


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исходные данные приведены в таблице.
Затраты времени на элементы операций по результатам хронометража
Наименование элементов затрат | Оперативное время, мин |
Взять рулон ткани длиной 80-100 м с тележки и положить на стол | 0,09 |
Проверить запись реквизитов в реестре, записать длину рулона и отложить рулон | 0,12 |
Записать номер рулона партии в накладную и передать приемщику склада | 0,15 |
Заготовить реестр | 0,05 |
ЗАДАЧА 40. Обработать хронометражные ряды и проанализировать их (если нормативный коэффициент устойчивости хроноряда равен 1,7), рассчитать норму оперативного времени на исследуемую операцию. Исходные данные приведены в таблице.
Исходные данные для расчета (мин)
Элементы операции | Номер наблюдений | ||||
1 | 2 | 3 | 4 | 5 | |
Взять деталь и закрепить в патроне | 33 | 41 | 37 | 43 | 30 |
Обточить поверхность | 128 | 100 | 140 | 120 | 137 |
Снять деталь | 10 | 17 | 9 | 11 | 12 |
ЗАДАЧА 41. Методом моментных наблюдений за работой 12 слесарей-сборщиков в течение трех смен установлены следующие затраты рабочего времени (в моментах): подготовительно-заключительная работа – 156, оперативная – 2120, обслуживание рабочего места – 298, отдых и личные надобности – 153, перерывы по вине производства – 206, а по вине исполнителя – 162. Составить фактический и нормативный баланс рабочего времени на 8-часовую смену, если норматив подготовительно-заключительного времени (тпз) равен– 22 мин, обслуживание рабочего места (Тоб) – 20мин, отдых и личные надобности – 16мин. Определить возможное повышение производительности труда.
ЗАДАЧА 42. Норма времени на изготовление детали составляет 1,8 нормо-часа, в результате пересмотра она снижена на 23%. Определить новую норму выработки за смену и процент ее повышения.
ЗАДАЧА 43. Определить месячную норму выработки бригады рабочих, обслуживающих агрегаты непрерывного действия, включающие 4 установки одинаковой мощности, каждая из которых выпускает продукцию в объеме 1160 кг/ч, продолжительность времени работы бригады в месяц составляет 158 ч, планово-предупредительный ремонт для всех участков – 8,6 дня, продолжительность рабочей смены – 7 ч.
ЗАДАЧА 44. Определить норму выработки аппаратчиков, обслуживающих аппарат периодического действия, если оперативное время (Топ) равно 44 мин, время обслуживания рабочего места (Тоб) – 23 мин, время смены (Тсм) – 480 мин, а за операцию вырабатывается 325 кг продукции.
ЗАДАЧА 45. Норма времени на изготовление детали составляет 1,6 нормо-ч. В результате пересмотра она снижена на 15%. Определить новую норму выработки за смену и процент ее повышения. Продолжительность смены 8 часов.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ КОНТРОЛЬНОЙ РАБОТЫ
1 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 19-25. |
2 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 58-65 |
3 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 54-58,65-67 |
4 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 31-36 |
5 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 36-46 |
6 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 36-39,46-54 |
7 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 54-66 |
8 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 67-80 |
9 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 81-97 |
10 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 97-104 |
11 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 104-110 |
12 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 112-126 |
13 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 127-137 |
14 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 137-150 |
15 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 151-166 |
16 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 166-181 |
17 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 182-193 |
18-25 | Изучить Практикум автора «Организация производства» - Мн.: УП «ИВЦ Минфина», 2007 г. с. 36-52 Длительность операционного цикла обработки партии деталей і - операций (То) при последовательном виде движения предметов труда определяется по формуле
При последовательном виде движения предметов труда длительность технологической части цикла (Тпос) определяется по формуле: При параллельном виде движения предметов труда длительность технологической части цикла (Тпар) определяется по формуле: При параллельно-последовательном виде движения предметов труда длительность технологической части цикла (Тпар. – пос.) определяется по формуле: Если детали передаются поштучно, то величина передаточной партии р-1. Правила построения графиков. 1. При последовательном виде движения предметов труда строится график операционного цикла по каждой операции для всей партии деталей. Сначала на горизонтальной оси откладывается. Время обработки всех деталей партии на первой операции, затем вся партия целиком передается для обработки на вторую операцию и т. д., до полной обработки партии деталей на всех операциях. 2. При параллельно-последовательном виде движения предметов труда обработка партии на каждой операции также проводится непрерывно, но при этом вводится элемент параллельности, т. е. часть деталей из партии обрабатывается параллельно на двух смежных операциях. Возможны два варианта движения деталей: а) когда длительность цикла на предшествующей операции меньше, чем на последующей, в этом случае построение графика проводится с последней детали партии; б) когда длительность цикла на предшествующей операции больше, чем на последующей, в этом случае построение графика проводится с первой детали партии. 3. При параллельном виде движения предметов труда сначала строится график движения первой детали из партии. Затем по главной (наиболее продолжительной) операции строится непрерывный процесс обработки всех деталей партии. На всех других операциях в соответствии с главной достраиваются операционные циклы для всех деталей партии (кроме первой). Условия синхронизации обработки деталей:
r – такт потока; ti – штучное время i –операции, мин.; PMi – число рабочих мест на i-операции; i – 1…m (число операций). , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.39-46 |
26-31 | Смотрите учебник автора «Организация производства» - Мн.: УП «ИВЦ Минфина», 2006 г. с.84-88. Такт – это интервал времени между последовательным выпуском двух одноименных деталей с поточной линии (r) Ритм (Rc) –отличается от такта на величину передаточной партии и определяется R – ритм поточной линии, мин.; р – величина передаточной партии, шт. Величина обратная такту называется темп поточной линии и определяется
число рабочих мест на i - операцию (РМ) определяется по формуле Коэффициент загрузки рабочих мест на каждой операции (Кзо) определяется по следующей формуле: Средний коэффициент загрузки рабочих мест на поточной линии (Кз. о.ср.) определяют по формуле i =1, ... m – число операций на линии. Данный коэффициент позволяет определить целесообразность применения поточной организации производства. В массовом производстве нижний предел Кз. о.i рекомендуется 80-85%, в серійно-поточном 70-75%. Шаг (l) – это расстояние между центрами двух смежных рабочих мест или обрабатываемых изделий. Общая длина (L)конвейера поточной линии зависит от ее шага и числа рабочих мест на линии Скорость движения (V) конвейера поточной линии зависит от шага и такта линии. Цикл поточной линии Тц рассчитывается по формуле
, Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.81-94 |
32 | Для решения данной задачи нужно изучить учебник автора «Организация производства» - Мн.: УП «ИВЦ Минфина», 2006 г. с.30. Здесь внимательно изучить предлагаемый рисунок 3.2. «Производственная структура машиностроительного предприятия» и решить задачу. То есть выбрать из условия виды подразделений завода, относящиеся к тому или другому виду нужного для решения задачи производства и затем определить общую численность работающих по каждому производству. Затем определить общую численность работающих на заводе путем суммирования численности рабочих по каждому подразделению. Удельный вес работников основного производства равен частному от деления численности работников основного производства на общую численность работников по заводу и полученный результат умножить на 100%. Степень точности 0,01% и т. д. , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.54-57,65-67 |
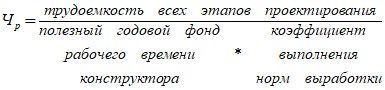
33 | Сначала определяется трудоемкость всех этапов проектирования гидротурбин путем суммирования трудоемкости по каждому этапу проектирования. Численность (Чр) конструкторов бригады на весь объем конструирования гидротурбин определяют следующим образом:
Численность конструкторов по этапам проектирования определяют аналогично. , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.39-46 |
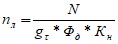
34 | Изучите учебник Синица производства, Мн.: УП ИВЦ Минфина, 2006 , с.95-107. Необходимое количество автоматических линий (пл) определяют следующим образом:
Фд - действительный фонд времени работы линии за год, ч; Кн – коэффициент, учитывающий потери времени по техническим и организационным причинам. , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.112-114 |
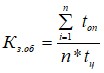
35 | Изучите учебник Синица производства, Мн.: УП ИВЦ Минфина, 2006 , с.120-123, с.113-120. Коэффициент загрузки оборудования ( в т. ч. станков) (Кз. о.) определяют следующим образом Фд – действительный фонд времени единицы оборудования, ч. Тн – прогрессивная трудоемкость производственной программы, ч. п – количество оборудования. Коэффициент пропускной способности (Кп. с.) оборудования определяется следующим образом Тп – прогрессивная трудоемкость производственной программы, ч. Прогрессивная трудоемкость (Тп) определяется следующим образом
Тн – трудоемкость производственной программы по действующим на предприятии нормам трудоемкости с учетом подготовительно-заключительного времени на 1 января расчетного года, нормо-часы. Кп – прогрессивный процент выполнения норм выработки, %. Прогрессивный процент выполнения норм выработки определяется по формуле
Кср – средневзвешенный процент выполнения норм выработки; Кпр – коэффициент приведения средних норм к прогрессивным. Необходимое количество оборудования на программу (п) рассчитывается по формуле Тп – прогрессивная трудоемкость производственной программы, нормо-часы; Фр – режимный фонд времени единицы оборудования, ч. Различают: календарный фонд времени (Фк) – произведение числа календарных дней на количество часов в сутки: Режимный фонд времени (Фр), определяют его по формуле
Дв – количество выходных дней в году; Дп – количество праздничных дней в году;
Дпg – количество предпраздничных дней в году; Ксм – число смен работы предприятия. Действительный фонд времени (Фg) при условии непрерывного процесса производства определяют по формуле Рк, Рпп – время на капитальный и планово-предупредительный ремонт оборудования, ч. Действительный фонд времени (Фg) в условиях прерывного процесса производства определяется по формуле , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.197-202,205-206 |
37 | Расчет числа станков (л), обслуживаемых рабочим-оператором, ведется по формуле
где tм — машинное время работы станка, мин;
где Однако следует иметь в виду, что при расчете количества станков, на которых должен будет работать рабочий, не всегда получается целое число. Поэтому, если число станков получилось целое, можно считать, что получен наиболее желательный вариант многостаночной работы, а если получилось дробное число, то его необходимо округлить в большую или меньшую сторону. Если принятое число станков (ппр) меньше, чем расчетное (пр), тогда (п - 1) • t3 < tм. При этом рабочий имеет свободное время (tпр р) в цикле обслуживания, величина которого может быть рассчитана по следующей формуле:
Если принятое число станков (nпр) больше, чем расчетное (nр), тогда (n - 1) t3 > tм. При этом рабочий не успевает за время цикла обслужить все станки и они будут определенное время простаивать (tпр об). Это время можно определить по формуле
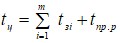
После расчета количества станков и времени простоя оборудования или рабочего-станочника строятся графики многостаночного обслуживания по выбранным вариантам (см. рис. 10.1 в практикуме , 2004 г.). Далее рассчитывается длительность цикла многостаночного обслуживания. Длительность цикла многостаночного обслуживания — это время от начала обслуживания первого по маршруту станка до момента возвращения рабочего к этому же станку. Определяется длительность цикла многостаночного обслуживания по формуле
или
где max tоп — максимальная продолжительность одной из выполняемых операций при многостаночном обслуживании. С точки зрения структуры затрат времени
Коэффициент загрузки оборудования рассчитывается по формуле
Коэффициент загрузки рабочего-многостаночника рассчитывается по формуле
Выбор первого или второго варианта обслуживания станков определяется конкретными организационно-техническими условиями и затратами, связанными с простоями рабочего и станков. Оптимальное число станков можно определить, сравнивая расходы на единицу оперативного времени работы станка при различных вариантах числа обслуживаемого оборудования. При этом в качестве целевой функции, соответствующей критерию минимума затрат на единицу продукции, используется функция
где С — коэффициент, показывающий отношение затрат, связанных с простоем оборудования, к затратам на содержание одного рабочего; I— среднее количество работающих станков в течение цикла многостаночного обслуживания. При определении коэффициента С в расходах на эксплуатацию станка учитываются затраты, которые меняются с изменением числа станков, необходимых для выпуска одинакового объема продукции. К ним в основном относятся амортизационные расходы, расходы на текущий ремонт станков, электроэнергию, эксплуатацию производственных помещений и т. д. Они рассчитываются или устанавливаются по таблицам, разрабатываемым отраслевыми институтами. Расходы на заработную плату определяются по данным предприятия с учетом квалификации рабочего, обслуживающего данные станки. Среднее количество работающих станков в течение цикла определяется исходя из графика многостаночной работы. Вариант числа обслуживаемых станков, при котором значение функции ф будет минимальным, является оптимальным. При установлении же нормы обслуживания необходимо учитывать потребности и возможности производства. Здесь возможны два вида отклонений от нормальных условий: 1) число рабочих данной специальности и квалификации меньше необходимого для выполнения плана; 2) имеет место недостаток оборудования. В первом случае норма обслуживания устанавливается с учетом более полной занятости рабочего, во втором — с учетом более полной загрузки оборудования. |
36, 38-39 | Путем сопоставления данных фактического и нормативного балансов рабочего времени определяются коэффициенты: ♦ полезного использования рабочего времени:
где
♦ полезного использования оборудования:
♦ потерь рабочего времени, зависящего от рабочего:
где ♦ потерь рабочего времени по организационно-техническим причинам:
где Также определяется возможное повышение производительности труда за счет устранения потерь и нерациональных затрат рабочего времени:
или
где |
41 | Для решения задачи нужно: определить общее количество моментов, т. е. сложить известные моменты ( Далее определяют затраты времени на один момент (Зм).
определите затраты времени по индексам (они даны в условии задачи (индексы).
Постройте баланс затрат рабочего и определите возможное повышение производительности труда. , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с.376-378 |
42-45 | , Горошкин промышленного производства: Учебное пособие/ , ; под редакцией проф. – Минск: РИПО, 2008, с. 159-162 |
 , где п - количество деталей в партии, ti – штучное время обработки детали на і - операции, РМ – количество рабочих мест на которых выполняется і - операция.
, где п - количество деталей в партии, ti – штучное время обработки детали на і - операции, РМ – количество рабочих мест на которых выполняется і - операция. , где ti – штучное время обработки детали на і - операции, мин.
, где ti – штучное время обработки детали на і - операции, мин. , где -
, где -  , где
, где  - сумма коротких операций (из двух смежных), мин.
- сумма коротких операций (из двух смежных), мин. , где
, где , где
, где  - число рабочих мест на линии.
- число рабочих мест на линии.
 , где
, где , где
, где , где
, где


 ,
, ;
; ;
; ,
,

 , где Тсмены – 480 мин.
, где Тсмены – 480 мин.КРИТЕРИИ ОЦЕНКИ РЕЗУЛЬТАТОВ РАБОТЫ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
