

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Пожарная безопасность на строительно-монтажных площадках может быть обеспечено совокупностью мероприятий, направленных на предупреждение пожаров, предотвращение распространение огня в случае возникновения пожаров и создания условий, способствующих быстрой ликвидации начавшегося пожара.
Согласно “Правилам пожарной безопасности при производстве строительно-монтажных работ” предусматривается комплекс мероприятий по пожарной безопасности, обеспечивающих снижение опасности возникновения пожара и создание условий быстрой ликвидации пожара на строительно-монтажной площадке.
Предусмотренные на строительно-монтажной площадке мероприятия, устраняющие причины возникновения пожаров, подразделяются на организационные, эксплуатационные, технические и режимные.
К организационным мероприятиям относятся: обучение рабочих сварщиков (резчиков) противопожарным правилам, проведение бесед, инструкций, организация добровольных дружин, пожарно-технических комиссий, издания приказов по вопросам усиления пожарной безопасности.
К эксплуатационным мероприятиям относятся: правильная эксплуатация, профилактические ремонты, осмотры и испытания сварочного оборудования и устройств и т. д.
К техническим мероприятиям относятся: соблюдение противопожарных норм и правил при устройстве и установке сварочного оборудования, систем вентиляции, подвода электропроводки, защитного заземления, зануления и отключения.
К режимным мероприятиям относятся: запрещение курения в неустановленных местах, проведение сварочных и других огневых работ в пожароопасных местах.
Пожарную технику согласно ГОСТ 12.4 - 009 - 82*, предназначенную для защиты строительно-монтажных объектов подразделяют на следующие группы: пожарные машины (автомобили, мотопомпы и прицепы); установки пожаротушения; установки пожарной сигнализации; огнетушители; пожарное оборудование; пожарный ручной инвентарь; пожарные спасательные устройства.
К ручным огнетушителям относятся: пенные, углекислотные, углекислотно-бромэтиловые и порошковые.
Огнетушитель ручной углекислотный ОУ-2 предназначен для тушения очага горения различных веществ (за исключением тех, которые могут гореть без доступа воздуха) и электроустановок, находящихся под напряжением.
Для приведения в действие раструб огнетушителя направляют на очаг горения и поворачивают маховичок вентиля до упора.
Тема 5
Стандартизация сварных соединений, аттестация сварщиков
ПНАЭ Г-7-003-87
РД 03-273-99
ПБ 03-495-02
Тема 6
Материаловедение
В сварных конструкциях широко используют конструкционные стали. Стали обладают различной свариваемостью. Под термином "свариваемость металлов" обычно понимают комплекс свойств свариваемого металла, обеспечивающих прочность и работоспособность сварного соединения в условиях эксплуатации.
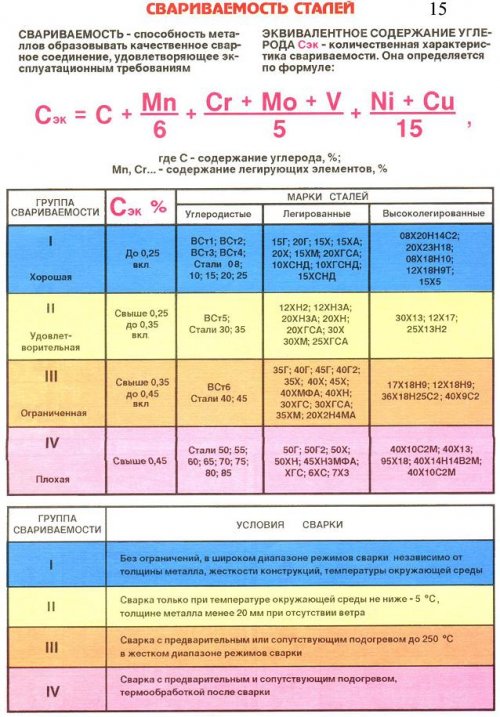
В процессе сварки некоторые стали склонны к образованию трещин в сварном шве или в зонах, прилегающих ко шву. Появление этих трещин обуславливается, главным образом, химическим составом и внутренней микроструктурой стали. Из основных химических элементов, входящих в состав сталей, наибольшее влияние на образование трещин оказывает углерод. Поэтому в сварных конструкциях в основном используют стали с содержанием углерода не более 0,3%. При сварке стали с содержанием углерода более 0,3% применяют специальные технологические приемы, в частности предварительный подогрев.
Легирующие элементы, вводимые в сталь в небольших количествах, например молибден – 0,2...0,8%, ванадий – 0,1...0,3% и другие, наряду с улучшением механических свойств стали повышают ее свариваемость. Вредные примеси – сера и фосфор, а также оксидные включения и растворенные газы (водород, кислород и азот)– ухудшают свариваемость.
На образование трещин влияет не только химический состав, но и структура стали, а также тип конструкции и характер соединения ее узлов.
Существует пять групп сталей:
• низкоуглеродистые конструкционные стали обыкновенного качества;
• качественные низкоуглеродистые конструкционные стали;
• низколегированные конструкционные стали;
• легированные жаропрочные стали;
• легированные коррозионностойкие стали.
Обозначение низкоуглеродистой стали начинается со слова Сталь (Сталь 15, Сталь 20 – качественные стали) или начальных букв слова Сталь (Ст 1, Ст 2, Ст 3, Ст 4 – стали обыкновенного качества).
Чем больше цифра в обозначении конструкционной низкоуглеродистой стали обыкновенного качества (Ст 1, Ст 2, Ст 3, Ст 4), тем выше содержание углерода.
Цифра в обозначении качественной низкоуглеродистой конструкционной стали показывает содержание углерода в сотых долях процента. Например Сталь 10 содержит 0,10% углерода. В таблице ниже приведены условные обозначения легирующих элементов в марках сталей и марках сварочных проволок.

Условные обозначения легирующих элементов в марках сталей и марках сварочных проволок
В обозначении легированных сталей, например 09Г2Д, цифры 09 показывают содержание углерода в сотых долях процента: 0,09% С.
Буквы справа от цифры обозначают легирующий элемент: Г – марганец; Д – медь. Цифра после буквы указывает содержание легирующего элемента в целых процентах. Отсутствие цифры указывает на содержание элемента менее 1%.
Исследования и опыт применения сварки в промышленности позволяют оценить с некоторым приближением каждую марку стали с точки зрения свариваемости как весьма высокую, высокую, удовлетворительную и низкую. Эти оценки приводятся в справочной литературе.
Тема 7
Сварочные процессы
Сварочные процессы и оборудование
Сварка покрытым плавящимся электродом (режим ММА)
| ММА - режим дуговой сварки покрытым плавящимся электродом. При сварке покрытым плавящимся электродом сварочный шов образуется за счет расплавления электрода и кромок основного металла сварочной дугой. В качестве электрода используют металлический стержень из того же металла или близкого по составу к свариваемому. |

Полуавтоматическая сварка в среде защитных газов (режим МИГ\МАГ)
| МИГ/МАГ - режим полуавтоматической сварки плавящейся электродной проволокой в среде углекислого газа или газовых смесей. При этом режиме сварки подаваемая в зону дуги механизированным способом электродная проволока расплавляется и образует сварочный шов. |
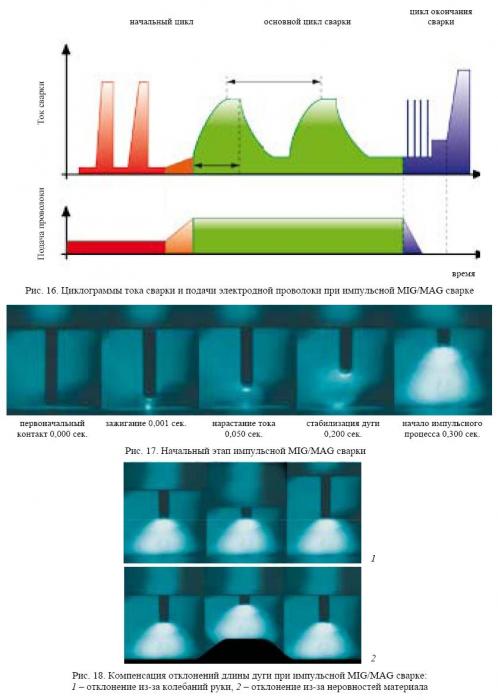
Импульсная сварка MIG/MAG
При капельном переносе наблюдается снижение технологических характеристик дуги, а также затруднение сварки в отдельных положениях. При этом, расход металла электродов увеличивается на 12-15%. Чтобы повысить характеристики дуги, используется изменение ее мощности – импульсно-дуговая сварка MIG/MAG (Рис. 12).
Однако скорость подачи электродной проволоки не равна скорости ее плавления. Чтобы ускорить процесс плавления проволоки электрода, на нее воздействуют импульсом тока, что и обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее к сварочной ванне. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.

Импульсная сварка MIG: преимущества
Переход капельного переноса в мелкокапельный и струйный (в режиме короткого замыкания);
- Устойчивую работу в диапазоне малых токов (от 5 А до 40 А); Снижение общего уровня тока и, как следствие, уменьшение тепловложений в металл; Снижение разбрызгивания (до 1,5 - 3% от общего расхода проволоки); Более плавный переход от металла наплавленного валика к основному металлу.
Технология TwinPulseTM
MIG/MAG технология сварки с двойными импульсами известна в нескольких вариантах, которые были разработаны различными производителями сварочного оборудования. Рассмотрим этот процесс на примере инверторных импульсных полуавтоматов серии Saprom компании «Lorch Schweisstechnik» (Германия).
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза. За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну. Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла. При работе с тавровыми швами технология TwinPulse позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
