


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Подача ![]() , мм/об: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности системы Станок-Приспособление-Инструмент-Деталь (СПИД), мощности привода станка, прочности инструмента и других ограничивающих факторов. При чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
, мм/об: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности системы Станок-Приспособление-Инструмент-Деталь (СПИД), мощности привода станка, прочности инструмента и других ограничивающих факторов. При чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
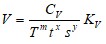
Скорость резания ![]() , м/мин: рассчитывают по эмпирической формуле, которая имеет общий вид:
, м/мин: рассчитывают по эмпирической формуле, которая имеет общий вид:
 .
.
Значения коэффициента ![]() и показателей степени, содержащихся в этой формуле, также как и период стойкости T инструмента, применяемого для данного вида обработки, приведены в справочных таблицах для каждого вида обработки.
и показателей степени, содержащихся в этой формуле, также как и период стойкости T инструмента, применяемого для данного вида обработки, приведены в справочных таблицах для каждого вида обработки.
Поправочный коэффициент Kv вводится для учета ряда факторов. Он определяется по формуле:
Kv = Kmv Knv Kuv.
Kmv – коэффициент, учитывающий качество обрабатываемого материала (табл. 3 – 4);
Knv – коэффициент, отражающий состояние поверхности заготовки (табл. 5);
Kuv – коэффициент, учитывающий качество материала инструмента (табл. 6).
Таблица 3
Поправочный коэффициент Kmv, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания
Обрабатываемый материал | Расчетная формула |
Сталь | Kmv |
Серый чугун | Kmv= |
Ковкий чугун | Kmv= |

Примечания:
1. ![]() - предел прочности материала на разрыв в Мпа.
- предел прочности материала на разрыв в Мпа.
НВ – твердость материала в кг/мм2.
Под материалом понимают обрабатываемый материал, для которого рассчитывают скорость резания.
2. Коэффициент ![]() характеризует группу стали по обрабатываемости.
характеризует группу стали по обрабатываемости.
Показатель степени ![]() . Выбор
. Выбор ![]() и
и ![]() производится по табл. 4.
производится по табл. 4.
Таблица 4
Значения коэффициента ![]() и показателя степени
и показателя степени ![]() в формуле для расчета коэффициента обрабатываемости стали Kmv, приведенные в табл. 3
в формуле для расчета коэффициента обрабатываемости стали Kmv, приведенные в табл. 3
Обрабатываемый материал | Коэффициент | Показатель степени | ||||||
резцами | сверлами, зенкерами, развертками | фрезами | ||||||
из быстро реж. стали | из тверд. сплав. | из быстро реж. стали | из тверд. сплав. | из быстро реж. стали | из тверд. сплав. | из быстро реж. стали | из тверд. сплав. | |
Сталь: углеродистая (С до 0,6%)
| 1,0 | 1,0 | -1,0 | 1,0 | -0,9 | 1,0 | -0,9 | 1,0 |
| 1,0 | 1,0 | 1,75 | 1,0 | -0,9 | 1,0 | -0,9 | 1,0 |
| 1,0 | 1,0 | 1,75 | 1,0 | 0,9 | 1,0 | 0,9 | 1,0 |
углеродистая (С > 0,6%) | 0,8 | 0,9 | 1,5 | 1,0 | 0,9 | 1,0 | 1,35 | 1,0 |
Чугун: серый ковкий | - - | - - | 1,7 1,7 | 1,25 1,25 | 1,3 1,3 | 1,3 1,3 | 0,95 0,85 | 1,25 1,25 |
Таблица 5
Поправочный коэффициент Knv, учитывающий влияние состояния поверхности заготовки на скорость резания
Состояние поверхности заготовки | |||||
Без корки | С коркой | ||||
Прокат | Поковка | Стальные и чугунные отливки при корке | Медные и алюминие-вые сплавы | ||
нормальной | сильно загрязненной | ||||
1,0 | 0,9 | 0,8 | 0,8…0,85 | 0,5…0,6 | 0,9 |
Таблица 6
Поправочный коэффициент Kuv, учитывающий влияние инструментального материала на скорость резания
Обрабатываемый материал | Значения коэффициента | ||||||
Сталь конструкционная | Т5К12В 0,35 | Т5К10 0,65 | Т15К6 1,0 | Т30К4 1,4 | ВК8 0,4 | - | - |
Сталь закаленная | HRC 35…50 | HRC 51…62 | |||||
Т15К6 1,0 | Т30К4 1,25 | ВК6 0,85 | ВК8 0,83 | ВК4 1,0 | ВК6 0,92 | ВК8 0,74 | |
Чугун серый и ковкий | ВК8 0,83 | ВК6 1,0 | ВК4 1,1 | ВК3 1,15 | - | - | - |
Сталь, чугун, медные и алюминиевые сплавы | Р6М5 1,0 | 9ХС 0,6 | ХВГ 0,6 | У12А 0,5 | - | - | - |
Стойкость ![]() , мин: период работы инструмента до затупления. Среднее значение стойкости
, мин: период работы инструмента до затупления. Среднее значение стойкости ![]() при одноинструментальной обработке составляет 30…60 мин.
при одноинструментальной обработке составляет 30…60 мин.
Сила резания. Под силой резания обычно подразумевают ее главную составляющую Pz, определяющую расходуемую на резание мощность ![]() и крутящий момент на шпинделе станка. Расчет величины
и крутящий момент на шпинделе станка. Расчет величины ![]() производится по эмпирическим формулам, в которых значения коэффициентов и показателей степени для различных видов обработки приведены в соответствующих таблицах.
производится по эмпирическим формулам, в которых значения коэффициентов и показателей степени для различных видов обработки приведены в соответствующих таблицах.
3. Точение
Глубина резания ![]() : при черновом точении принимается равной величине припуска на механическую обработку, если отсутствуют ограничения по мощности оборудования или жесткости системы спид. При чистовом точении припуск срезается за два и более проходов. Причем на каждом последующем проходе следует назначить меньшую глубину резания, чем на предыдущем.
: при черновом точении принимается равной величине припуска на механическую обработку, если отсутствуют ограничения по мощности оборудования или жесткости системы спид. При чистовом точении припуск срезается за два и более проходов. Причем на каждом последующем проходе следует назначить меньшую глубину резания, чем на предыдущем.
При параметре шероховатости обработанной поверхности ![]() = 3,2 мкм включительно
= 3,2 мкм включительно ![]() = 0,5…2,0 мм, а при
= 0,5…2,0 мм, а при ![]() >0,8 мкм
>0,8 мкм ![]() = 0,1…0,4 мм.
= 0,1…0,4 мм.
Подача ![]() : при черновом точении принимается максимально допустимой по мощности оборудования, жесткости системы спид, прочности режущей пластины и державки. Рекомендуемые величины подач при черновом точении приведены в табл. 7, а при черновом растачивании – в табл. 8.
: при черновом точении принимается максимально допустимой по мощности оборудования, жесткости системы спид, прочности режущей пластины и державки. Рекомендуемые величины подач при черновом точении приведены в табл. 7, а при черновом растачивании – в табл. 8.
Подачи при чистовом точении выбирают в зависимости от требуемых параметров шероховатости обработанной поверхности и радиуса при вершине резца – табл. 9.
При прорезании пазов и отрезании заготовки величина поперечной подачи зависит от свойств обрабатываемого материала, размеров паза и диаметра обработанной поверхности – табл. 10.
Рекомендуемые величины подач при фасонном точении приведены в табл. 11.
Таблица 7
Подача при черновом наружном точении резцами с пластинами из твердого сплава и быстрорежущей стали

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
