


![]() (5) Решение данной оптимизационной задачи процесса сушки авторами также проводилось с использованием прикладного математического пакета “Mathcad”. В результате были найдены оптимальные значения входных параметров: x16=2,3- влажность шихты перед входом в сушильный барабан, (ψ,%); x17=97,6- температура шихты перед входом в сушильный барабан (t, С0); x18- мольное соотношение NH3/H3PO4 в шихте перед входом в сушильный барабан (м. о.); x19=450- температура топочных газов перед сушильным барабаном, (Тт. г., С0).
(5) Решение данной оптимизационной задачи процесса сушки авторами также проводилось с использованием прикладного математического пакета “Mathcad”. В результате были найдены оптимальные значения входных параметров: x16=2,3- влажность шихты перед входом в сушильный барабан, (ψ,%); x17=97,6- температура шихты перед входом в сушильный барабан (t, С0); x18- мольное соотношение NH3/H3PO4 в шихте перед входом в сушильный барабан (м. о.); x19=450- температура топочных газов перед сушильным барабаном, (Тт. г., С0).
При данных оптимальных значениях входных параметров величины выходных параметров будут следующими: y7=1,7 –влажность готового продукта (Шпрод,%); y8=110- температура продукта после сушильного барабана (Tпрод, C0); y9=75,8- содержание товарной фракции после сушильного барабана (ξ, %).
Найдя значение температуры топочных газов, идущих на сушку, определяем оптимальные расходы природного газа (x20) и воздуха (x21). Выделив из уравнения (10) расход природного газа x19, получим следующее выражение:
![]() (6)
(6)
Для нахождения минимального расхода природного газа в топку (x20) накладываем следующие ограничения:
![]() (7);
(7);![]() (8);
(8);![]() (9)
(9)
Решение оптимальной задачи дает следующие значения параметров:
y10=450-температура топочных газов, C0; x21=6800- расход воздуха (![]() , м3/ч), при этом минимизированный расход природного газа составит x20=492,5 (
, м3/ч), при этом минимизированный расход природного газа составит x20=492,5 (![]() ,м3/ч).
,м3/ч).
Решая оптимизационную задачу для процесса сушки, нами были найдены такие технологические параметры, при которых влажность готового продукта не будет превышать 1,7 %, температура продукта не превысит 110 0С, а содержание товарной фракции будет максимальным (75,1%) при минимальном расходе дорогостоящего сырья и природного газа.
Так как процесс сушки по технологической цепочке следует сразу же за процессом гранулирования, то выходные параметры процесса гранулирования являются входными для процесса сушки. При решении оптимизационной задачи для процесса сушки автором были рассчитаны оптимальные значения влажности шихты, мольного соотношения в шихте, а также температуры шихты после процесса гранулирования. Полученные при этом данные мы использовали при решении оптимизационной задачи на стадии гранулирования. В этом случае при решении оптимизационной задачи процесса гранулирования изменяются неравенства. Значения функции, описывающей изменение влажности в шихте после процесса гранулирования, согласно полученным данным при оптимизации процесса сушки, принимаем в следующем узком диапазоне:
![]() ;
; ![]() ;
; ![]() (10)
(10)
Решая оптимизационную задачу для процесса гранулирования уже при новых ограничениях диапазонов изменения входных параметров (10), получим следующие оптимальные значения входных параметров процесса гранулирования: x1= 3 т/ч; x2=12,8 м3/ч; x3=3,8 т/ч; x4=11,5 м3/ч; x5=3,7 т/ч; x6= 12 м3/ч; x7= 3,5 т/ч; x8= 11,7 м3/ч; x9= 0,45; x10= 1,54 г/см3; x11= 51,5 0C; x12=190 т/ч; x13= 1,4 т/ч; x14=2,1 т/ч, x15= 0,44. При данных значениях входных параметрах выходные оптимальные значения функций процесса гранулирования будут следующие: y1=2,3 %; y2=97,50C; y3=1,87 ; y4=61,4 т/ч; y5=18,2 %; y6=46,0 %. Полученные результаты по оптимальным значениям входных параметров использовали при составлении режимных карт для производства минеральных удобрений на ОАО “Аммофос”, так как при наличии действующего оборудования возможно увеличение производительности всей технологической системы при поддержании технологической работоспособности каждой единицы оборудования и получении заданных качественных характеристик удобрений. Используя полученные регрессионные зависимости, можно графически проанализировать влияние каждого из выявленного нами фактора на качественные характеристики диаммонийфосфата при отклонении их от полученных оптимальных значений, как для процесса гранулирования, так и для процесса сушки. В качестве примера на рис.3 представлено изменение содержания товарной фракции в продукте после СБ от расхода аммиака на смесители и аммиачную рампу. Полученные расчётные данные (рис. 3) показывают, что при увеличении расхода аммиака на каждый из четырёх смесителей - нейтрализаторов от минимального до максимального значения, содержание товарной фракции после аммонизатора-гранулятора, и, соответственно, после сушильного барабана, в основном, увеличивается. Наибольшее влияние на изменение содержания товарной фракции оказывает изменение расхода аммиака на смесители (4,5). Эти смесители находятся ближе к загрузочной части гранулятора, поэтому вносят большую долю “участия” в процесс гранулообразования. Из рис.3 наглядно видно, что при увеличении расхода аммиака на аммиачную рампу уменьшается содержание товарной фракции в продукте. Поскольку рампа распределяет аммиак по всей длине гранулятора, то подаваемый на неё жидкий аммиак существенно влияет на процесс гранулообразования в грануляторе. Чрезмерное увеличение расхода аммиака на рампу приводит к пересушиванию продукта (за счёт теплоты реакции нейтрализации), в результате чего процесс гранулирования идёт при меньшей влажности шихты, и, соответственно, увеличивается количество не окатанных частиц, т. е. содержание мелкой фракции после аммонизатора-гранулятора. Поэтому при ведении технологического процесса целесообразно стабилизировать расход аммиака на рампу.
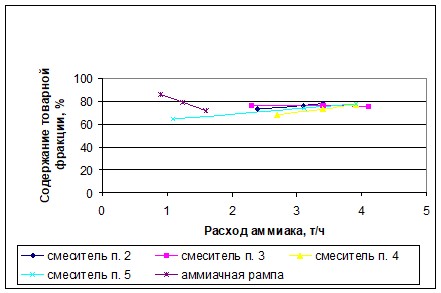
Рис. 3 Изменение содержания товарной фракции в продукте после СБ от расхода аммиака на смесители.
Проведённый графический анализ подтвердил выдвинутые нами предположения о том, что выбранные ранее входные параметры процессов гранулирования и сушки являются определяющими, а также адекватность полученных коэффициентов регрессионных уравнений.
Расчёт экономического эффекта показал, что при внедрении оптимизации технологических режимов процессов грануляции и сушки в производство диаммонийфосфата можно снизить себестоимость готового продукта за счёт экономии фосфорной кислоты и природного газа на 150,41 руб/т, при этом увеличить производительность линии по товарной фракции от 55 т/ч (по регламенту) до 61,435 т/час и получить суммарный экономический эффект в размере 118 100 700 руб/год на одной нитке производства ДАФ. При расчёте экономического эффекта не были учтены потери производства, связанные с нарушением технологической надёжности линии.
Выводы по работе
В течение длительного времени эксплуатации промышленного аммонизатора-гранулятора и сушильного барабана на ОАО “Аммофос” были проведены исследования процессов гранулирования и сушки при средней производительности технологической системы готовому продукту 57 т/ч, позволившие выявить основные влияющие факторы на вышеуказанные процессы и найти пределы их изменения, в диапазоне которых обеспечивается технологически надёжная работа, как оборудования, так и всей системы производства диаммонийфосфата. Получены регрессионные зависимости выходных параметров гранулятора (производительность технологической системы; влажность, мольное соотношение, температура шихты после аммонизатора-гранулятора; содержание азота и фосфора в готовом продукте) и сушильного барабана (содержание влаги в готовом продукте; содержание товарной фракции после сушильного барабана; температура продукта) от вышеперечисленных лимитирующих факторов. Проведена оптимизация режимов работы аммонизатора-гранулятора и сушилки с целью получения максимальной производительности по готовому продукту, или максимального выхода товарной фракции (для сушилки) при заданных ограничениях по качеству получаемого продукта (содержание азота и фосфора в готовом продукте). На основе учёта взаимосвязи влияния выходных параметров из аммонизатора-гранулятора на работу сушильного барабана проведена комплексная оптимизация режимов работы двух аппаратов при совместной их работе. Показано, что проведённая оптимизация режимов работы аммонизатора-гранулятора и сушильного барабана позволяет снизить значения расходных коэффициентов по основному сырью, увеличить производительность технологической системы с 55 т/час (по регламенту) до 61,4 т/ч при минимальных затратах природного газа и поддержании заданного качества по химическому составу и одновременно улучшить работу системы абсорбции вследствие снижения потерь аммиака на стадии гранулирования и сушки. Разработана программа для операторов производства, позволяющая вести процесс гранулирования и сушки диаммонийфосфата в оптимальном режиме. Рассчитан экономический эффект от проведённой оптимизации, который составил 118 млн. рублей/год на одной нитке производства диаммонийфосфата за счёт снижения значений расходных коэффициентов по основному сырью и увеличения производительности системы по товарному продукту с 55 т/ч (по регламенту) до 61,435 т/ч.Основные положения диссертационной работы изложены в следующих публикациях:
1. Кочергин стадии гранулирования при производстве сложных минеральных удобрений на ОАО “Аммофос”/ , , //Сборник трудов VII Международной научной конференции “Теоретические и экспериментальные основы создания новых высокоэффективных процессов и оборудования”.- Иваново, 2005.- т. 1, С.298-299.
2. Кочергин технологических параметров на процесс гранулирования в производстве сложных минеральных удобрений/ , , //Сборник трудов VII Международной научной конференции “Теоретические и экспериментальные основы создания новых высокоэффективных процессов и оборудования”.- Иваново, 2005.- т. 1, С. 182-187.
3. Кочергин эффективности процесса гранулирования минеральных удобрений в аммонизаторе-грануляторе/ , , //Сборник трудов Международной научной конференции “Теоретические основы создания, оптимизации и управления энерго - и ресурсосберегающими процессами и оборудованием”.- Иваново, 2007.- т. II, С. 41-43.
4. Кочергин эффективности процесса сушки сложных минеральных удобрений в барабанном аппарате/, , //Сборник трудов Международной научной конференции “Теоретические основы создания, оптимизации и управления энерго - и ресурсосберегающими процессами и оборудованием”.- Иваново, 2007.- т. II, С.38-40.
5. Кочергин процесса сушки в производстве сложных минеральных удобрений/, , //Химическая промышленность сегодня.- Москва, 2008.- №11, С. 31-34.
6. Кочергин процесса гранулирования в производстве сложных минеральных удобрений/ , , // Химическая промышленность сегодня.- Москва, 2008.- №12, С. 16-22.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
