

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 а) б)
а) б)
в)
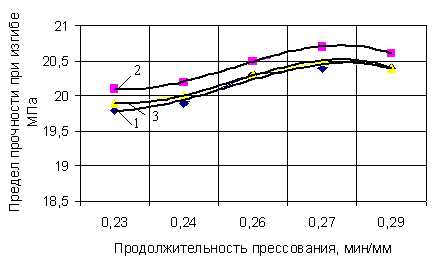
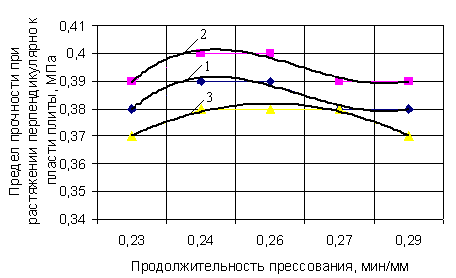
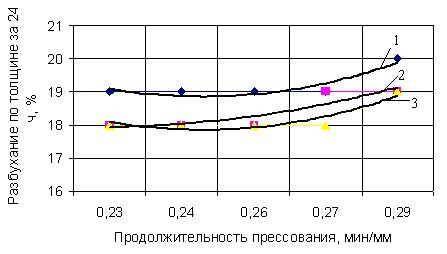
Рисунок 10 - Зависимость пределов прочности ДСтП при изгибе (а) и растяжении перпендикулярно к пласти плиты (б), разбухания по толщине за 24 ч (в) от продолжительности прессования при различном содержании парафино-буроугольной эмульсии в связующем внутреннего слоя (состав стружечной композиции внутреннего слоя некондиция/стружка-отход от оцилиндровки круглых сортиментов/стружка кондиционного сырья: 20/20/60 %/%/%): 1 - 3 м. ч.; 2 – 6 м. ч.; 3 – 9 м. ч.
Согласно анализа представленных на рис. 9 зависимостей установлено, что прочность ДСтП при изгибе и при растяжении перпендикулярно к пласти плиты, разбухание по толщине за 24 ч не изменяются до состава стружечной композиции внутреннего слоя 20/20/60 включительно, что позволяет получать плиты, полностью соответствующие требованиям отечественного и европейского стандартов (ГОСТ 10632-2007, EN 312-2, EN 312-3). При этом, на прочность ДСтП при изгибе большее влияние оказывает продолжительность прессования, меньшее – содержание парафино-буроугольной эмульсии в связующем внутреннего слоя. Это хорошо согласуется с тем утверждением, что прочность ДСтП при изгибе определяется, в большей степени, характеристикой стружечно-клеевой композиции наружных слоев. Из графиков также видно, что ![]() при содержании парафино-буроугольной эмульсии в связующем внутреннего слоя 6 м. ч. выше, чем при содержании эмульсии 3 м. ч. Объясняется это тем, что, вероятно, модифицированное связующее проникает на границы раздела слоев в конструкции плиты, тем самым, улучшая характеристики и наружных слоев. Более высокие показатели
при содержании парафино-буроугольной эмульсии в связующем внутреннего слоя 6 м. ч. выше, чем при содержании эмульсии 3 м. ч. Объясняется это тем, что, вероятно, модифицированное связующее проникает на границы раздела слоев в конструкции плиты, тем самым, улучшая характеристики и наружных слоев. Более высокие показатели ![]() наблюдаются также при введении количества эмульсии 6 м. ч.
наблюдаются также при введении количества эмульсии 6 м. ч.
Согласно анализа представленных на рис. 10 зависимостей максимальная прочность при изгибе наблюдается при продолжительности прессования 0,27 мин./мм. Вероятно, при этой продолжительности достигается достаточное уплотнение частиц наружных слоев и лучшие условия образования адгезионных и когезионных связей. Максимальную прочность при растяжении перпендикулярно к пласти будут иметь плиты, изготовленные при продолжительности прессования 0,24-0,25 мин/мм., минимальное разбухание - при 0,24-0,26 мин/мм. Это объясняется, как отмечалось выше, увеличением реакционной способности связующего и ростом адгезионного взаимодействия связующего с древесиной за счет образования новых функциональных групп и ростом когезионной прочности за счет увеличения количества сшивок внутри клея, образованных дополнительными метиленовыми связями в модифицированном связующем.
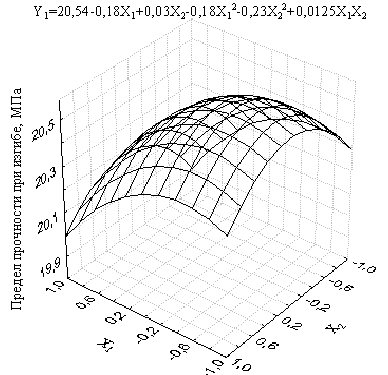
В результате проведенных исследований установлено, что выходные величины существенно зависят от всех управляемых факторов. Для наглядности результаты представлены на рис. 11, 12, 13 в виде выборочных поверхностей отклика.
а) б)
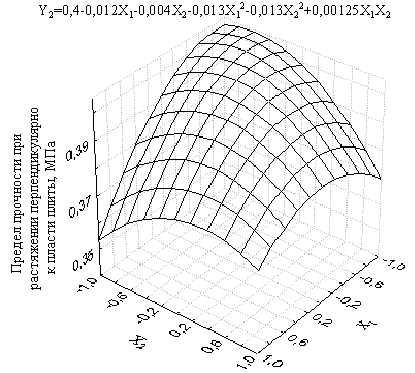
Рисунок 11 - Зависимость пределов прочности ДСтП при изгибе (а) при растяжении перпендикулярно к пласти плиты (б) от состава стружечной композиции внутреннего слоя (X1) и содержания парафино-буроугольной эмульсии в связующем внутреннего слоя (X2)
а) б)
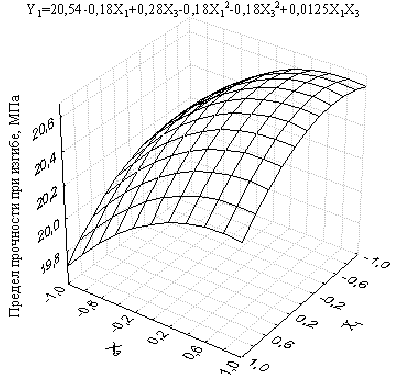
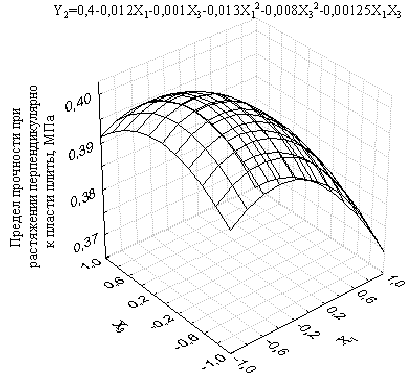
Рисунок 12 - Зависимость пределов прочности ДСтП при изгибе (а) при растяжении перпендикулярно к пласти плиты (б) от состава стружечной композиции внутреннего слоя (X1) и продолжительности прессования (X3)
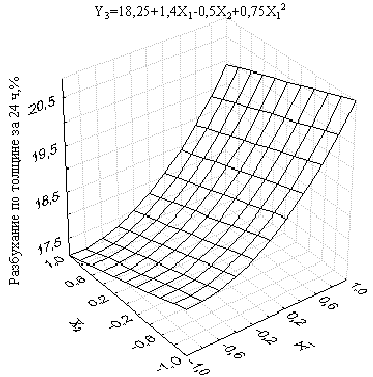
Рисунок 13 - Зависимость разбухания ДСтП по толщине за 24 ч от состава стружечной композиции внутреннего слоя (X1) и содержания парафино-буроугольной эмульсии в связующем внутреннего слоя (X2)
Из представленных зависимостей можно с уверенностью констатировать, что введение компенсаторов в виде стружки-отхода и парафино-буроугольной эмульсии, модифицирующей связующее, дает возможность без изменения прочностных характеристик ДСтП добавлять некондиционное сырье в состав внутреннего слоя до 20%, что составляет ≈10-15 % в составе всей пресскомпозиции.
В этой же главе представлены результаты многокритериальной оптимизации методом «условного центра масс». Результаты поликритериальной оптимизации представлены в табл. 3
Таблица 3 - Результаты поликритериальной оптимизации
j | Условная масса | Значения параметров управления | Оптимальные значения показателей эффективности | ||
|
|
| |||
1 | 3,005 | 15/25/60 | 7 | 4,5 | 20,55 |
2 | 3 | 0,398 | |||
3 | 3,017 | 17,68 |
В пятой главе представлены результаты расчета технико-экономических показателей эффективности технологии производства древесностружечных плит с использованием некондиционного сырья. Расчет велся на производственную программу, заложенную в проектной мощности оборудования.
Ожидаемый годовой экономический эффект на примере завода ДСтП г. Канск, Красноярский край по производству древесностружечных плит по ГОСТ 10632-2007 с производственной мощностью 80 тыс. м3/год составит 5,4 млн. руб./год или 67,5 руб./м3.
ОСНОВНЫЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ:
1 Доказана возможность использования некондиционного сырья в производстве древесностружечных плит с обеспечением качественных характеристик, соответствующих требованиям ГОСТ 10632-2007, ЕN-312-2,3. Использование некондиционного сырья в производстве древесностружечных плит возможно в составе стружечной композиции внутреннего слоя ДСтП до 20% включительно.
2 С целью нейтрализации кислотности некондиционного сырья рекомендовано в состав связующего внутреннего слоя ДСтП вводить парафиновую эмульсию, состоящую из парафина и буроугольного воска в соотношении 60/40 в количестве 6-7 м. ч. на 100 м. ч. связующего.
3 Для обеспечения качества древесностружечных плит, соответствующих марке П-А по ГОСТ 10632-2007 состав стружечно-клеевой композиции должен состоять из следующих компонентов:
сырьевой состав внутреннего слоя:
- стружка, полученная из щепы марки ПС ГОСТ 15815-83 - 60%
- стружка, полученная из некондиционного сырья - 20%
- стружка-отход от оцилиндровки круглых сортиментов - 20%
состав клеевой композиции внутреннего слоя на 100 м. ч. связующего:
- карбамидоформальдегидная смола, К=65% - 88-89 м. ч.
- р-р аммония хлористого, К=20% - 5 м. ч.
- парафино-буроугольная эмульсия в соотношении компонентов 60/40, К=36% - 6-7 м. ч.
4 Оптимальными режимами изготовления древесностружечных плит, толщиной 16 мм. с использованием некондиционного сырья являются:
-температура прессования - 190±50С
- удельное давление прессования - 2,3 МПа
-продолжительность прессования - 4,5 мин.
5 Разработана математическая модель описания процесса изготовления древесностружечных плит, позволяющая прогнозировать их качественные показатели и определять оптимальные параметры режимов прессования.
6 Экономическая эффективность предлагаемых технологических решений на примере завода по производству ДСтП , г. Канск, Красноярский край от снижения себестоимости составила 5,4 млн. руб. при мощности предприятия 80 тыс. м3/год или 67,5 руб./м3
ПЕРЕЧЕНЬ РАБОТ, ОПУБЛИКОВАННЫХ ПО МАТЕРИАЛАМ ДИССЕРТАЦИИ:
В изданиях, рекомендованных ВАК
Плотникова, эффективности производства древесностружечных плит / , , // Вестник Красноярского Государственного аграрного университета КрасГАУ. Выпуск 7.- Красноярск, 2010.- с.152-158. Плотникова, технологических параметров в производстве древесностружечных плит на основе маломольных смол с использованием стружки из отходов некондиционной древесины/ , // Вестник КрасГАУ. Выпуск 8.- Красноярск, 2010.- с.10-14. Плотникова, параметров технологического процесса в производстве древесностружечных плит/ , , // Братск: Системы. Методы. Технологии. Научный журнал Братского государственного университета, 2011. № 3, 2011. – с 63-64.В прочих изданиях
Плотникова, токсичности древесностружечных плит /, // Естественные и инженерные науки – развитию регионов Сибири: материалы VII Всероссийской научно-технической конференции. – Братск: ГОУ ВПО «БрГУ», 2008. – с 65-66. Плотникова, способов и возможности расширения номенклатуры сырьевой базы в производстве древесностружечных плит/ // Леса России в XXI веке. Материалы четвертой международной научно-практической интернет-конференции. Санкт-Петербургская государственная лесотехническая академия им. .- Санкт-Петербург, 2010.- с.16-18. Плотникова, технологических факторов, определяющих прочностные характеристики ДСтП с использованием некондиционного сырья в составе композиции/ // Леса России в XXI веке. Материалы пятой международной научно-практической интернет-конференции. Санкт-Петербургская государственная лесотехническая академия им. .- Санкт-Петербург, 2010.- с.26-30. Плотникова, отходов гниющих заготовок в производстве древесностружечных плит/ // Перспективные инновации в науке, образовании, производстве и транспорте 2010. Материалы международной научно-практической интернет-конференции. Том 23.- Одесса, 2010. – с.67-69. Плотникова, отходов экстракционной переработки буроугольных восков в производстве древесностружечных плит/ // Лесной и химический комплексы – проблемы и решения. Материалы всероссийской научно-практической конференции. Том 1 – Красноярск, 2010.- с. 168-171. Плотникова, использование отходов в производстве древесностружечных плит/ , // Естественные и инженерные науки – развитию регионов Сибири: материалы VIII Всероссийской научно-технической конференции. – Братск: ГОУ ВПО «БрГУ», 2008. – с 63-64. Плотникова, использование отходов в производстве древесностружечных плит/ , // Труды Братского Государственного университета. Естественные и инженерные науки – развитию регионов Сибири. Том 2 – Братск: ГОУ ВПО «БрГУ», 2010. – с.294-298. Плотникова, отходов некондиционной древесины в производстве древесностружечных плит/ , // Естественные и инженерные науки – развитию регионов Сибири: материалы X Всероссийской научно-технической конференции. – Братск: ГОУ ВПО «БрГУ», 2011. – с 63-64.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
