
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
б) отклонение от прямолинейности не более 2 мм на длине 1 м, но не более 30 мм при длине корпуса свыше 15 м.
При этом местная непрямолинейность не учитывается:
- в местах сварных швов;
- в зоне вварки штуцеров и люков в корпус;
- в зоне сопряжения разнотолщинных обечаек, выполненного с учетом допустимых смещений кромок в кольцевых швах сосудов.
Усиления кольцевых и продольных швов на внутренней поверхности корпуса должны быть зачищены в местах, где они мешают установке внутренних устройств.Усиления сварных швов не снимают у корпусов сосудов, изготовленных из двухслойных и коррозионностойких сталей; при этом у деталей внутренних устройств делают местную выемку в местах прилегания к сварному шву. В случае, когда зачистка таких внутренних швов необходима, должна быть предусмотрена технология сварки, обеспечивающая коррозионную стойкость зачищенного шва.
Отклонение внутреннего (наружного) диаметра корпуса сосудов допускается не более ± 1% номинального диаметра, если в технической документации не оговорены более жесткие требования.Относительная овальность «![]() » корпуса сосудов (за исключением аппаратов, работающих под вакуумом или наружным давлением, теплообменных кожухотрубчатых аппаратов) не должна превышать 1%.
» корпуса сосудов (за исключением аппаратов, работающих под вакуумом или наружным давлением, теплообменных кожухотрубчатых аппаратов) не должна превышать 1%.
Величина относительной овальности определяется:
- в местах, где не установлены штуцера и люки по формуле
в местах установки штуцеров и люков по формуле:

где ![]() ,
, ![]() – соответственно наибольший и наименьший внутренние диаметры корпуса, измеренные в одном поперечном сечении,
– соответственно наибольший и наименьший внутренние диаметры корпуса, измеренные в одном поперечном сечении, ![]() – внутренний диаметр штуцера или люка.
– внутренний диаметр штуцера или люка.
Значение «![]() » допускается увеличивать до 1,5% для сосудов при отношении толщины корпуса к внутреннему диаметру не более 0,01.
» допускается увеличивать до 1,5% для сосудов при отношении толщины корпуса к внутреннему диаметру не более 0,01.
Значение «![]() » для сосудов, работающих под вакуумом или наружным давлением, должно быть не более 0,5%.
» для сосудов, работающих под вакуумом или наружным давлением, должно быть не более 0,5%.
Значение «![]() » для сосудов без давления (под налив) должно быть не более 2%.
» для сосудов без давления (под налив) должно быть не более 2%.
Днища эллиптические
Отклонения размеров и формы днищ (рис. 6) не должны превышать значений, указанных в табл. 4, 5, 6.Таблица 4
Допуски высоты цилиндрической части и высоты
выпуклости (вогнутости) на эллипсоидной части днища
Диаметр днища | Предельное отклонение высоты цилиндрической части | Предельная высота отдельной вогнутости или выпуклости на эллипсоидной части |
До 720 | 2 | |
От 800 до 1300 | ±5 | 3 |
От 1320 и более | 4 |
Примечания: 1. Высота отдельной вогнутости или выпуклости ![]() на эллипсоидной части днища, изготавливаемого на фланжировочном прессе, допускается до 6 мм.
на эллипсоидной части днища, изготавливаемого на фланжировочном прессе, допускается до 6 мм.
2. На цилиндрической части днища не допускаются гофры высотой более 2 мм.
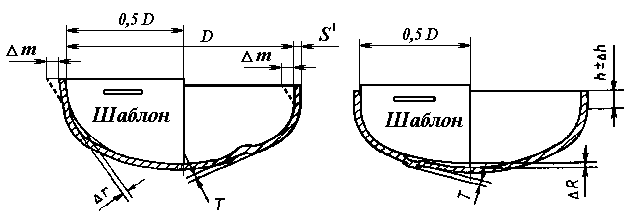
Рис. 6 Отклонение размеров и формы эллиптического днища
Таблица 5
Допуски наклона цилиндрической части
Толщина днища | Допуски наклона |
До 20 | 4 |
От 22 до 25 | 5 |
От 28 до 34 | 6 |
От 36 и более | 8 |
Таблица 6
Допуски формы эллипсоидной поверхности
Диаметр днищ D, мм | Зазор между шаблоном и эллипсоидной поверхностью, мм | |
|
| |
До 530 | 4 | 8 |
От 550 до 1400 | 6 | 13 |
Таблица 6
Допуски формы эллипсоидной поверхности
Диаметр днищ D, мм | Зазор между шаблоном и эллипсоидной поверхностью, мм | |
От 1500 до 2200 | 10 | 21 |
От 2400 до 2800 | 12 | 31 |
От 3000 и более | 16 | 41 |
Днища полусферические
Высота отдельной вогнутости или выпуклости
Рис. 7 Отклонение формы полусферического днища
ЗазорКонические днища (переходы)
У конических днищ (переходов) продольные и кольцевые швы смежных поясов могут располагаться не параллельно образующей и основанию конуса. При этом должно выполняться требования п. 6.9.7. Утонение толщины стенки отбортовки конических днищ (переходов), изготавливаемых штамповкой, должно соответствовать требованию п. 6.3.5. Отклонения высоты цилиндрической части днища допускаются не более «плюс» 10 мм и «минус» 5 мм.Днища плоские
Отклонение от плоскостности для плоских днищ по ГОСТ 12622 и ГОСТ 12623 не должно превышать требований по отклонению от плоскостности на лист по ГОСТ 19903 и ГОСТ 10885. Отклонение от плоскостности для плоских днищ, работающих под давлением, после приварки их к обечайке, не должно превышать 0,01 внутреннего диаметра сосуда, но не более 20 мм, при условии, что в технической документации не указаны более жесткие требования. Фланцы Технические требования к фланцам сосудов и фланцам арматуры должны отвечать соответственно ГОСТ 28759.5 и ГОСТ 12816.Фланцы с гладкой уплотнительной поверхностью не допускается применять в сосудах 1-ой и 2-ой групп, за исключением тех случаев, когда во фланцах использованы спирально-навитые прокладки с двумя ограничительными кольцами. Это ограничение не распространяется на фланцы эмалированных и гуммированных сосудов.
При выборе материала прокладок следует учитывать условия эксплуатации сосуда. Сведения о прокладках должны указываться в технической документации на сосуд.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
