

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Повышение несущей способности подпорных стен из ШТС путем размещения стального каркаса и заполнения трубы бетоном обеспечивает увеличение жесткости конструкции в 1,5 – 2,5 раза.
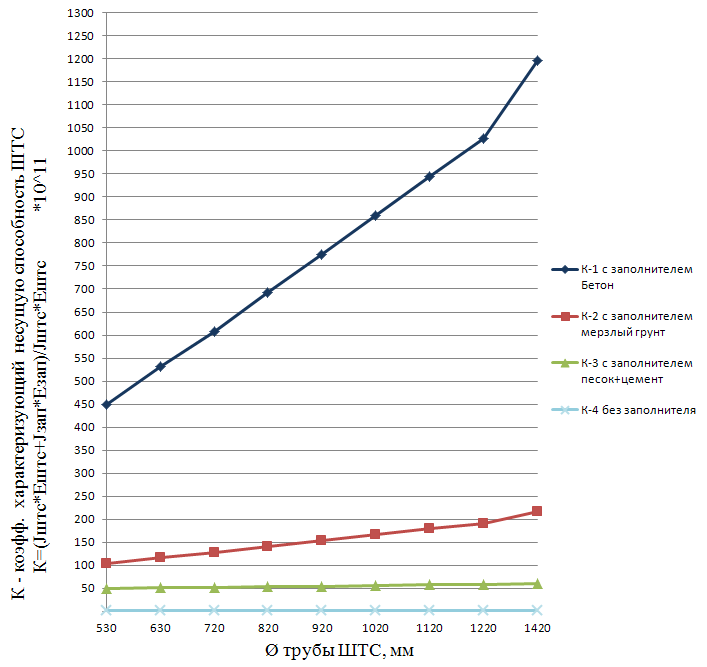
Рисунок 11 – Повышение жесткости ШТС от размещения в трубе бетона (К-1); мерзлого грунта (К-2); смеси цемента и песка (К-3); труба без заполнителя (К-4).
При этом, срок эксплуатации подпорной стены из ШТС и её межремонтный период, при определенных условиях, может быть увеличен в два раза.
На основе анализа результатов натурных исследований и опыта применения замораживающих устройств при строительстве больверка в порту Ямбург, рекомендуется в качестве конструкций усиления ШТС и повышения несущей способности подпорных стен применять охлаждающие устройства воздушного типа или жидкостные с естественной конвекцией теплоносителя. Технология усиления путем размещения внутри трубы ШТС замораживающего устройства (рис.12) при возведении сооружения в криолитозоне и восстановлении грунтов основания в мерзлом состоянии.
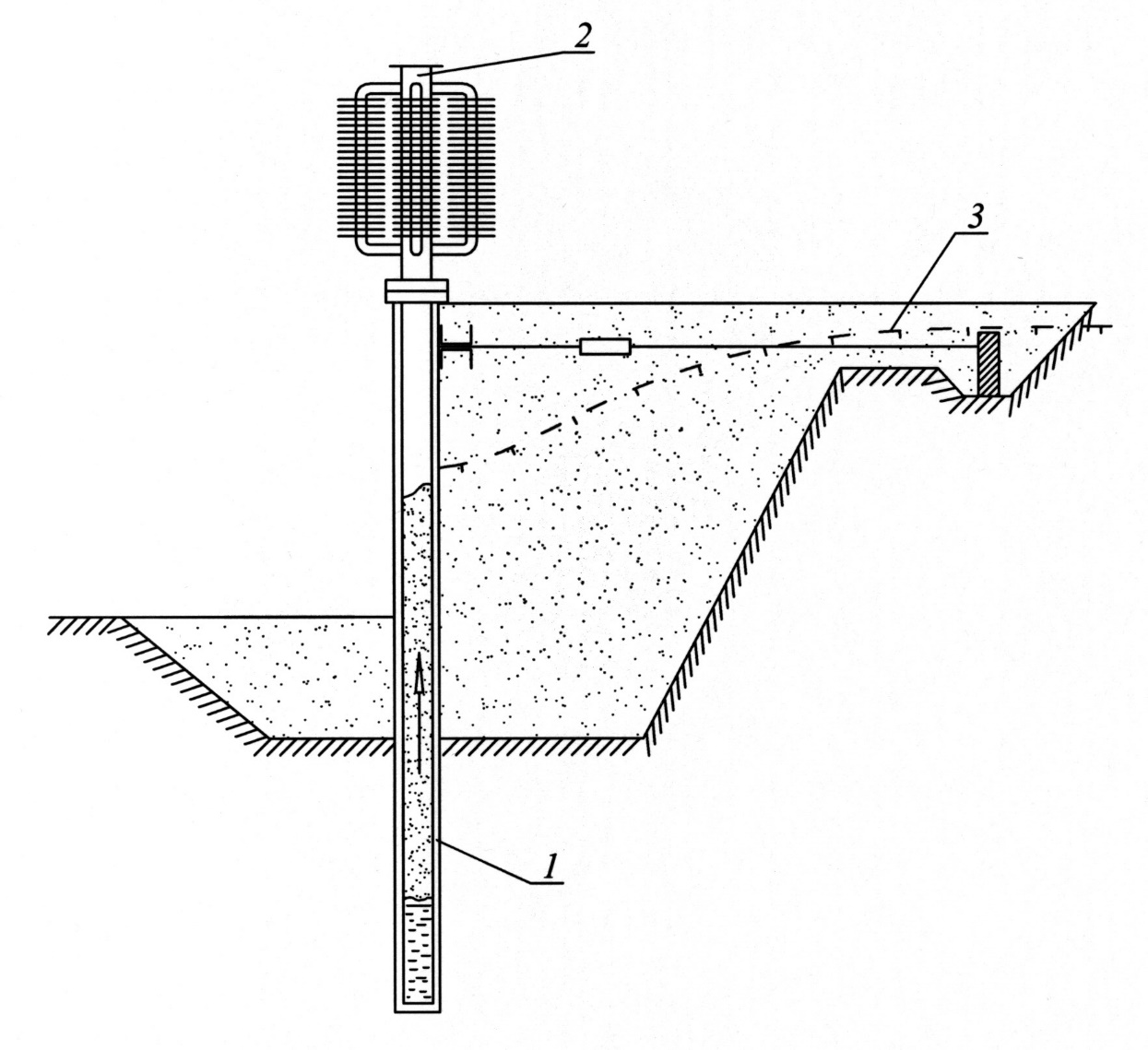
1 – труба ШТС; 2 – воздушная замораживающая система;
3 – проектируемая граница мерзлого грунта.
Рисунок 12 – Воздушная замораживающая система в трубе ШТС
Проектирование и возведение набережной на р. Ангара в г. Иркутске на основании из скальных грунтов (рис.1-д) выполнили на основе технических решений, новизна которых приведена в патенте РФ, № 000 и патенте РФ на полезную модель № 000.
Пробные погружения ШТС в скальные грунты (песчаники) привели к смятию острия трубы (рис.13). При увеличении сопротивления грунта под концом сваи до 800 кН напряжения в ШТС увеличивались с 180 МПа до 270 МПа или в 1,5 раза.
Проект корректировали, заменив оборудование для забивки ШТС на гидравлическое с регулируемыми параметрами и амортизаторами специальной конструкции. При этом, усилили торцы труб стальными сварными накладками толщиной в 20 мм и шириной 300 мм обеспечив успешное завершение работ (рис.14, рис.15) и погружение ШТС на 80-120 см в скальные грунты.


Рисунок 13 - Смятие острия пробной Рисунок 14 – Результат погружения
сваи при погружении в скальный ШТС на глубину 0,8 -1,2 м в
грунт песчаник. Шпунтовая свая, торец
которой усилен накладками, после
извлечения на поверхность и выреза
части трубы по образующей.

Рисунок 15 – Иркутск, р. Ангара, строительство набережной из ШТС
на основании из скальных грунтов
В четвертой главе приведены рекомендации по проектированию и технико-экономические показатели эффективности возведения и эксплуатации подпорных стен из ШТС.
По результатам натурных испытаний «Трест Запсибгидрострой» изготавливает ШТС оригинальной конструкции с левым и правым замковыми соединениями одинакового профиля (рис.1). Каждый из них выполнен в виде паза (обоймы) или ответной части (гребня). При погружении ШТС такой конструкции не имеет значения, какое из замковых соединений будет левым, а какое – правым, что упрощает монтажные и такелажные работы на строительстве подпорных стен. Более существенный эффект установлен при забивке их молотом или вибропогружении. ШТС симметричного профиля погружают на проектную глубину прикладывая ударные нагрузки в ядро сечения, что повышает качество подпорных стен в сравнении с Л4, Л5 и Л5-У.
На основе результатов исследований по замене в ШТС замковых соединений импортного производства разработана конструкция (рис.1-б) из рядового проката, включающего уголки и перемычку. В качестве гребня для такого замкового соединения ШТС в «Тресте Запсибгидрострой» применяют половину двутавровой балки или сдвоенные уголки. У замковых соединений такой конструкции снижен расход металла по сравнению с замковыми соединениями на основе Л4 и Л5. Испытания показали, что такие замковые соединения ШТС обладают повышенной грунтонепроницаемостью в сравнении с Л4 и Л5 и имеют не менее 2000 кН/п. м. на разрыв. Недостатком их является необходимость выполнения шести продольных сварных швов при изготовлении ШТС, по сравнению с четырьмя для Л4 и Л5, а также сложности нанесения антикоррозийного покрытия в полосе замкового соединения.
При разработке рекомендаций по проектированию профилей ШТС принимали во внимание, что снижение стоимости изготовления шпунтовых свай путем исключения сложных и дорогих конструктивных решений, использования наиболее дешевых материалов и наиболее простых способов их обработки решается только часть задачи о необходимости повышения экономичности подпорных стен. Так, например, дополнительное ребро жесткости, сравнительно усложняющее конструкцию и изготовление ШТС, повышает усилие на разрыв замкового соединения в 1,5-2,0 раза, по сравнению с аналогом Японии. При этом ШТС, с рекомендуемым нами замковым соединением, получил не только дополнительное сопротивление на растяжение, но и повышенную водонепроницаемость подпорных стен.
Выбор сталей для изготовления строительных конструкций, в том числе ШТС, регламентирован нормативными документами прошлого столетия, когда действовали жесткое ограничения на применение металлов в строительстве, а безопасность возведения и эксплуатации сооружений не была приоритетной. Эффективность работы металла в ШТС, по принятой в строительстве методике, оценивали коэффициентом К=W/Q; где W – момент сопротивления, см3; Q - масса м2 шпунтовой сваи. Коэффициент использования стали для профилей ШТС с замковыми соединениями, новизна которых защищена патентами, равен К об ≈ 30 и выше, чем у соединений типа Ларсен (Кл ≈ 20). При этом, для возведения подпорной стены с М из ≈ 75 тс⋅ м из шпунтовых свай Л5 требуется 227,9 кг/м2 стали, а из ШТС – 201,9 кг /м2 или на 13 % меньше. Увеличение несущей способности ШТС и предельно допустимых изгибающих моментов на 1 м2 является одним из основных направлений ресурсосбережения на транспортном строительстве, повышения надежности и безопасности эксплуатации сооружений. Изготовление ШТС из стали марки 16Г2АФ, в сравнении со сталью марки ВСт.3сп, обеспечивает в 1,7 раза увеличение несущей способности 1 м2 подпорной стены при равном расходе металла. Ресурсосбережение и снижение расхода материалов за счет повышения качества стали наиболее характерно для шпунтовых свай изготовленных в Люксембурге и Японии. В последнее время эти принципы стали основополагающим при изготовлении ШТС в «Тресте Запсибгидрострой».
За рубежом стоимость сварного шпунта обычно в среднем в 2,0÷3,0 раза выше стоимости шпунтовых свай традиционного прокатного профиля. Очевидно, что и в России организовать производство ШТС из труб и замковых элементов импортного производства в конкурентоспособном ценовом коридоре весьма не просто. Однако, в Западной Сибири с 90-ых годов проводится интенсивный мониторинг и демонтаж продуктопроводов, в связи с истечением срока безопасной эксплуатации стальных труб. На рынок вторичного сырья для переработки ежегодно поступает до 500 тысяч тонн стальных труб, из которых не менее 80% сохранили потребительские свойства и отвечают требованиям действующих нормативных документов для применения в строительстве.
Проблема рационального использования вторичных ресурсов актуальна как для стран с развитой рыночной экономикой, так и вставших на пути её развития. Реализация отходов одной отрасли промышленности в другой на основе всесторонней технико-экономической оценки эффективности процессов утилизации, транспортирования и переработки входит в программу ряда отраслей промышленности РФ.
Около двадцати лет тому назад нами была поставлена задача о возможности использования труб с участков демонтированных продуктопроводов для изготовления ШТС. Для реализации разработали следующие регламенты (стандарты организации):
- определения на начальном этапе пригодности труб для применения при изготовлении ШТС или их выбраковка, основанная на визуальном осмотре и оценки внешних признаков трубы: кривизне обследуемого участка по длине, эллипсоидности её поперечных сечений, наличию и количеству вмятин на поверхности, присутствию сквозных отверстий и разрывов;
- определение степени очаговой коррозии на основе результатов выборочной механической очистки участков трубы от оклеечной и битумной антикоррозийной защиты;
- поиск исходных документов на трубы и сертификаты качества.
При положительных результатах начального этапа и для принятия решения о возможности использования труб данного участка продуктопро-вода, в соответствии с требованиями ГОСТ Р 52664-2010, отбирают пробы металла трубы и её сварных соединений для испытаний в лаборатории и подготовки соответствующего заключения. В лаборатории определяют химический состав и марку образцов стали трубы и её сварных соединений, предел текучести, временное сопротивление, относительное удлинение, угол загиба, ударную вязкость, в том числе при отрицательных температурах и твердость. Результаты заключения служат основой для принятия решения об использовании труб с демонтированного участка продуктопровода, доставки на полигон и подготовке к производству ШТС.
Работа завода «Треста Запсибгидрострой» в г. Сургуте по изготовлению ШТС, как правило, организована «под заказ». На 2011 год объем производства ШТС составил около 150 тысяч тонн, из которых в различных регионах страны возведены подпорные стены транспортных сооружений различного назначения суммарной протяженностью превышающей 39 км.
Технико-экономическая эффективность проектирования и изготовления подпорных стен из ШТС «Треста Запсибгидрострой», в сравнении со шпунтовыми сваями типа Л4, Л5, изготовленными на ДМК Украины или типа Л5-УМ, производства НТМК России, характеризуется:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
