
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Отклонение от прямолинейности оси трубы
Номинальная толщина стенки трубы, |
|
До 3 |
|
Свыше 3 до 6 |
|
Свыше 6 до 10 |
|
Свыше 10 до 20 |
|
Свыше 20 |
|

Рис. 11 Схема определения отклонения от прямолинейности оси трубы
При изготовлении гнутых змеевиков (рис. 12, а, в) предельные отклонения размеров должны быть следующие:![]() мм – для
мм – для ![]() ;
;
![]() мм – для
мм – для ![]() и
и ![]() ;
;
![]() мм – для
мм – для ![]() ;
;
![]() мм – для
мм – для ![]() .
.
Предельные отклонения радиусов ![]() ,
, ![]() ,
, ![]() ,
, ![]() , диаметра
, диаметра ![]() , шага
, шага ![]() (рис. 12, б, в) и излома оси в швах приварки выводов устанавливаются чертежом предприятия-изготовителя.
(рис. 12, б, в) и излома оси в швах приварки выводов устанавливаются чертежом предприятия-изготовителя.
Примечание.- Допускается отклонение размеров ![]() и
и ![]() (если эти размеры больше 6 м), увеличить на 1 мм на каждый 1 м длины, но не более чем на 10 мм на всю длину.
(если эти размеры больше 6 м), увеличить на 1 мм на каждый 1 м длины, но не более чем на 10 мм на всю длину.
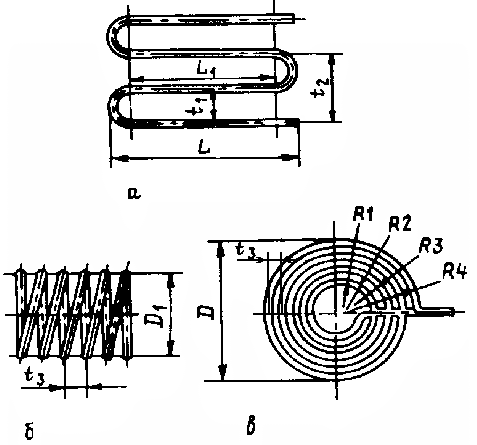
Рис. 12 Размеры гнутых змеевиков
Контроль сварных швов змеевиков следует проводить в соответствии с требованиями п. п. 8.2 - 8.10.Объем контроля сварных швов радиографическим или ультразвуковым методом должен быть не менее указанного в табл. 19. Группа змеевика определяется по табл. 1.
Змеевики должны подвергаться до установки в сосуд гидравлическому испытанию пробным давлением, указанным в чертежах предприятия-изготовителя. При испытании не должно быть признаков течи и потения. Отводы и трубы гнутые Отводы должны удовлетворять требованиям ГОСТ 17375, ГОСТ 17380 и чертежам предприятия-изготовителя. Отводы должны изготавливаться с углом гиба 45°, 60°, 90° и 180°.Отводы, гнутые из труб под углом 180°, допускается изготавливать сварными из двух отводов под углом 90°.
Изменение угла гиба допускается по соглашению с заказчиком.
Круто изогнутые отводы могут изготавливаться из труб и листового проката. При изготовлении секторных отводов угол между поперечными сечениями секторов не должен превышать 300. Расстояние между соседними сварными швами по внутренней стороне отвода должно обеспечивать доступность контроля согласно разд. 8 настоящего стандарта этих швов с обеих сторон по наружной поверхности.Применение секторных отводов в сосудах 1-й и 2-й групп не допускается для Dу ≤ 800 мм.
Предельные отклонения размеров и допуск плоскостности торцовПредельные отклонения размеров ![]() ,
, ![]() ,
, ![]() отводов (рис. 13) не должны превышать значений, указанных в табл. 10.
отводов (рис. 13) не должны превышать значений, указанных в табл. 10.
Таблица 9
Предельные отклонения размеров и допуск плоскостности отводов и гнутых труб
Толщина отводов или гнутых труб, S, мм | Предельные отклонения, мм | Допуск плоскостности, Δ, мм | |
внутреннего диаметра | толщины стенки | ||
От 2,5 до 3,0 | ±0,5 | ±0,125S | ±0,5 |
От 3,5 до 4,5 | ±1,0 | ±1,0 | |
От 5,0 до 6,0 | ±1,5 | ±0,125S | ±1,5 |
От 7,0 до 8,0 | ±2,0 | ||
От 9,0 до 15,0 | ±2,5 | ||
От 16,0 и более | ±3,0 |
Таблица 10
Предельные отклонения размеров L1, L2, L3 отводов
Условный проход отводов, мм | Предельные отклонения размеров |
До 125 | ±2,0 |
Свыше 125 до 200 | ±3,0 |
Свыше 200 до 350 | ±4,0 |
Свыше 350 до 500 | ±5,0 |
Свыше 500 | ±6,0 |
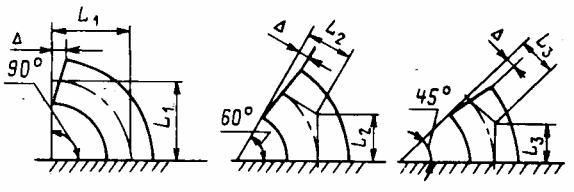
Рис. 13 Схема определения размеров ![]() ,
, ![]() ,
, ![]() ,
, ![]() отводов в зависимости от угла гиба
отводов в зависимости от угла гиба
Технологическая документация должна содержать указания по:
- технологии сварки материалов, принятой для изготовления сосудов (сборочных единиц, деталей);
- применению присадочных материалов;
- видам и объему контроля;
- предварительному и сопутствующему подогреву;
- термической обработке.
Все сварочные работы при изготовлении сосудов (сборочных единиц и деталей) должны производиться при положительных температурах в закрытых отапливаемых помещениях.При выполнении сварочных работ на открытой площадке сварщик и место сварки должны быть защищены от непосредственного воздействия дождя, ветра и снега. Температура окружающего воздуха должна быть не ниже указанной в табл. 11.
Таблица 11
Температура окружающего воздуха при сварке сосудов
Материалы | Температура окружающего воздуха при сварке металла толщиной | |
не более 16 мм | более 16 мм | |
Углеродистая сталь с содержанием углерода менее 0,24%, низколегированные марганцовистые и марганцевокремнистые стали и основной слой из этих сталей в двухслойной стали | Ниже 0°С до «минус» 20°С сварка без подогрева. При температуре ниже «минус» 20°С сварка с подогревом до 100-200°С | Ниже 0°С до «минус» 20°С * варка с подогревом |
Углеродистая сталь с содержанием углерода от 0,24%, до 0,28% | Ниже 0°С до «минус» 10°С* сварка без подогрева | Ниже 0°С до «минус» 10°С* сварка с подогревом до 100-200°С |
Низколегированные хромомолибденовые стали (марок 12МХ, 12ХМ, 15ХМ) и основной слой из этих сталей в двухслойной стали | Ниже 0°С до «минус» 10°С* | |
Стали марок 15Х5, 15Х5М, 15Х5ВФ, Х8, Х9М, 12Х8ВФ и т. п. | Не ниже 0°С | |
Высоколегированные, хромоникельмолибденовые и хромоникелевые стали аустенитного класса и коррозионностойкого слоя из этих сталей в двухслойной стали | Ниже 0°С до «минус» 20°С* сварка без подогрева |
Кромки подготовленных под сварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, а для электрошлаковой сварки – на ширину не менее 50 мм. Кромки не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины, а для двухслойной стали – также и отслоения коррозионностойкого слоя.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
