


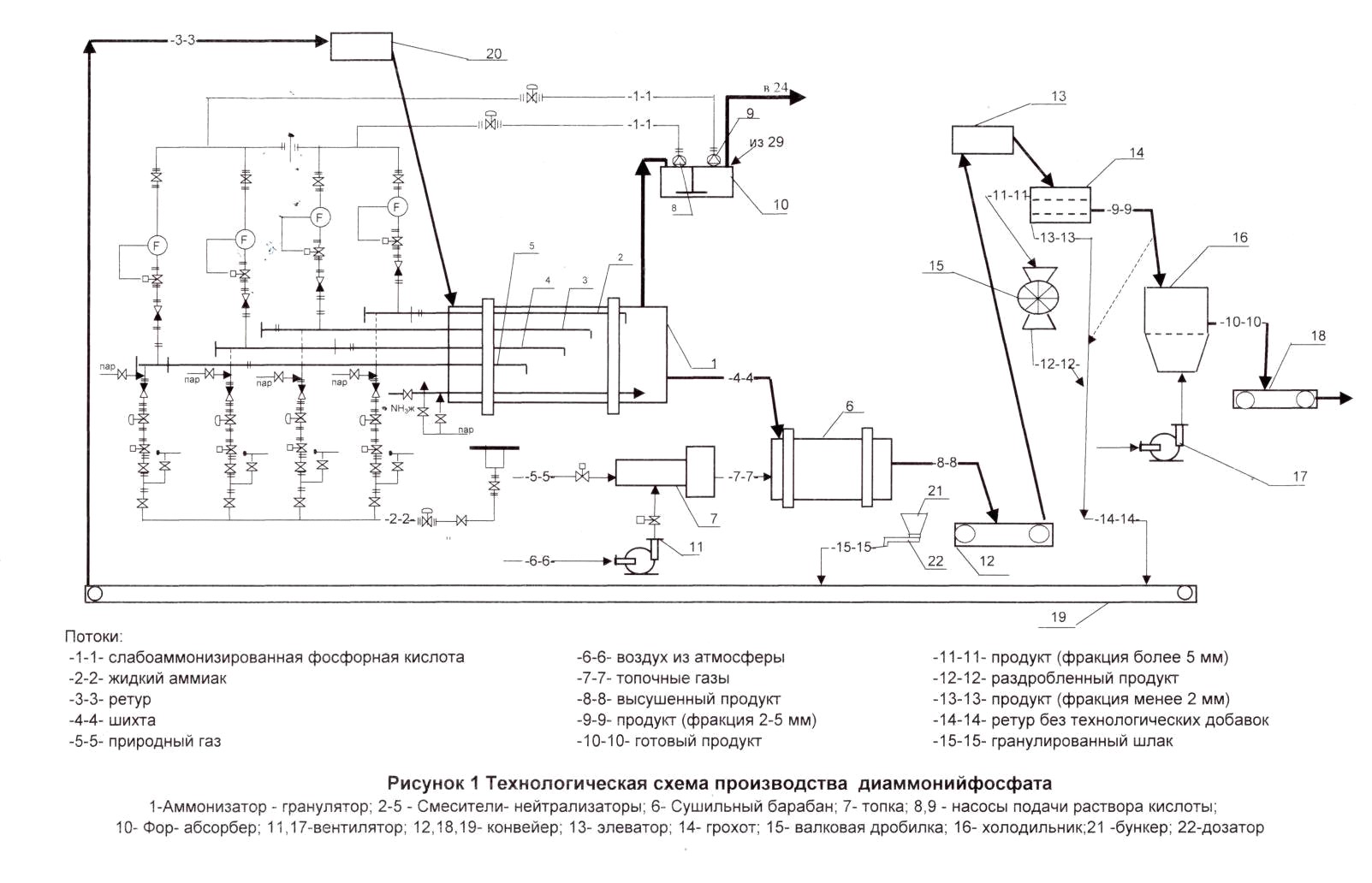
Слабоаммонизированная фосфорная кислота нейтрализуется жидким аммиаком в смесителях-нейтрализаторах до мольного соотношения 1,7-1,82 с образованием пульпы фосфатов аммония. Пульпа фосфатов аммония из смесителей - нейтрализаторов (2…5) с установленным мольным отношением NН3 : Н3РО4 через пульпопровод форсункой диаметром 100 мм распыляется в четырёх точках, расположенных по всей длине аммонизатора гранулятора (1). Распыление пульпы на частицы ретура в четырёх точках осуществляется с той целью, чтобы исключить появление зон переувлажнения шихты, что, в конечном итоге, приводит к образованию крупных агломератов. Слабоаммонизированная фосфорная кислота, поступающая из форабсорбера в смесители нейтрализаторы, имеет в составе 44 % Р2О5 и около 50 % воды. За счёт теплоты реакции нейтрализации основная часть влаги испаряется в аммонизаторе-грануляторе и вместе с отходящими газами поступает в отделение абсорбции. Влажность шихты после аммонизатора - гранулятора может колебаться от 2 до 3,5 %.
Аммонизатор-гранулятор (сокращенно – АГ) представляет собой вращающийся аппарат барабанного типа, футерованный резинотканевой лентой. В загрузочной и выгрузочной части АГ установлена несущая труба Ду 400 мм, к которой крепится аммиачная рампа для подачи жидкого аммиака. Со стороны загрузки, через несущую трубу Ду 400 мм, проложены четыре трубопровода Ду 100 мм для подачи пульпы фосфата аммония в четырёх точках, расположенных друг от друга на расстоянии одного метра.
В аммонизаторе-грануляторе происходит доаммонизация пульпы фосфатов аммония жидким аммиаком до необходимого мольного отношения NН3 : Н3РО4 (1,8-1,9) с одновременным гранулированием мелких частиц ретура. Для доаммонизации и корректировки содержания влаги в шихте предусмотрена подача жидкого аммиака со стороны загрузки ретура через аммиачную рампу в слой гранулируемой массы.
Пульпа фосфатов аммония в аммонизаторе-грануляторе распыляется на ретур, который подается через течку элеваторами (20). Ретур представляет собой продукт, состоящий из гранул размером от 0,1 до 6 мм. Опыт эксплуатации АГ показал, что для поддержания технологически надежного режима работы при подаче ретура в заданном диапазоне расходов (180-200 т/час) в нём должно содержаться определенное и достаточно большое количество товарной фракции с размерами 2-5 мм. (см. рис.2). Для корректировки марки диаммонийфосфата в ретур из расходного бункера (21) при помощи питавводят нужное количество гранулированного шлака. При не надёжной работе технологической системы количество ретура может достигать 400 т/ч, что приводит к завалу элеваторов (20) и к полной остановке системы.
В форабсорбер (10) для улавливания пыли, абсорбции аммиака и конденсации паров воды из сборника, установленного в отделении абсорбции, погружным насосом подаются слобоаммонизированные растворы фосфорной кислоты, объемный расход которых автоматически изменяется регулирующим клапаном в зависимости от уровня жидкости в форабсорбере (10). Форабсорбер представляет собой ёмкость с перемешивающим устройством. Основная его функция заключается в частичном улавливании пыли и аммиака из технологического газа, отходящего из гранулятора. В процессе улавливания аммиака фосфорная кислота нейтрализуется до мольного соотношения 0,3-0,5. Эффективность поглощения аммиака составляет около 20 %.
Шихта, полученная в аммонизаторе - грануляторе (1), через пересыпную вибротечку поступает в сушильный барабан (6) отделения сушки. В производстве используется конвективный способ сушки - непосредственное соприкосновение теплоносителя (топочного газа) с высушиваемым материалом при прямотоке. Топочные газы, соприкасаясь с высушиваемым продуктом, постепенно охлаждаются и насыщаются парами воды. Топочные газы получаются при сжигании природного газа в топочно - горелочном устройстве (17) (ТГУ).
Сушильный барабан представляет собой вращающийся цилиндрический аппарат диаметром 4500 мм, длиной 35000 мм. Сушильный барабан оборудован загрузочной и разгрузочной камерами. В разгрузочной камере СБ установлено «беличье» колесо, предназначенное для разрушения крупных комков и классификации продукта. Высушенный продукт размером менее 50 мм, проваливается в разгрузочную течку и подается конвейером (12) на узел рассева. Передвижение гранул по аппарату обеспечивается углом наклона барабана, равным 2ъ, и вращением его со скоростью 2,73 об/мин.
Из сушильного барабана (6) ленточным конвейером (12) и элеватором (13) высушенный продукт подается на двухситный вибрационный грохот типа «Хеннион» (14), где осуществляется рассев по фракциям. Мелкая фракция из грохота (14) по течкам с вибраторами поступает на ретурный конвейер (19). Крупная фракция с верхнего сита грохота поступает в дробилку (15) и затем по вибротечкам также поступает на ретурный конвейер (19). Товарная фракция через пересыпное устройство подается в узел пересыпки и подается на охлаждение в холодильник «кипящего слоя» (16). Охлаждение продукта осуществляется атмосферным воздухом, нагнетаемым вентилятором (17). Объемный расход воздуха регулируется шиберными заслонками, установленными на линии всаса вентилятора.
В рассмотренной схеме производства диаммонийфосфата, как в любой химико-технологической схеме, надёжная работа оборудования на отдельных стадиях взаимозависима от предыдущих и последующих стадий. В данном производстве основным аппаратом технологической линии является аммонизатор-гранулятор, в котором закладываются основные физико-химические свойства и гранулометрический состав получаемого продукта. И в то же время ориентировочный анализ работы всей технологической линии показывает, что качество получаемого диаммонийфосфата (конечная влажность гранул, их температура на выходе из сушильного барабана), а также выход товарной фракции во многом зависят от режимов работы сушилки, дробильно - классификационного узла и холодильника “КС”.
Поэтому нами проведены экспериментальные исследования на промышленной установке производства ДАФ в широком диапазоне варьирования основных входных и выходных управляемых и регулируемых параметров аммонизатора-гранулятора и сушильного барабана. Для этого работа отделения гранулирования и сушки исследовалась на протяжении достаточно долгого периода. Данные с технологической системы снимались в разные временные периоды. Учитывались режимы работы как при эксплуатации основного оборудования в летний, так и в зимний период. Основные технологические параметры работы отделения гранулирования и сушки тщательно анализировались и наиболее характерные заносились в таблицы. Особое внимание уделялось анализу причин для случаев, когда технологическая система выходила за границы технологической надёжности вследствие либо получения некачественного продукта по содержанию азота, фосфора, влажности и температуры гранул, либо по случаям “завала” элеваторов, приводящих к остановке технологической системы.
9
Глубокий анализ причин, приводящих в конечном итоге к останову производства, а также полученный экспериментальный материал процессов гранулирования и сушки в промышленных аппаратах производства ДАФ, позволил нам выявить основные параметры, влияющие на работу как аммонизатора-гранулятора, так и сушильного барабана, а также пределы возможного их изменения, при поддержании которых обеспечивается надёжность производства ДАФ.
Анализ имеющихся экспериментальных данных показал, что на технологическую надёжность работы аммонизатора-гранулятора оказывают влияние следующие основные факторы: ![]() -расход аммиака на каждый из четырёх смесителей, т/ч;
-расход аммиака на каждый из четырёх смесителей, т/ч; ![]() - расход слабоаммонизированной фосфорной кислоты на каждый из четырёх смесителей, м3/ч; М. О.- мольное соотношение в слабоаммонизированной фосфорной кислоте;
- расход слабоаммонизированной фосфорной кислоты на каждый из четырёх смесителей, м3/ч; М. О.- мольное соотношение в слабоаммонизированной фосфорной кислоте;![]() -плотность слабоаммонизированной фосфорной кислоты, г/см3;
-плотность слабоаммонизированной фосфорной кислоты, г/см3; ![]() - температура слабоаммонизированной фосфорной кислоты, 0С;
- температура слабоаммонизированной фосфорной кислоты, 0С; ![]() - расход ретура в АГ, т/ч;
- расход ретура в АГ, т/ч; ![]() - расход аммиака на аммиачную рампу, т/ч;
- расход аммиака на аммиачную рампу, т/ч; ![]() - расход гранулированного шлака, т/ч;
- расход гранулированного шлака, т/ч;
Выходными параметрами, характеризующими работу АГ и влияющими на работу СБ и всей схемы, являются следующие: ш - влажность шихты после АГ, %; t - температура шихты после АГ, 0С; м. о.1- мольное соотношение в шихте после АГ; Q - производительность технологической системы по готовому продукту, т/ч; N - содержание азота в готовом продукте, %; P2O5- содержание фосфора в готовом продукте, %;
В таблице 1 представлены интервалы изменения входных параметров АГ, при которых качественные характеристики готового продукта находятся в заданных диапазонах и наблюдалась технологическая надёжность системы в целом.
Таблица 1
Интервалы изменения параметров, обеспечивающие технологическую надёжность работы аммонизатора-гранулятора
Наименование параметров Интервал |
т/ч |
м3/ч |
т/ч |
м3/ч |
т/ч |
м3/ч |
т/ч |
минимум | 3,1 | 11,4 | 3,3 | 11,5 | 3,3 | 11,4 | 3,3 |
максимум | 3,3 | 11,7 | 3,5 | 11,7 | 3,4 | 11,7 | 3,4 |
Наименование параметров Интервал |
м3/ч | М. О. |
г/см3 |
C0 |
т/ч |
т/ч |
т/ч |
минимум | 11,5 | 0,42 | 1,535 | 63 | 180 | 1,3 | 1,9 |
максимум | 11,8 | 0,44 | 1,54 | 67 | 190 | 1,4 | 2,3 |
Поддерживая входные параметры в указанном в таблице 1 диапазоне, качество

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
