в ТУ 2221-870-55778270-2009 «Смолы карбамидоформальдегидные для материалов на основе древесины марки «Карбона». Технические условия», испытания древесностружечных плит с целью определения их физико-механических показателей осуществляли в соответствии с действующим ГОСТ 10632-2007 «Плиты древесностружечные. Технические условия». Спектральное ИК-исследование проводилось в соответствии с инструкцией к прибору с Фурье-преобразованием модели IRPrestige-21 производства SHIMADZU (Япония)
Результаты экспериментальных исследований обрабатывали методами математической статистики.
В четвертой главе представлены результаты экспериментальных исследований по определению возможности использования некондиционного сырья в производстве древесностружечных плит.
На лабораторном прессе изготавливались плиты с размерами 300x400x17,5 мм, для испытаний использовалась только средняя часть образца. Плиты изготовливались при расходе связующего 12-14% к массе стружки по сухому веществу для различных слоев. Порода древесины: 100% сосна. Продолжительность прессования варьировалась от 0,23 до 0,29 мин./мм. Температуру плит пресса варьировали на уровнях: 180, 190, 2000С.
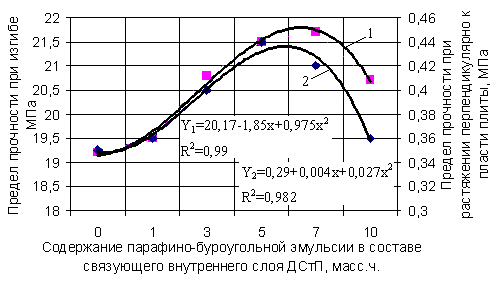
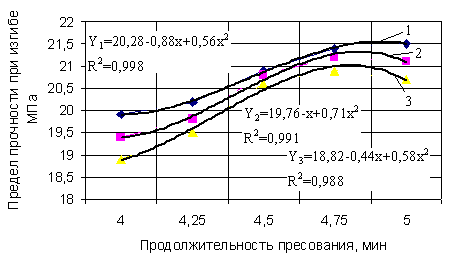
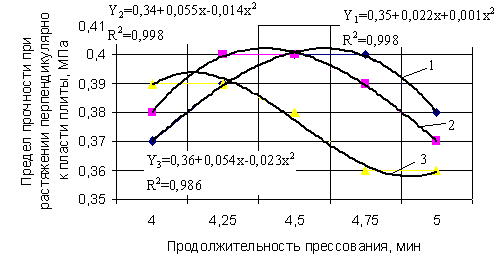
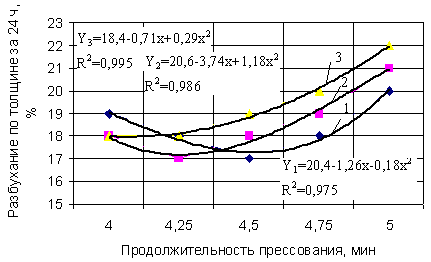
На рис. 8 представлены зависимости физико-механических характеристик древесностружечных плит, изготовленных на модифицированном связующем от продолжительности прессования с использованием кондиционной древесины при варьировании температуры от 180 до 2000С.
Согласно анализа полученных зависимостей максимальная прочность ДСтП при растяжени перпендикулярно к пласти плиты достигается при температуре прессования 1800С за 4,5-4,75 мин., при 1900С - за 4,25-4,5 мин., при 2000С – за 4,0-4,25 мин. Такая же тенденция наблюдается и для параметра разбухание по толщине за 24 ч. Для прочности ДСтП при изгибе эта тенденция слабо выражена.
а) б)
в)
Рисунок 8 – Зависимость пределов прочности ДСтП при изгибе (а) и растяжении перпендикулярно к пласти плиты (б), разбухания по толщине за 24 ч (в) от продолжительности прессования при различной температуре плит пресса: 1 – 1800С, 2 – 1900С, 3 – 2000С.
Продолжительность прессования при стандартном сырьевом составе и стандартной композиции связующего составляет 0,27 мин/мм. При изготовлении ДСтП на модифицированном связующем требуемая прочность плит достигается при продолжительности прессования на 0,02-0,03 мин/мм меньше и составляет 0,24-0,25 мин/мм. Объясняется это повышением реакционной способности связующего и образованием новых функциональных групп, что в конечном итоге обеспечивает ускорение процесса отверждения и рост прочности. Т. е. взаимодействие функциональных групп связующего и древесины и между собой, процесс
сшивания полимера с одновременным ростом макромолекулы и образованием трехмерной сетки протекает несколько быстрее. Это говорит о большей разветвленности цепей и достаточном количестве поперечных связей между реакционноспособными группами модифицированного связующего с древесным веществом и друг с другом, образующихся еще до процесса прессования.
В этой главе приведены также результаты многофакторного эксперимента по исследованию влияния основных технологических параметров и составов стружечно-клеевых композиций на качественные показатели древесностружечных плит.
Для разработки математической модели процесса с количественными факторами, проверки ее адекватности и для оценки влияния на процесс каждого варьируемого фактора, использован регрессионный анализ.
В качестве выходных величин были приняты качественные показатели готовой продукции:
![]() - предел прочности ДСтП при изгибе (
- предел прочности ДСтП при изгибе (![]() ), МПа;
), МПа;
![]() - предел прочности ДСтП при растяжении перпендикулярно к пласти плиты (
- предел прочности ДСтП при растяжении перпендикулярно к пласти плиты (![]() ), МПа;
), МПа;
![]() - разбухание ДСтП по толщине за 24 ч. (t), %.
- разбухание ДСтП по толщине за 24 ч. (t), %.
Интервалы и уровни варьирования параметров отражены в таблице 2
Таблица 2 - Переменные факторы и уровни их варьирования
Наименование фактора | Код. обозн-е | Ниж. уровень | Основ. уровень | Верх. уровень | Интерв. варьирования |
1 | 2 | 3 | 4 | 5 | 6 |
Состав стружечной композиции внутреннего слоя ДСтП: стружка из некондиционного сырья/стружка-отход от оцилиндровки /стружка из щепы марки ПС, %/%/% |
| 5/35/60 | 20/20/ 60 | 35/5/60 | 15/15/60 |
Содержание парафино-буроугольной эмульсии в связующем внутреннего слоя, изготовленной при соотношении компонентов 60/40 , м. ч. |
| 3 | 6 | 9 | 3 |
Продолжительность прессования, |
| 4 | 4,5 | 5 | 0,5 |
С целью установления степени влияния варьируемых технологических факторов на физико-механические показатели древесностружечных плит по плану Бокса получены математические модели параметров технологического процесса производства ДСтП, которые после оценки значимости коэффициентов регрессии имеют следующий вид:
1) для математического описания прогнозирования прочности древесностружечных плит при изгибе:
![]() (1)
(1)
2) для математического описания прогнозирования прочности древесностружечных плит при растяжении перпендикулярно к пласти плиты:
![]() (2)
(2)
3) для математического описания прогнозирования разбухания древесностружечных плит по толщине за 24 ч.:
![]() (3)
(3)
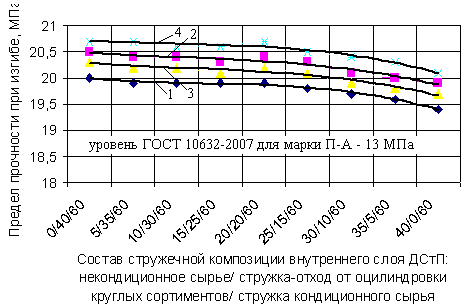
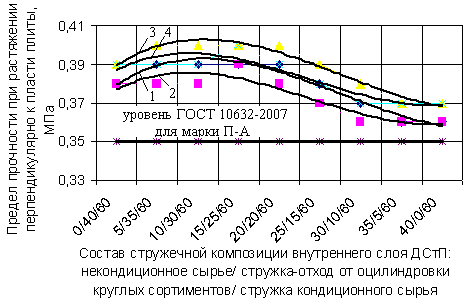
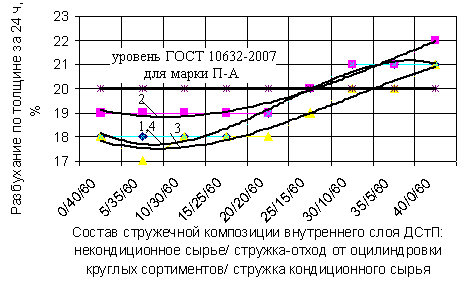
Результаты экспериментов от состава стружечной композиции внутреннего слоя представлены на рис. 9, от продолжительности прессования - на рис. 10
а) б)
в)
Рисунок 9- Зависимость пределов прочности ДСтП при изгибе (а) и при растяжении перпендикулярно к пласти плиты (б), разбухания по толщине за 24 ч (в) от состава стружечной композиции внутреннего слоя при различном содержании парафино-буроугольной эмульсии в связующем внутреннего слоя и различной продолжительности прессования: 1 –3 м. ч., 0,24 мин/мм; 2 –3 м. ч., 0,27 мин/мм; 3 – 6 м. ч., 0,24 мин/мм; 4 – 6 м. ч., 0,27 мин/мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
