
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
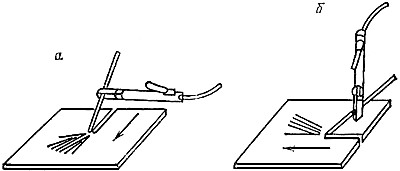
Рис.1. Варианты работы резаком:
а - справа налево; б - от себя
Вырубить зубилом дефектный участок можно только в том случае, если ремонт резервуаров выполняется при положительной температуре окружающего воздуха.
3.6.5. Вырезка дефектных мест сварного соединения или основного металла осуществляется путем перемещения резака РПК-2-72 или РПА-2-72 по линии реза. При этом на кромках удаляемого дефектного участка образуется канавка с закругленными краями и чистой поверхностью, не нуждающейся в дальнейшей очистке и механической обработке. Режим резания резаком приведен в табл.3.6.1.
Таблица 3.6.1
Режимы резания резаком РПК-2-72 и РПА-2-72
Размер канавки, мм | Рабочее давление газа, МПа | Скорость резания, м/мин | Расход газа, м | |||||
ширина | глубина | кислорода | ацетилена | коксового или природного | кислорода | ацетилена | коксового или природного | |
5-15 | 2-10 | 0,8-1,2 | Для РПА-2 не менее 0,01 | Не менее 0,02 | 0,5-5,0 | 74 | Для РПА-2 1,2 | 4,5 |
Примечание. Глубина канавки и скорость резания зависят от угла наклона резака.
Подрубка корня шва, удаление заклепок, разделка трещин, выплавка дефектных участков листа, V-образная подготовка кромок листов под сварку и т. д., а также разделительная резка низкоуглеродистой, низколегированной и нержавеющей стали проводятся воздушно-дуговой резкой резаком РВДм-315 или РВДл-1200.
Резак РВДм-315 работает на постоянном токе, РВДл-1200 - на переменном токе.
Источником питания служат серийно выпускаемые сварочные преобразователи ПСО-500 или ПСМ-1000 и сварочные трансформаторы ТСД-1000 и ТСД-200-2.
Режим воздушно-дуговой резки резаком РВДм-315 приведен в табл.3.6.2.
Таблица 3.6.2
Режимы воздушно-дуговой резки резаком РВДм-315
Расход | ||||||||
Диаметр электрода, мм | Сила тока, А | Напряжение, В | Скорость сторожки, | Ширина канавки, | Глубина канавки, | электроэнергии, кВт·ч/м | электрода, мм/м | сжатого воздуха, |
6 | 270-300 | 35-45 | 770-570 | 6,5-8,5 | 3-4 | 0,13 | 100-110 | 600 |
8 | 360-400 | 35-45 | 900-640 | 8,5-10,5 | 4-5 | 0,17 | 85-90 | 650 |
10 | 450-500 | 35-45 | 1000-700 | 10,5-12,5 | 5-6 | 0,21 | 55-60 | 700 |
12 | 540-600 | 35-45 | 1000-700 | 12,5-14,5 | 6-8 | 0,24 | 50-55 | 800 |
3.6.6. Кромки деталей после кислородной или дуговой (воздушной и кислородной) резки не должны иметь неровностей, прожогов и шероховатостей более 1 мм.
3.6.7. При толщине металла свыше 5 мм, в котором выявлена трещина, кромки трещин разделывают под сварку с V-образной подготовкой (угол раскрытия 60-70°). При толщине элементов менее 5 мм кромки трещины не разделывают.
3.6.8. Разделка кромок может осуществляться ручным и пневматическим зубилами, кромкорезами (электрическими), шлифовальными кругами и кислородной резкой.
3.7. Устранение дефектов с применением сварочных работ
3.7.1. Сталь, предназначенная для ремонта резервуаров, должна быть проверена на соответствие ее требованиям пп.3.3.1-3.3.3 настоящего Руководства, действующим ГОСТам или техническим условиям (на основании сертификатов) и предварительно очищена от ржавчины, масла, влаги, снега, льда и других загрязнений.
3.7.2. Разметка металла и шаблонов осуществляется с помощью чертилок, кернеров и других приспособлений, а также мерительных инструментов, обеспечивающих высокую точность (линейки, рулетки второго класса точности по ГОСТ 7502-80).
3.7.3. Шаблоны для контроля гибки, вальцовки и сборки могут изготовляться из тонкого стального листа, дерева, а также комбинированными (из дерева и тонкого стального листа); шаблоны для резки заготовок - из картона и дерева.
Шаблоны следует изготовлять с учетом допустимых отклонений от проектных размеров при разметке (1,5 мм при длине шаблона до 4,5 м) и припусков на обработку (+1 мм на каждый сварной шов при толщине металла до 16 мм).
3.7.4. Древесина для шаблонов применяется высушенная, из хвойных пород; картон - плотный толщиной 1,5-3 мм.
3.7.5. Резка заготовок листового металла, обработка кромок под сварку должны выполняться механическим способом или газовой резкой. Электродуговая резка листа не допускается. Кромки металла после газовой резки должны быть зачищены от заусениц, грата, окалины, наплывов до металлического блеска и не должны иметь неровностей, вырывов и шероховатостей, превышающих 1 мм.
3.7.6. Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняются в соответствии с ГОСТ 5264-80. Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы следующим образом:
а) сборку листов и других элементов при толщине до 5 мм выполняют внахлестку, при толщине более 5 мм - встык: размер нахлестки рекомендуется не менее 30-40 мм, зазор между листами не должен превышать 1 мм;
б) элементы (накладки), свариваемые внахлестку, на верхних поясах стенки устанавливают с внутренней стороны резервуара;
в) зазор между стыкуемыми кромками листов в стыковых соединениях следует принимать не менее 1 мм и не более 2 мм;
г) в стыковых односторонних соединениях с подкладкой при зазорах между кромками более 4 мм толщину подкладки принимают равной толщине свариваемых листов;
д) элементы, соединяемые встык ручной дуговой сваркой, должны иметь разделку со скосом под углом 27±3°;
е) элементы тавровых соединений (при выполнении ручной сваркой) должны иметь зазор между вертикальными и горизонтальными листами до 2 мм.
3.7.7. Элементы вставок и накладок на стенке резервуара до подгонки их по месту предварительно вальцуют (в холодном состоянии) до радиуса меньшего, чем радиус резервуара, на 1-2,5 м в зависимости от диаметра стенки резервуара.
Концы листов (вставок) подвальцовывают по шаблону. Зазор между шаблонами (на длине по дуге 1,5 и 3 м) и листом толщиной 6 мм и более после вальцовки не должен превышать соответственно 2 и 4 мм.
Не допускается искривление листа (конусность). Углы элементов вставок и накладок закругляют.
3.7.8. Расстояние между пересекающимися сварными швами элементов вставок и накладок в днище и кровле резервуара должны быть не менее 200 мм, на стенке резервуара - не менее 500 мм.
3.7.9. При сборке элементов конструкции под сварку детали соединяют посредством прихватов или при помощи стяжных приспособлений.
3.7.10. Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными и легко расплавляться при наложении постоянных швов.
3.7.11. Катет сварного шва прихватки не должен превышать 6 мм, длина - 50-60 мм. Рекомендуемое расстояние между прихватками 400-500 мм.
3.7.12. Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
3.7.13. При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки сталей, из которых выполнены элементы.
3.7.14. При наличии значительных вмятин или выпучин в кромках верхних поясов стенки, возникающих в результате недопустимого вакуума или избыточного давления, необходимо, кроме исправления вмятин (выпучин), тщательно осмотреть конструкции покрытия (щиты, фермы, прогоны и др.) и в случае наличия повреждений устранить их.
3.7.15. Правку деформированных мест элементов стенки, центральной части понтона и покрытия во избежание образования наклепа и возникновения хрупкости металла следует выполнять в горячем состоянии путем местного нагрева газовыми горелками.
Нагрев осуществляют полосами или треугольниками по предварительной разметке с выпуклой стороны.
Нагретые участки правят молотками или кувалдами. Температура нагрева для углеродистой стали должна быть не менее 700-850 °С.
Температуру нагрева рекомендуется определять с помощью термоиндикаторных карандашей или температурной шкалы цветов нагрева стали.
Температура нагрева, °С | |
Цвет нагрева: | |
темно-коричневый | 550-580 |
коричнево-красный | 580-650 |
темно-красный | 650-730 |
темно-вишнево-красный | 730-770 |
770-800 | |
светло-вишнево-красный | 800-830 |
светло-красный | 830-900 |
Скорость охлаждения после правки элементов резервуара должна исключать закалку, коробление, трещины, надрывы.
3.7.16. Правку деформированных мест элементов резервуара в холодном состоянии выполняют натяжными и ударными приспособлениями через подкладной лист при положительной температуре наружного воздуха.
3.7.17. Правка и сборка заготовок (вставки, накладки) при температуре ниже -25 °С ударными инструментами запрещается.
3.7.18. При ремонте резервуаров рекомендуется применять механизированную сварку под флюсом, в защитных газах и порошковой проволокой, а при необходимости также ручную дуговую сварку.
Применение газовой сварки для ремонта ответственных элементов резервуаров не допускается.
3.7.19. Сварку при ремонте и исправлении дефектов резервуаров, находящихся в эксплуатации, рекомендуется выполнять при температуре окружающего воздуха не ниже -10 °С. Сварку при более низких температурах следует проводить в соответствии с рекомендациями по ремонту резервуаров в условиях отрицательных температур (прил.3).
3.7.20. К производству сварочных работ при ремонте резервуаров допускаются квалифицированные электросварщики, прошедшие испытания в соответствии с действующими правилами и имеющие удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
Механизированная сварка выполняется сварщиками, прошедшими обучение по управлению указанной аппаратурой и получившими об этом соответствующие удостоверения.
Сварщики должны на месте работы пройти технологическое испытание в условиях, тождественных с теми, в которых будет проводиться сварка конструкций.
3.7.21. При выполнении сварочных работ с целью ремонта и исправления дефектных мест резервуаров должны соблюдаться следующие требования:
а) сварка стыковых швов окраек днища должна выполняться на соответствующей подкладке в два слоя и более с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается; конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между подкладкой и кромками не должен превышать 1 мм;
б) технологические подкладки для сварки окрайков днищ должны иметь размеры: толщину 4-6 мм, длину более длины дефектного места на 100-150 мм и ширину не менее 100 мм;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
