

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Составить блок концевых мер для номинального размера, предложенного преподавателем, в соответствии с имеющимся набором концевых мер (№ 1, класс точности 3). Для каждой концевой меры вошедшей в блок определить поправку с соответствующим знаком (таблица 4, Приложение 7), найти алгебраическую сумму (∑ ∆i) поправок и рассчитать действительный размер блокаН Д = Н Н + ∑ ∆i. Данные расчета занести в таблицу 1. Определить допускаемое отклонение(∆ИЗГ) каждой концевой меры вошедшей в блок в соответствии с классом точности мер. Рассчитать квадратичную сумму (∆ИЗГ i) отдельных мер и определить предельную погрешность номинального размера блока
 . Определить допускаемое отклонение (∆ ИЗМ ��) каждой концевой меры вошедшей в блок в соответствии с разрядом мер. Рассчитать квадратичную сумму отдельных мер и определить погрешность действительного размера блока
. Определить допускаемое отклонение (∆ ИЗМ ��) каждой концевой меры вошедшей в блок в соответствии с разрядом мер. Рассчитать квадратичную сумму отдельных мер и определить погрешность действительного размера блока
 . Данные расчета занести в таблицу 2.
. Данные расчета занести в таблицу 2. ЛАБОРАТОРНАЯ РАБОТА № 8
ВЫБОР СРЕДСТВ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ
ЦЕЛЬ РАБОТЫ: научиться правильно выбирать средство измерения в зависимости от точности (допуска) контролируемого размера детали и допускаемой погрешности измерений, установленной ГОСТ 8.051 – 88 (СТ СЭВ 303 – 76).
ЗАДАНИЕ: по заданию преподавателя выбрать средство измерения для контроля конкретного размера детали.
ИЗМЕРЯЕМАЯ ДЕТАЛЬ – шкив, валик ступенчатый (чертеж, Приложение 8).
Погрешность измерений – это отклонение значений величины, найденной путем ее измерения, от истинного (действительного) значения измеряемой величины.
Погрешность прибора – это разность между показанием прибора и истинным (действительным) значением измеряемой величины.
Все погрешности средств измерений в зависимости от внешних условий делятся наосновные и дополнительные.
Основная погрешность – это погрешность средства измерения при нормальных условиях эксплуатации. Основная погрешность средств измерений нормируют согласно ГОСТ 13.000 – 68, заданием пределов допускаемой основной погрешности. Когда основная погрешность находится в этих пределах, средства измерения допускаются к применению.
Систематическая погрешность – погрешность, остающаяся постоянной или закономерно изменяющейся во времени при повторных измерениях одной и той же величины. Пример, смещение настройки прибора во времени. Для выявления систематической погрешности производят многократные измерения образцовой меры и по полученным результатам определяют среднее значение размера.
Случайная погрешность – погрешность, которая при многократном измерении одного и того же значения не остается постоянной. Например, при измерении валика одним и тем же прибором в одном и том же сечении получаются различные значения измеренной величины. Оценка параметров случайных погрешностей производится методами математической статистики.
При выборе измерительных средств и методов контроля изделий учитывают совокупность метрологических, эксплуатационных и экономических показателей. К метрологическим показателям относятся: допускаемая погрешность измерительного прибора; цена деления шкалы; порог чувствительности; пределы измерения и др. К эксплуатационным и экономическим показателям относятся: стоимость и надежность измерительных средств; продолжительность работы (до ремонта); время, затрачиваемое на настройку и процесс измерения; масса, габаритные размеры и рабочая нагрузка.
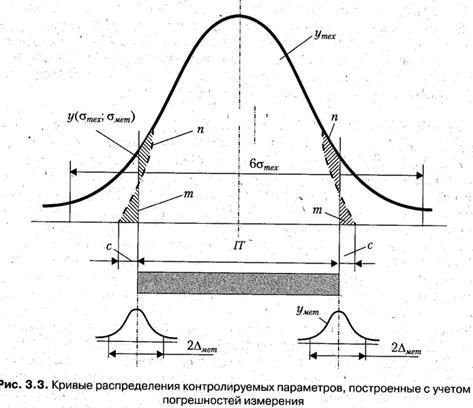
На рисунке 30 показаны кривые распределения размеров деталей (у тех) и погрешностей измерения (yмет) с центрами, совпадающими с границами допуска. В результате наложения кривых у тех и y мет происходит искажение кривой распределения y (у тех, у мет), появляются области вероятностей m и n, обуславливающие выход размера за границу допуска на величину с. Таким образом, чем точнее технологический процесс (меньше отношение IT / ![]()
![]() ), тем меньше неправильно принятых деталей по сравнению с неправильно забракованными.
), тем меньше неправильно принятых деталей по сравнению с неправильно забракованными.
Решающим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера, полученного в результате измерения с допустимой погрешностью.
Допускаемые погрешности измерения дизм при приемочном контроле на линейные размеры до 500 мм устанавливаются ГОСТ 8.051 – 81, которые составляют 35 – 20 % от допуска на изготовление детали IT. По этому стандарту предусмотрены наибольшие допускаемые погрешности измерения, включающие погрешности от средств измерений, установочных мер, температурных деформаций, измерительного усилия, базирования детали. Допускаемая погрешность измерения д изм состоит из случайной и неучтенной систематической составляющих погрешности. При этом случайная составляющая погрешности принимается равной 2у и не должна превышать 0,6 от погрешности измерения д изм.
В ГОСТ 8.051 – 81 погрешность задана для однократного наблюдения. Случайная составляющая погрешности может быть значительно уменьшена за счет многократных наблюдений, при которых она уменьшается в![]()
![]() раз, где n – число наблюдений. При этом за действительный размер принимается среднеарифметическое из серии проведенных наблюдений.
раз, где n – число наблюдений. При этом за действительный размер принимается среднеарифметическое из серии проведенных наблюдений.
Разрешается увеличение допускаемой погрешности измерения, указанной в ГОСТ 8.051 – 81 и ГОСТ 8.050 – 73 (Значение допустимой погрешности измерения на угловые размеры), при уменьшении допуска размера, учитывающего это увеличение, а также в случае разделения изделий на размерные группы для селективной сборки.
Случайная погрешность измерения не должна превышать 0,6 от допускаемой погрешности измерения и принимается равной 2у, где у – значение среднего квадратичного отклонения погрешности измерения.
При допусках, не соответствующих значениям, указанным в ГОСТ 8.051 – 81 и ГОСТ 8.050 – 73, допустимую погрешность выбирают по ближайшему меньшему значению допуска для соответствующего размера.
Влияние погрешностей измерения при приемочном контроле по линейным размерам оценивается параметрами:
- m – часть измеренных деталей, имеющих размеры, выходящие за предельные размеры, принята в числе годных (неправильно принятых); n – часть деталей, имеющих размеры, не превышающие предельных размеров, забракованы (неправильно забракованные); с – вероятностная предельная величина выхода размера за предельные размеры у неправильно принятых деталей.
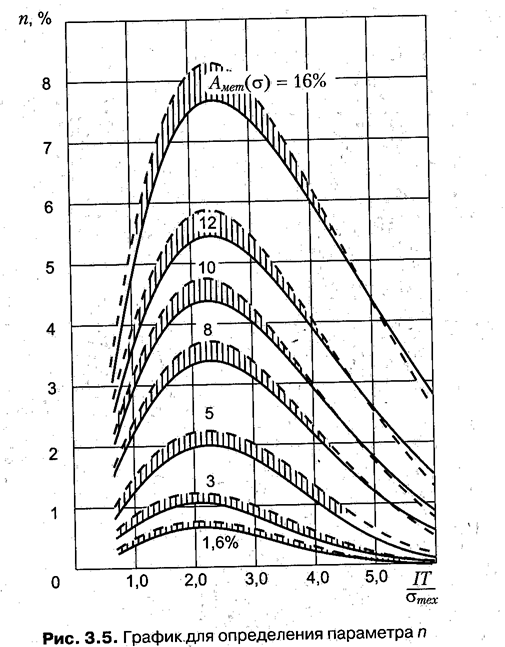
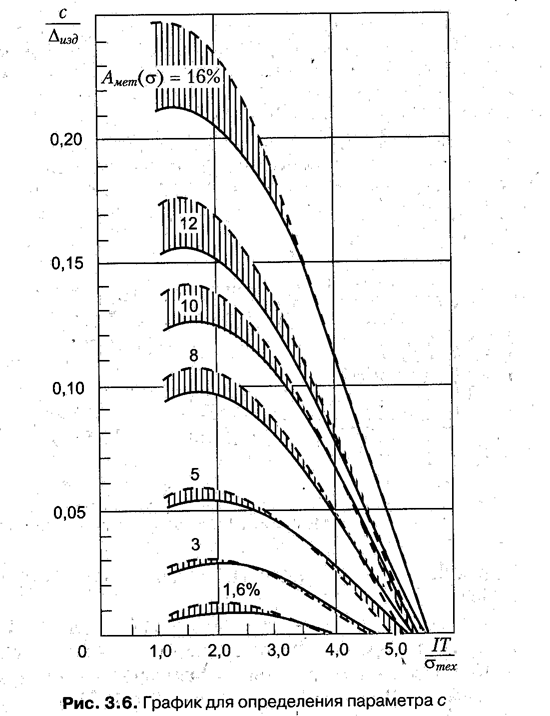
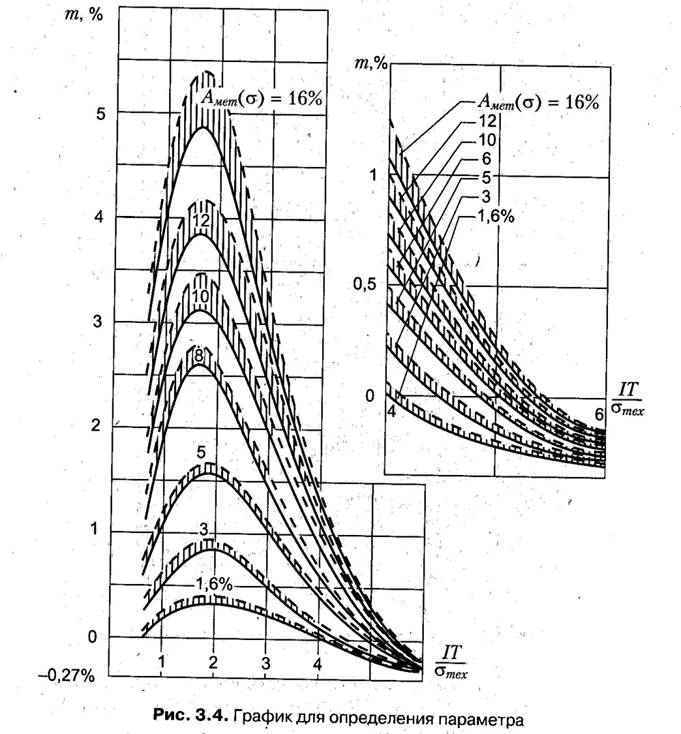
Значения параметров m, n, c при распределении контролируемых размеров по нормальному закону приведены на рисунках 31 – 33.
Сплошные линии соответствуют распределению погрешности измерения по нормальному закону, а пунктирные – по закону равной вероятности.
При неизвестном законе распределения погрешности измерения для параметров m, n, c рекомендуется принимать средние их значения, определенные по сплошной и пунктирным линиям.
Параметры m и с на графиках определены с доверительной погрешностью 0,9973.
Для определения m с другой доверительной вероятностью необходимо сместить начало координат по оси ординат.
Кривые графиков (сплошные и пунктирные) соответствуют определенному значению относительной погрешности измерения, равнойАмет (у) = у / IT · 100%,
где у – среднее квадратичное отклонение погрешности измерения;
IT- допускконтролируемого размера.
При определении параметров m, nи с рекомендуется принимать
А мет (у) = 16 % - для квалитетов 2 – 7;
А мет (у) = 12 % - для квалитетов 8 и 9;
А мет (у) = 10 % - для квалитетов 10 и грубее.
Параметры m, n и с приведены на графиках в зависимости от значенияIT / у тех, где у тех – среднее квадратичное отклонение погрешности изготовления. Параметры m, n и с даны при симметричном расположении поля допуска относительно центра группирования контролируемых деталей. Для определения m, nи с, при совместном влиянии систематической и случайной погрешностей изготовления, пользуются теми же графиками, но вместо значения IT / у тех принимается для одной границы (IT+2б) /у тех, а для другой - (IT-2б) / у тех, где б – систематическая погрешность изготовления.
При определении параметров m и n для каждой границы берется половина получаемых значений.
Возможные предельные значения параметров m, n и с/IT, соответствующие экстремальным значениям кривых (на рисунках 31 – 33), приведены в таблице 1 Приложения 8.
Первые значения m и n соответствуют распределению погрешностей измерения по нормальному закону, вторые – по закону равной вероятности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
