

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
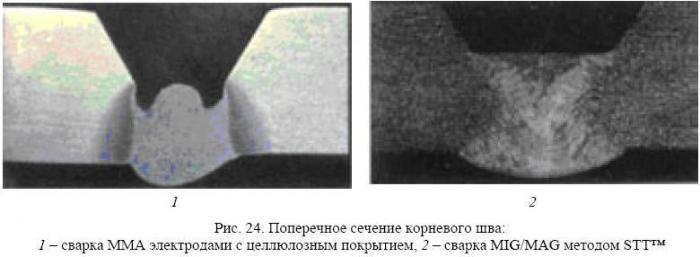
Для труб большого диаметра (условно свыше 558х12,7 мм) было предложено использовать стандартную заводскую разделку с углом скоса кромок 30° и стандартным притуплением. Сборка стыка выполнялась с зазором порядка 2,0 - 2,5 мм. В этом варианте сварочная технология STTTM призвана обеспечить выполнение качественного корневого шва при наличии существующих погрешностей подготовки кромок и сборки без использования подкладных колец. Выполнение остальных проходов аналогично первому случаю, за исключением использования порошковой газозащитной проволоки для заполняющих слоев, обеспечивающей лучшее проплавление и при работе с трубами большой толщины.
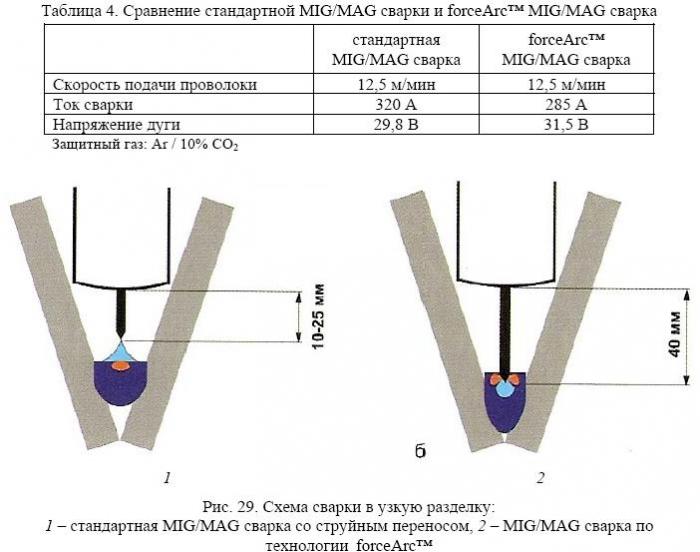
Технология forceArcTM
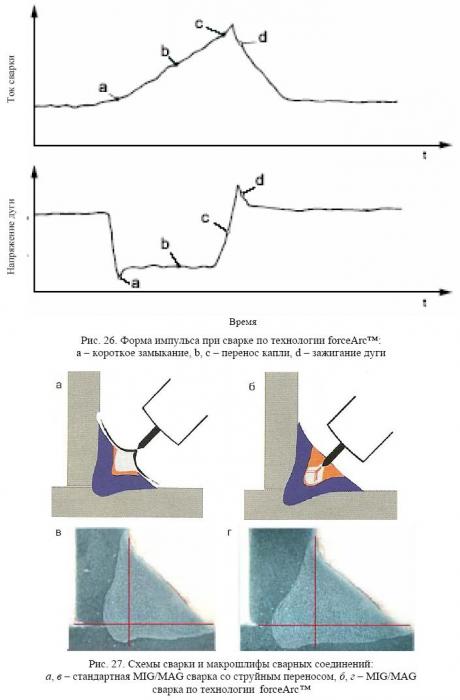
Технология была разработана компанией «EWM» (Германия) для своей серии инверторных полуавтоматов Phoenix. Технология forceArcTM обеспечивает дугу со струйным переносом без коротких замыканий дугового промежутка. Высокая скорость передачи сигнала по системе обратных связей и малая индуктивность сварочного контура силового инвертора позволяет ограничить размер капли расплавленного металла и мгновенно корректировать сварочный ток, не позволяя, тем не менее, процессу переходить в режим коротких замыканий.
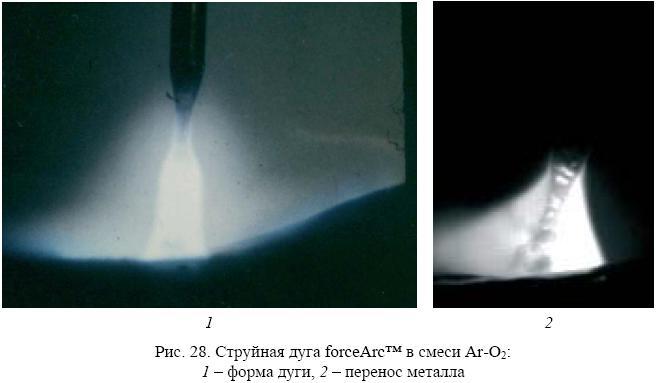
Отсутствие расплескивания металла при коротких замыканиях существенно снижает вероятность образования брызг. При стандартной MIG/MAG сварке со струйным переносом длина дуги относительно большая и это уменьшает устойчивость дуги, особенно при сварке в узкую разделку. В режиме forceArcTM длина дуги меньше и появляется возможность сварки при увеличенном вылете проволоки из сопла.
Форсированная дуга имеет также ряд других преимуществ перед дугой со струйным переносом:
- Глубокое проплавление благодаря увеличенному давлению дуги на ванну жидкого металла; Упрощение управление процессом благодаря большей стабильности дуги; Отсутствие подрезов благодаря короткой дуге; Высокая производительность, обусловленная более высокой скорости сварочного процесса и увеличению коэффициенту наплавки (уменьшение числа проходов); Уменьшение зоны нагрева; Экономия сварочной проволоки и защитного газа; Уменьшение необходимой ширины разделки; Снижение остаточных деформаций.
Процесс HighSpeedTM
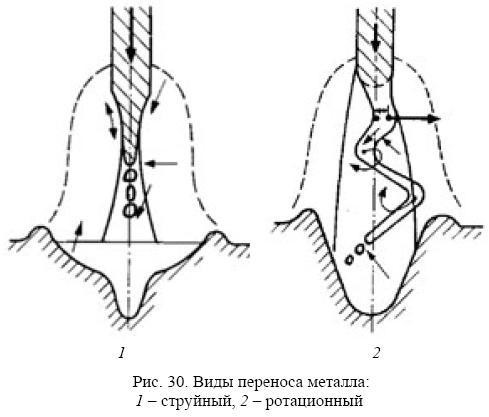
Принцип сварки методом HighSpeed TM. Высокопроизводительный сварочный процесс HighSpeedTM позволяет сваривать сплошным электродом со скоростью подачи проволоки до 30 м/мин. Перенос электродного материала происходит в струйном диапазоне. При этом характерны две различные формы перехода (Рис. 30): струйный и ротационный.
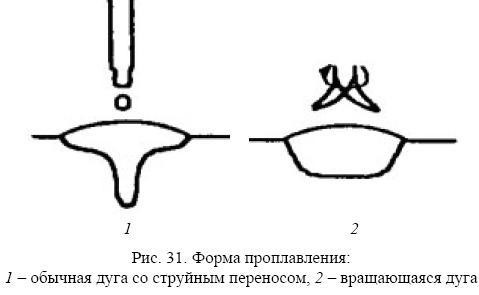
Аксиальный струйный переход при высоких значениях тока выражается конической формой конца электрода, от которого расходится трапециевидный поток плазмы. Высокое давление плазмы создает в основном материале проплавление, которое характеризуется узкой и глубокой сердцевиной и корытообразной поверхностной зоной (Рис. 31). Расстояние до токоведущего мундштука составляет 15 - 20 мм. Ротационный переход напротив возникает при образовании длинного столба жидкости на конце оплавляющегося электрода.
Вследствие очень большого тока и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25 - 35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление.
Комбинации «проволока – защитный газ» и область действия.
Для сварочного процесса HighSpeedTM применяют электроды диаметром 1,0 и 1,2 мм. Более тонкие электроды из-за нестабильности их подачи при высоких скоростях менее пригодны. Более толстые электроды отпадают, так как в этом случае не создается необходимая для вращения температура конца электрода при технически целесообразном вылете электрода.
Чтобы гарантировать стабильный процесс, электроды должны постоянно показывать хорошие свойства скольжения. Используемые комбинации «проволока – защитный газ» включают в себя сплошные или порошковые проволоки и стандартный двухкомпонентный газ. Область применения охватывает нелегированные и мелкозернистые стали с пределом текучести до 500 Н/мм2 .
В то время когда в диапазоне обычной дуги со струйным переносом применяются главным образом смеси газов на основе углекислоты, ротационный перенос достигается при использовании кислородосодержащих смесей. Причиной для этого является свойство аргонокислородных смесей образовывать длинный столб жидкости и вместе с этим улучшать свойства вращения.
По сравнению с этим смеси газов аргона и углекислоты требуют более высоких значений напряжения дуги и смещают рабочую зону струйного переноса к более высоким силам тока. Стандартные газы 82%Аr/18%СО2 и 92%Аr/8%СО2 расширяют обычный диапазон струйного переноса с использованием сплошной проволоки диаметром 1,0 мм до скорости подачи проволоки 24 м/мин, диаметром 1,2 мм - до 23 м/мин.
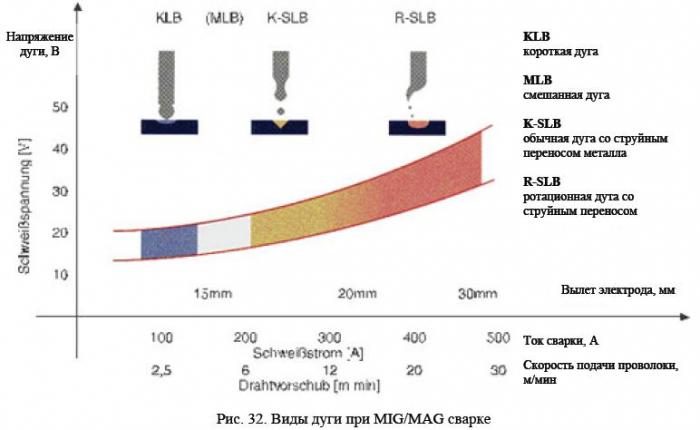
Рутиловые и основные порошковые проволоки напротив могут подаваться со скоростью до 30 м/мин, при этом возникает ротационный перенос металла. Чтобы использовать ротационный диапазон перехода электродного металла применяется стандартный газ 96%Аr/4%О2. Применение этого газа уменьшает переходную область между обычной и ротационной дугой со струйным переносом и стабилизирует процесс уже со скорости подачи проволоки 23 м/мин (Рис. 32). При этом достигается скорость подачи проволоки до 30 м/мин как при диаметре 1,0 мм, так и при 1,2 мм.
Требования к источникам питания и оборудованию для сварки
Для HighSpeedTM необходим источник питания инверторного типа с быстрым переключением силовых элементов выпрямительного и инверторного блоков. Важным узлом является механизм подачи проволоки. Четырехроликовый механизм и двигатель с высокими пусковым моментом и мощностью протяжки гарантирует стабильную скорость подачи проволоки со скоростью до 30 м/мин. Горелка должна выдерживать высокую термическую нагрузку. Ее конструкция требует одновременного водяного охлаждения контактного токоведущего наконечника и газового сопла.
Аргонодуговая сварка неплавящимся электродом (режим ТИГ)
| ТИГ - режим аргонодуговой сварки неплавящимся электродом. При сварке неплавящимся электродом свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся электродом и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления и образуется ванна расплавленного металла. При этом в зону дуги подается защитный газ аргон, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. После затвердения металл сварочной ванны образует сварной шов. |

Автоматическая сварка под флюсом
| Автоматическая сварка под флюсом выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке - подачи электродной проволоки в зону дуги и перемещения его вдоль свариваемых кромок изделия. |

Контактная сварка
| Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части. |

Воздушно-плазменная резка
| Режим воздушно-плазменной резки. Резка осуществляется путем глубокого проплавления металла плазменной дугой в зоне резания, а струей сжатого воздуха непрерывно удаляется расплавленный металл из полости реза. |

Тема 8
Графическое изображение сварных швов

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
