

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Предельные значения параметров m, n и с /IT учитывают влияние только случайной составляющей погрешности измерения.
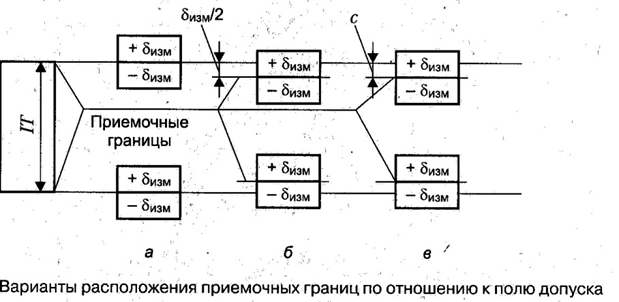
ГОСТ 8.051 – 81 предусматривает два способа установления приемочных границ.
Первый способ. Приемочные границы устанавливают совпадающими с предельными размерами (рисунок 34, а).
Если полученные данные не повлияют на эксплуатационные показатели, то на чертежах указывают первоначально выбранный квалитет. В противном случае назначают более точный квалитет или другое поле допуска в этом квалитете.
Второй способ. Приемочные границы смещают внутрь относительно предельных размеров.
При введении производственного допуска могут быть два варианта в зависимости от того, известна или неизвестна точность технологического процесса.
Вариант 1. При назначении предельных размеров точность технологического процесса неизвестна. В соответствии с ГОСТ 8.051 – 81 предельные размеры изменяются на половину допускаемой погрешности измерения (рисунок 34, б).
Пример. При проектировании вала диаметром 100 мм оценено, что отклонения его размеров для условий эксплуатации должны соответствовать h6 (![]()
![]() ). В соответствии с ГОСТ 8.051 – 81 устанавливают, что для размера вала 100 мм и допуска IT = 0,022 мм допускаемая погрешность измерения у изм = 0,006 мм.
). В соответствии с ГОСТ 8.051 – 81 устанавливают, что для размера вала 100 мм и допуска IT = 0,022 мм допускаемая погрешность измерения у изм = 0,006 мм.
В соответствии с таблицей 1, Приложения 8 устанавливают, что для Амет (у) = 16 %инеизвестной точности технологического процесса m = 5,0 и с = 0,25 IT, то есть среди годных деталей может оказаться до 5,0 % неправильно принятых деталей с предельными отклонениями + 0,0055 и – 0,0275 мм.
Вариант 2. При назначении предельных размеров точность технологического процесса известна. В этом случае предельные размеры уменьшают на значение параметра с (рисунок 34,в).
Предположим, что для рассмотренного выше примера IT / у тех = 4 (при изготовлении имеется 4,5 % брака по обеим границам): А мет (у) = 16 %, с/IT = 0,1 %, с = 0,0022 мм.
С учетом данных диаметр вала принимают ![]()
![]() .
.
Приложение 1
ЛАБОРАТОРНАЯ РАБОТА № 1
ИЗМЕРЕНИЕ РАЗМЕРОВ И ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТИ ГЛАДКИМ МИКРОМЕТРОМ
ЗАДАНИЕ:
ИЗМЕРЯЕМАЯ ДЕТАЛЬ
Параметры детали |
Обозначение |
Предельные отклонения: |
es |
ei |
Предельные размеры: |
dMAX |
dMIN |
Величина допуска Т |
Допускаемая погрешность измерения |
ИЗМЕРИТЕЛЬНОЕ СРЕДСТВО
Наименование измерительного средства |
Цена деления |
Диапазон измерения |
Предельная погрешность измерения |
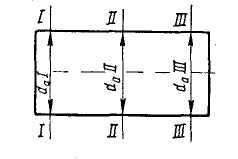
СХЕМА ИЗМЕРЕНИЯ
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ
Показания: |
d А l |
d Б l |
dАll |
d Бll |
dАlll |
d Бlll |
Овальность |
Конусообразность |
Бочкообразность или седлообразность |
Заключение о годности |
РАБОТУ ВЫПОЛНИЛ:
РАБОТУ ПРИНЯЛ:
ДАТА:
Приложение 2
ЛАБОРАТОРНАЯ РАБОТА № 2
ИЗМЕРЕНИЕ РАЗМЕРОВ И ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТИ ИНДИКАТОРОМ ЧАСОВОГО ТИПА В СТОЙКЕ
ЗАДАНИЕ:
ИЗМЕРЯЕМАЯ ДЕТАЛЬ
Параметры детали |
Обозначение |
Предельные отклонения: |
es |
ei |
Предельные размеры: |
dMAX |
dMIN |
Величина допуска Т |
Допускаемая погрешность измерения |
ИЗМЕРИТЕЛЬНОЕ СРЕДСТВО
Наименование измерительного средства |
Цена деления |
Диапазон измерений в стойке |
Диапазон измерений головки |
Предельная погрешность измерения |
СХЕМА ИЗМЕРЕНИЯ
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ
Показания: |
d А l |
d Б l |
dАll |
d Бll |
dАlll |
d Бlll |
Овальность |
Конусообразность |
Бочкообразность или седлообразность |
Заключение о годности |
РАБОТУ ВЫПОЛНИЛ:
РАБОТУ ПРИНЯЛ:
ДАТА:
Приложение 3
ЛАБОРАТОРНАЯ РАБОТА № 3
ИЗМЕРЕНИЕ ИНДИКАТОРОМ ЧАСОВОГО ТИПА РАДИАЛЬНОГО БИЕНИЯ ВАЛА, УСТАНОВЛЕННОГО В ЦЕНТРАХ
ЗАДАНИЕ:
ИЗМЕРЯЕМАЯ ДЕТАЛЬ
Параметры детали |
Обозначение |
Допуск радиального биения |
Допускаемая погрешность измерения |
ИЗМЕРИТЕЛЬНОЕ СРЕДСТВО
Наименование измерительного средства и отчетно-измерительной головки |
Цена деления |
Диапазон измерения в центрах |
Диаметр (Ш) |
Длина (L) |
Диапазон показаний головки |
Предельная погрешность измерения |
СХЕМА ИЗМЕРЕНИЯ
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ
Показания | ||
Верхняя точка | Нижняя точка | Биение |
Первый оборот | ||
Второй оборот | ||
Третий оборот | ||
Радиальное биение поверхности | ||
Заключение о годности |
РАБОТУ ВЫПОЛНИЛ:
РАБОТУ ПРИНЯЛ:
ДАТА:
Приложение 4
ЛАБОРАТОРНАЯ РАБОТА № 4
ИЗМЕРЕНИЕ ДИАМЕТРА ОТВЕРСТИЯ И ОТКЛОНЕНИЙ ФОРМЫ ЕГО ПОВЕРХНОСТИ ИНДИКАТОРНЫМ НУТРОМЕРОМ
ЗАДАНИЕ:
ИЗМЕРЯЕМАЯ ДЕТАЛЬ
Параметры детали |
Обозначение |
Предельные отклонения: |
ES |
EI |
Предельные размеры: |
DMAX |
DMIN |
Величина допуска Т |
Допускаемая погрешность измерения |
ИЗМЕРИТЕЛЬНОЕ СРЕДСТВО
Наименование измерительного средства |
Цена деления |
Диапазон измерения нутромером |
Диапазон показаний головки |
Предельная погрешность измерения |
СХЕМА ИЗМЕРЕНИЯ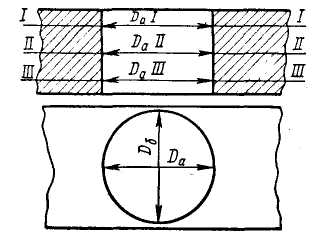
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЯ
Показания: |
D А l |
D Б l |
DАll |
D Бll |
DАlll |
D Бlll |
Овальность |
Конусообразность |
Бочкообразность или седлообразность |
Заключение о годности |
РАБОТУ ВЫПОЛНИЛ:
РАБОТУ ПРИНЯЛ:
ДАТА:
Приложение 5
ЛАБОРАТОРНАЯ РАБОТА № 5
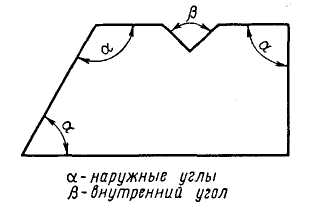
ИЗМЕРЕНИЕ УГЛОВ УГЛОМЕРАМИ С НОНИУСОМ
ЗАДАНИЕ:
ИЗМЕРЯЕМАЯ ДЕТАЛЬ
Параметры детали: |
Номинальные размеры и предельные отклонения |
Наружные углы: |
б ± Дб |
Внутренние углы: |
в ± Дв |
ИЗМЕРИТЕЛЬНОЕ СРЕДСТВО
Наименование измерительного средства |
Величина отсчета по нониусу |
Диапазон измерения |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
