

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- Нанесение с помощью войлока Лёгкое разрыхление профиля – основа хорошего приклеивания Сравнительно быстрое высыхание – за секунды, но значительно дольше, чем праймер с растворителем Высокая совместимость с ПУР 704 Высокая устойчивость к старению Высокая температуро - и влагоустойчивость

- Получил сертификат института пластмасс и искусственных материалов в Вюрцбурге Разрешен к использованию Обществом Качества RAL в соответствии с RAL 716/1, часть 7
Клеевые материалы для облицовывания профильных деталей
Свободный от растворителей праймер 840
Клеевые материалы для облицовывания профильных деталей
Калькуляционное сравнение двух клеевых систем
Параметры сравнения | Клеи на основе растворителей КЛЕЙБЕРИТ 257 и 261 | Полиуретановый клей-расплав SK 704.0 |
Cодержание сухого остатка | ок. 35% | 100% |
Наносимое количество | ок. 100-120 г/м2 в мокром состоянии (еще содержит растворитель) | ок. 35-40 г/м2 |
Эффективное нанесенное количество | ок. 35-40 г/м2 после испарения растворителя | ок. 35-40 г/м2 |
Стоимость 1 кг клея | ок. 5,20 Евро/кг | ок. 8,00 Евро/кг |
Стоимость клея, нанесенного на 1 м2 (без учета потерь) | ок. 0,52-0,55 Евро | ок. 0,28-0,32 Евро |
Облицовывание профильных деталей
Подготовка профиля к облицовыванию
Промывка
ПВХ-профиль необходимо промыть горячей водой с добавлением моющих растворов (например, мыльной щелочи), затем сполоснуть и высушить.
Обработка праймером
Вся поверхность, которая будет облицовываться ПВХ-пленкой, должна быть предварительно обработана праймером КЛЕЙБЕРИТ Праймер 831, 848 или 840
Праймер необходимо наносить равномерно тонким слоем в таком количестве, чтобы после нанесения вся поверхность была мокрой
Подогревание профиля
Одновременно с высушиванием праймера с помощью соответствующих обогревательных приборов (воздуходувка, инфракрасные лампы, керамический излучатель и т. д.) осуществляется также и подогрев профиля до температуры приблизительно 35°С
При работе с алюминиевым профилем необходимо подогревать профиль
до более высокой температуры - приблизительно + 45 градусов С
Облицовывание профильных деталей
ПВХ-пленки для облицовывания профиля
Пленки для облицовывания ПВХ-профилей имеют, как правило, толщину около 0,2 мм, а также лицевую поверхность, покрытую акриловой пленкой, устойчивой к воздействию ультрафиолетовых лучей
К ПВХ-пленкам для облицовывания профиля предъявляются следующие требования:
- Толщина акриловой пленки должна составлять минимум 0,05 мм После проведения испытаний с климатическим воздействием (при помощи ксенон-прибора) пленка не должна становиться хрупкой, т. е. на поверхности акриловой пленки не допустимо возникновение трещин, так как находящаяся под ней ПВХ-пленка не является стойкой к ультрафиолетовым лучам Пленка должна быть устойчивой к старению, то есть после проведения климатических испытаний допускается ее потемнение лишь до определенного уровня

- Выполнение всех вышеназванных требований проверяется в Германии Институтом пластмасс и искусственных материалов в г. Вюрцбург
Облицовывание профильных деталей
Нормы, контролируемые параметры, требования
В общепринятых нормах RAL 716/1 изложены все требования к облицованному оконному профилю из ПВХ

Облицовочная пленка, клеевое соединение, а также все изделие в целом должны соответствовать определенным параметрам
Основные требования, предъявляемые к пленке, названы в пункте 3
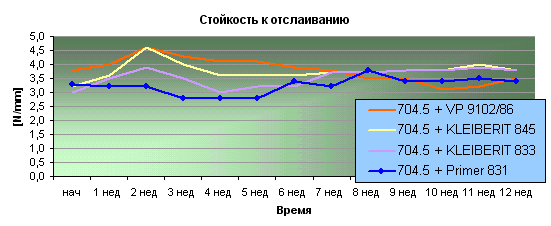
Требования, предъявляемые к готовому облицованному профилю, являются в первую очередь требованиями к климатической стойкости изделия, выражаемой в стойкости к отслаиванию
Облицовывание профильных деталей
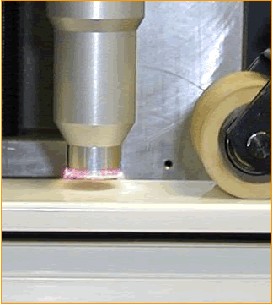
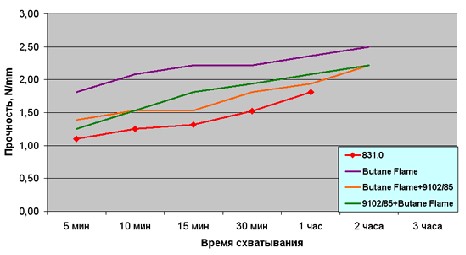
Испытание стойкости к отслаиванию
- На краю профиля надрезают пленку шириной 10 мм Конец пленки закрепляют в специальном фиксаторе и отрывают от поверхности профиля под углом 90°C со скоростью 10 мм/мин При этом стойкость к отслаиванию должна соответствовать следующей величине
- при комнатной температуре – 2,5 Н/мм2 после искусственного воздействия климатических условий – 2 Н/мм2
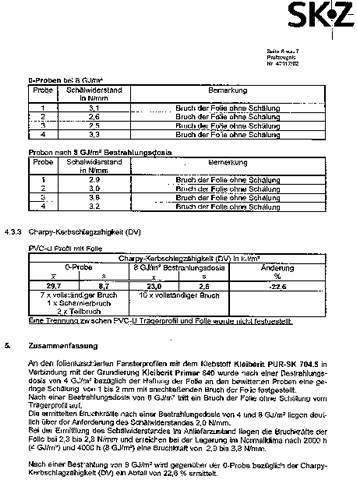
Искусственное воздействие климатических условий осуществляется с помощью ксенон-прибора CPS 1200 в течение около 4000 часов при дозировании ультрафиолетовых лучей 8 GJ/м2
Облицовывание профильных деталей
Испытание стойкости к отслаиванию
Облицовывание профильных деталей
Испытание стойкости к отслаиванию – BOBO-тест в соответствии с ASTM 2559
КЛЕЙБЕРИТ ПУР 704.5

Альтернативные технологии облицовки

• Обработка пламенем
• Обработка пламенем + водно-растворным праймером
• Плазменная обработка
• Плазменная обработка + обработка водно-растворным праймером
• Очистка-обработка праймером + моечная линия + обработка пламенем
Альтернативные технологии облицовки
Тест на прочность для альтернативных технологий:
Обработка пламенем
Альтернативные технологии облицовки
Тест на долговечность для альтернативных технологий
Обработка плазмой

Облицовывания профильных деталей
Производители облицовочных машин
- Фирма BARBARAN/Barcelona Испания Фирма FRITZ/Weinsberg Германия Фирма STEINS Германия Фирма FUX/Rolleithen Австрия

Новые тенденции в облицовывании профильных деталей
Облицовка термопластичных профилей из древесного волокна
Для получения таких профилей прессуется смесь из древесных или других органических волокон
с PVA, PP, PVC (20-70%)

Новые тенденции в облицовывании профильных деталей
Облицовка термопластичных профилей из древесного волокна
Исходный материал для термопластичных профилей из волокна

Новые тенденции в облицовывании профильных деталей
Облицовка термопластичных профилей из древесного волокна

Поставщики гранулата
Techwood Бельгия
Fasarlex Австрия
Поставщики экструдоров
Technoplast Австрия
Cinciannati Австрия
Разработчик технологии
HAKKER Formholz Германия, Швебиш Халл
Новые тенденции в облицовывании профильных деталей
Облицовка термопластичных профилей из древесного волокна
Результаты испытаний
Обрабатываемый профиль: профиль из древесного волокна с добавкой ПП
Облицовочный материал: бумажная плёнка, шпон

- Очень хорошее склеивание с ПO-SK 750.1 Полное отсутствие отслаивания Отсутствие предварительной обработки
Обрабатываемый профиль: профиль из древесного волокна с добавкой ПП
Облицовочный материал: PVC-плёнка
- Сложное склеивание с любым ПУ, т. к. необходима сложная предварительная обработка
- шлифовка обработка пламенем праймер 831.0
Новые тенденции в облицовывании профильных деталей
Облицовка акриловыми плёнками (FAST)
- Свободная от PVC плёнка на базе акрилата с прозрачным поверхностным PVDF-слоём
- Альтернативное решение фирмы RENOLIT к PVC-плёнкам для облицовывния при производстве окон Возможность использования таких же, как для PVC-плёнок реактивных клеев-расплавов
Новые тенденции в облицовывании профильных деталей
Облицовывание профильных деталей акриловой плёнкой FAST III фирмы RENOLIT
Новые тенденции в облицовывании профильных деталей
Сравнение параметров переработки акриловых плёнок (FAST III) и PVC-плёнок
Параметр | PVC | FAST III |
Подогрев профиля | ок. 40°C | ок. 45-50°C |
Подогрев плёнки | нет | ок. 70-80°C |
Температура нанесения ПУР | 120-130°C | 140-145°C |
Количество нанесения ПУР | ок. 40 г/м2 | ок. 60 г/м2 |
Новые тенденции в облицовывании профильных деталей
Облицовка акриловыми плёнками (FAST)
Фирма “Клебхеми ГмбХ КО КГ” разработала для FAST III-плёнок специальный праймер 831.4
Праймер 831.4 универсально применим для
- облицовывания акриловыми FAST III-плёнками перекрёстного наклеивания акриловых FAST III- или PVC-плёнок повторного облицовывания уже облицованного профиля (в тесте)
Облицовывание профильных деталей
Благодаря постоянной научно-исследовательской работе КЛЕЙБЕРИТ-клеи постоянно усовер-шенствуются в соответствии с новыми тенденциями технологии и требованиями рынка
Фирма “Клебхеми ГмбХ КО КГ” разрабатывает
- более 120 специальных видов ПУР клеев-расплавов для любых видов плёнок более 20 праймер-систем специально для FAST III и других видов плёнок, а также для разных подложек = профилей

Разделы для прямого вызова
Фирма Облицовывание Клеевые системы Схемы Таблица клеев Переработка/праймер/подготовка Нормы и испытания Алтернативные технологии Новые тенденции Другие

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
