


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Траектории, которые получаются при использовании растрового подхода для одного слоя, представлены на рисунке 2. Обработка происходит в параллельных плоскостях перпендикулярных плоскости XY либо в одном направлении, либо с чередованием встречных и попутных направлений. На рисунке сплошными линиями показаны траектории обработки, а пунктирными переход между траекториями.
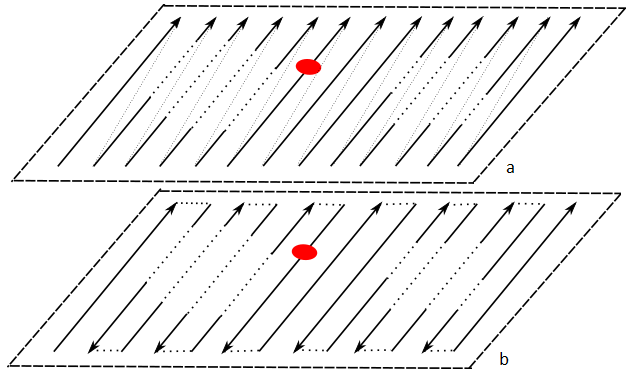
Рис. 2. Растровые траектории. (a) – обработка в параллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного направления. (b) – обработка в параллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления.
На рисунке 3, взятом из статьи [12], представлен результат обработки поверхности по растровым траекториям с чередованием встречного и попутного направления. Левая граница, на которой происходит изменение направления движения лазерного пучка, имеет неровности. Также можно заметить лучшее качество верхней границы по сравнению с левой. Это связанно с тем, что обработка верхней границы проводилась вдоль этой границы.
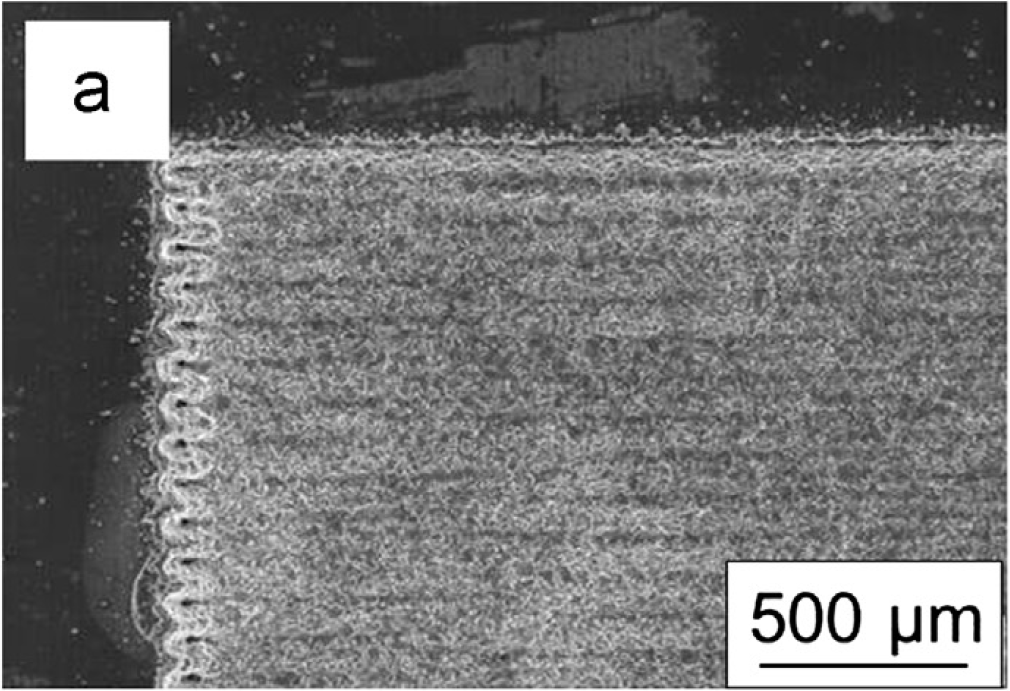
Рис. 3. Результат обработки поверхности по растровым траекториям[12].
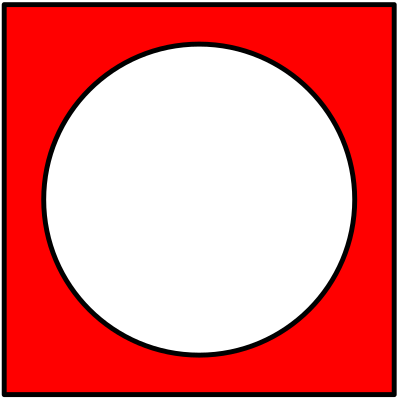
Траектории, построенные данным методом, для фигур, обладающих симметрией, не отражают эту симметрию. На рисунке 4 показаны растровые траектории, построенные для окружности (окружность обладает радиальной симметрией). Как видно из рисунка, траектории не обладают радиальной симметрией. Из-за этого нельзя утверждать, что микроструктуры, полученные при обработке по этим траекториям, будут также обладать симметрией исходной модели.
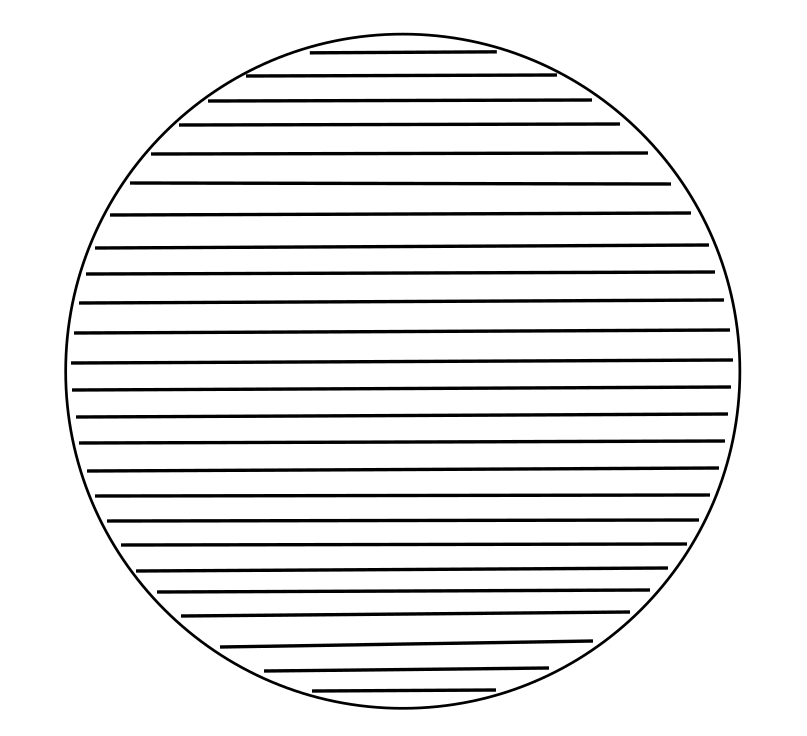
Рис. 4 Растровые траектории обработки для окружности.
При обработке по растровым траекториям, производится частое включение и выключение подачи лазерного излучения в моменты, когда лазерный луч сфокусирован около границы обрабатываемого объекта. При этом качество границы объекта может ухудшиться, вследствие того, что лазер не сразу выходит на стационарный режим.
Сформулируем основные недостатки растрового метода построения траекторий:
Нарушение гладкости границ объектов Траектории не обладают симметрией исходной модели. При обработке приходится часто включать и выключать подачу лазерного излучения.Постановка задачи и разработка требований к алгоритму
Перечислим требования, которым должен соответствовать разрабатываемый алгоритм и построенные с его помощью траектории:
Алгоритм должен быть основан на послойной 3D обработке. Обработка микроструктур должна проводиться вдоль границы микроструктуры. Траектории должны сохранять симметрию исходной модели. Время включения и выключения подачи лазерного излучения, когда фокус пучка находится в зоне обработки, должно быть минимизировано. Возможность встраивания данного алгоритма в программное решение MarkCAM.Глава 2. Методы
Обзор методов и алгоритмов
Рассмотрим стратегии построения траекторий, которые используются при механической обработке. В данном случае траектории движения инструмента рассчитываются для центра инструмента, который располагается в точке пересечения оси инструмента с его торцевой плоскостью.
В области фрезерной обработки существуют следующие типы задач, которые определяются количеством управляемых осей станка [17]:
- 2D - обработка производится в одной плоскости.
- 2.5D – обработка производится в параллельных плоскостях. 3D – обработка производится в трехмерном пространстве при постоянном направлении оси инструмента по отношению к плоскости стола. 5D – обработка производится в трехмерном пространстве с переменным направлением оси инструмента по отношению к плоскости стола.
Так как разрабатываемый алгоритм должен быть основан на послойной 3D обработке, то для нас особый интерес представляет 2.5D обработка.
Стандартные CAM-системы предоставляют оператору возможности задания стратегий обхода областей при построении траекторий перемещения инструмента. В [17] описано 9 вариантов стратегий, реализованных в системе ADEM. ArtCAM предоставляет около 7 стратегий обработки, в том числе и растровый подход. Основной интерес для нас представляют стратегии контурного подхода.
При контурной обработке траекториями будут являться эквидистанты к контуру обрабатываемой детали. Эквидистанта – геометрическое место точек, равноудаленных от рассматриваемо контура. Понятие эквидистанты имеет смысл только в связке с каким-либо контуром. При этом каждый контур имеет две эквидистанты (Рис.5).
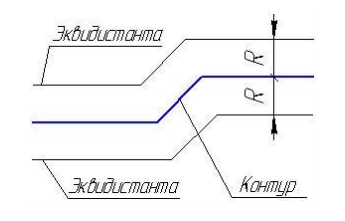
Рис. 5. Эквидистанты.
Данный подход удовлетворяет сразу нескольким требованиям разрабатываемого алгоритма. Во-первых, обработка по таким траекториям проходит вдоль контура микроструктуры. Во-вторых, эквидистанты отражают симметрию исходной модели. Для пояснения, рассмотрим пример, в котором в качестве исходной модели возьмем сферу, которая обладает радиальной симметрией. Каждый слой будет содержать один контур, имеющий форму окружности. Так как эквидистантами к окружности являются окружности большего или меньшего радиуса, то траектории, построенные по этим эквидистантам, также обладают радиальной симметрией.
Таким образом было решено разработать алгоритм построения траекторий, основанный на эквидистантах.
Описание алгоритма контурного подхода построения траекторий
Первым этапом алгоритма является разбиение 3D модели на слои. Каждый из слоев представляется набором контуров, которые являются сечениями исходной 3D модели. При этом обработка каждого из слоев происходит отдельно.
На рисунке 6 показана исходная модель. Она состоит из параллелепипеда и полусферы. Также на рисунке показана область, в которой производится обработка – рабочая зона.
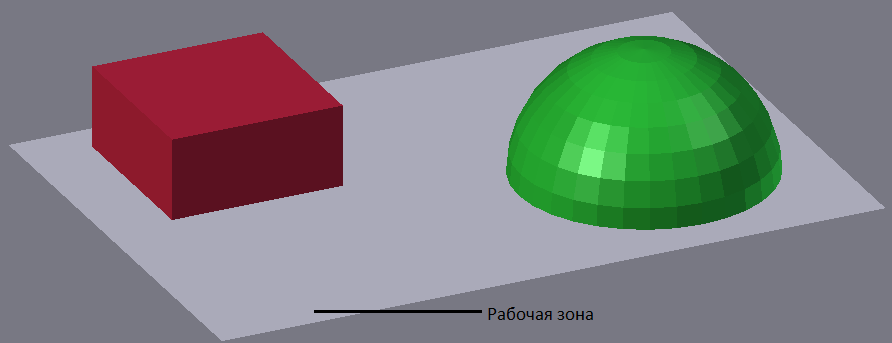
Рис. 6. Исходная модель.
Рассмотрим построение траекторий для одного слоя, показанного на рисунке 7.
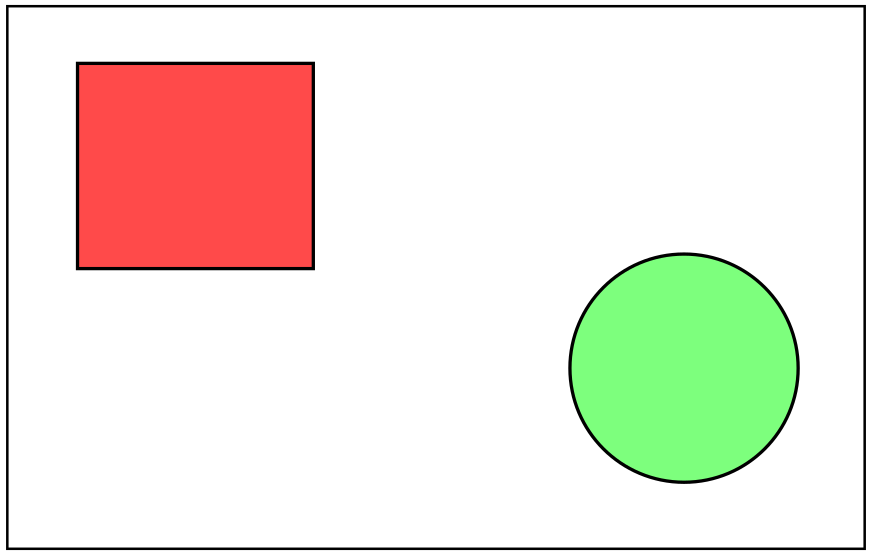
Рис. 7. Обрабатываемый слой.
Алгоритм построения траекторий для одного слоя состоит из двух основных этапов:
Построение эквидистант контуров. Получение итоговых траекторий. На первом этапе производится расчет эквидистант. Расстояние между соседними эквидистантами определяется радиусом пятна (r) и перекрытием (PO – Pulse Overlap) по формуле ![]()
![]() . Результатом этого этапа будет набор эквидистант, которые пересекают или находятся внутри рабочей зоны (Рис.8).
. Результатом этого этапа будет набор эквидистант, которые пересекают или находятся внутри рабочей зоны (Рис.8).
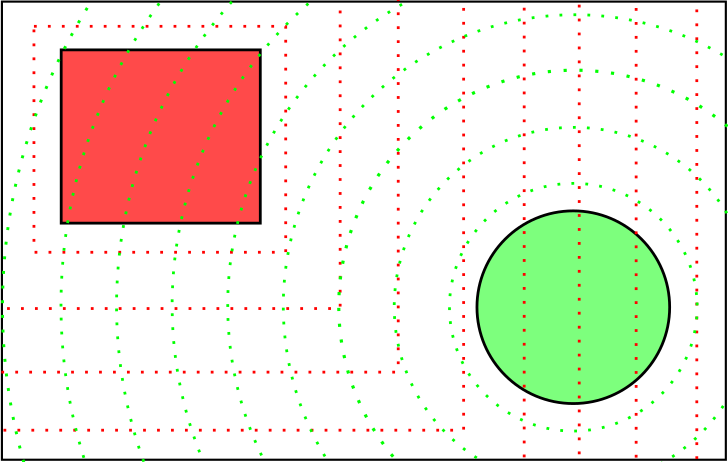
Рис. 8. Эквидистанты контуров.
Если наш слой состоит из одного контура, то для получения траекторий необходимо объединить получившийся набор эквидистант начиная с ближайшей к контуру. Здесь важно указать, что если эквидистанта пересекает край рабочей поверхности, то она обрезается этой границей. Благодаря этому алгоритм построения траектории закончится тогда, когда следующий виток траектории будет совпадать с границей рабочей зоны. При перемещении лазера по границе рабочей зоны, подача лазерного излучения выключается.
Теперь вернемся к нашему слою, состоящему из двух контуров. После построения эквидистант выбирается контур, который находится ближе всего к границе рабочей зоны и с него начинается построение траекторий. Данный контур обходится по эквидистантам до тех пор, пока следующий виток траекторий не пересечет первую эквидистанту другого контура. В этот момент нам нужно соединить две эквидистанты и добавить получившийся результат как следующий виток траектории. После этого на каждом следующем этапе мы сначала объединяем две эквидистанты наших контуров, а потом записываем результат как новый виток. Алгоритм, как и в случае с одним контуром, закончит работу тогда, когда следующий виток траектории будет совпадать с границей рабочей зоны. Результат работы этого этапа представлен на Рис.9.
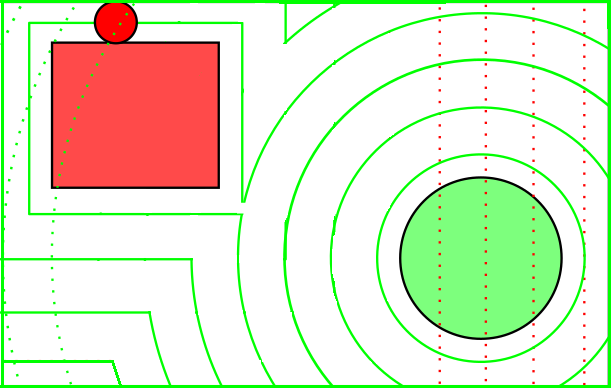
Рис. 9. Результат работы алгоритма.
В случае, если контуров больше двух, мы также отслеживаем, когда следующий виток пересечет первую эквидистанту другого контура после чего также соединяем ее с нашим витком, и следующий виток получаем сшиванием уже трех контуров, и так далее.
Этот алгоритм работает в том случае, если исходная 3D модель состоит из выпуклого объекта или нескольких выпуклых объектов. Далее рассмотрим случай, когда модель включает объекты, имеющие впадину. Например, пресс-форма микролинзы (Рис. 10).
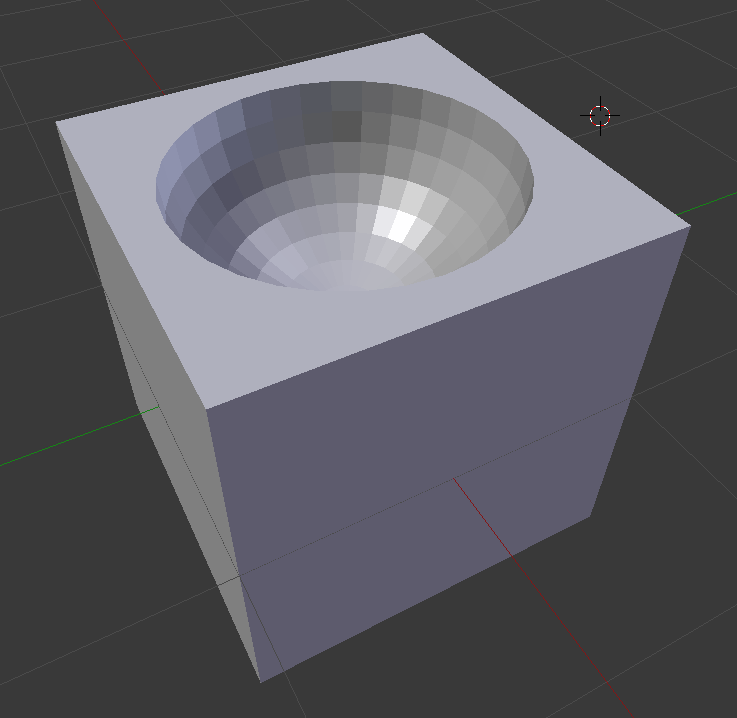
Рис. 10. Пресс-форма микролинзы.
Для начала определимся, что мы называем контур внешним, если при обходе вдоль него против часовой стрелки зона обработки находится справа. Если же при таком обходе область обработки находится слева, то такой контур называется внутренним.
Сечение данной фигуры показано на рисунке 11. В этом случае внешний контур совпадает с границей рабочей зоны.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
