


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Пример невыпуклого контура показан на рисунке 19.
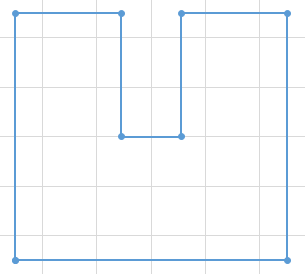
Рис. 19. Пример невыпуклого контура.
При построении, размер рабочей зоны составлял 200x200 мкм, радиус пятна 10 мкм, перекрытие 80%. Результат работы алгоритма представлен на рисунке 20. Точность вычисления эквидистант составляла ![]()
![]() .
.
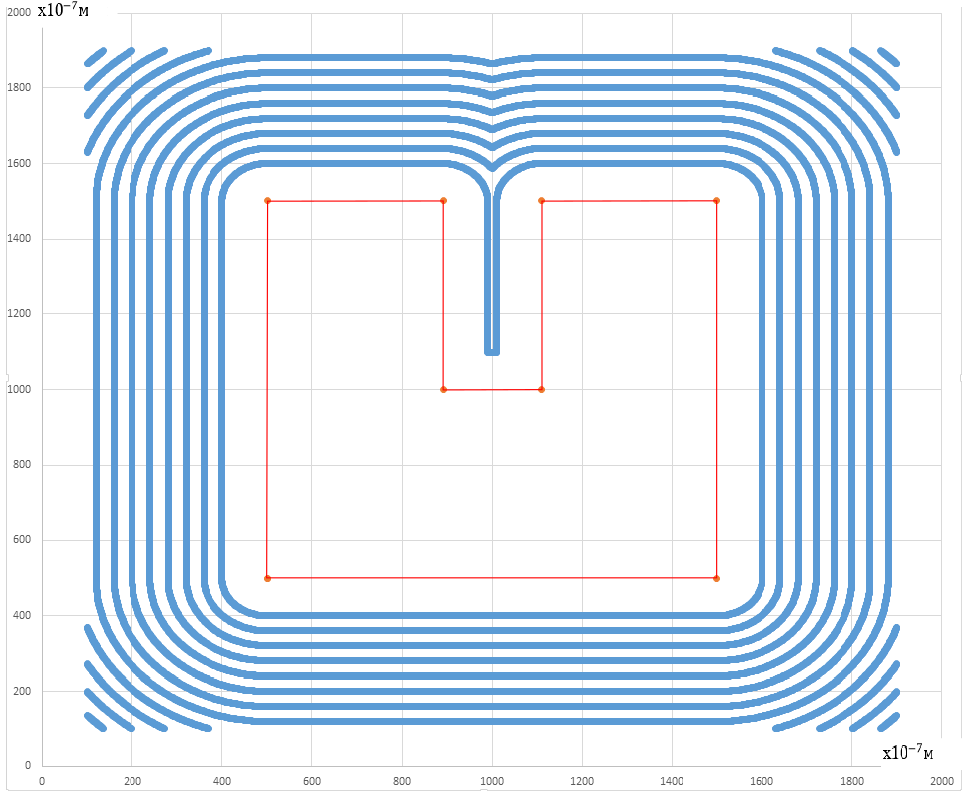
Рис. 20. Эквидистанты невыпуклого контура.
На этом рисунке также видно, как произведен отступ от границы рабочей зоны и обрабатываемого контура на расстояние радиуса пятна. Расстояние между эквидистантами составляет 4мкм.
Тестирование построения траекторий
Тестирование построения траекторий производилось для эквидистант, полученных в предыдущей под главе для окружности. На рисунке 21 приведен пример итоговых траекторий.
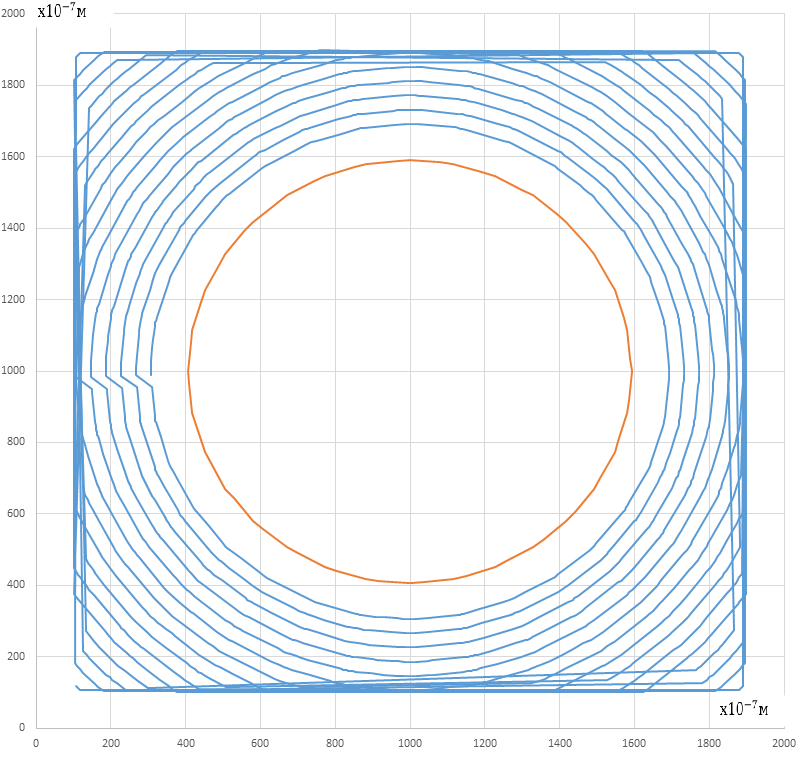
Рис. 21. Итоговые траектории для окружности.
На рисунке видно, что переход между траекториями происходит слева.
Тестирование траекторий для 3D обработки
Тестирование контурных траекторий для получения 3D структур производилось на пресс-форме для массива микролинз (рис. 22). Каждая микролинза имеет форму полусферы радиуса 90 мкм.
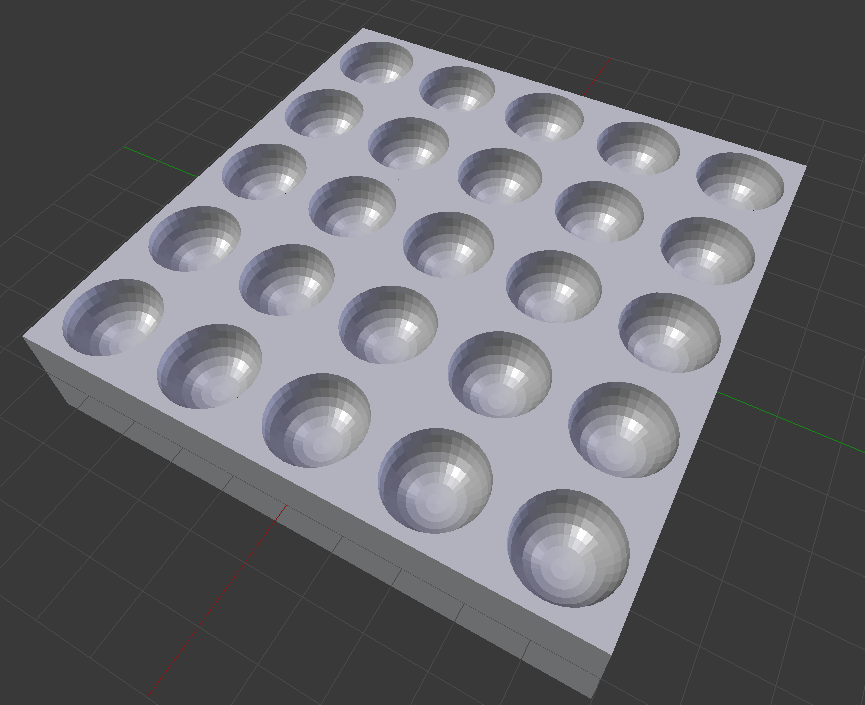
Рис. 22. Пресс-форма для массива микролинз.
Так как объект состоит из повторяющихся структур, то построение траекторий производилось только для одной микролинзы, а далее смещая полученные траектории по X и Y был получен сам массив.
На рисунке 23 представлен результат обработки по полученным контурным траекториям. Радиус пучка составлял 10 мкм, а перекрытие 80%.
Также же для этой модели были построены траектории растровым походом. Радиус пучка составлял 10 мкм, а перекрытие 80%. Результат обработки представлен на рисунке 24.
Параметры обработки: мощность 2.5W, частота импульсов 50кГц, частота сканеров 20кГц, количество слоев 45, обрабатываемый материал - алюминий 988.
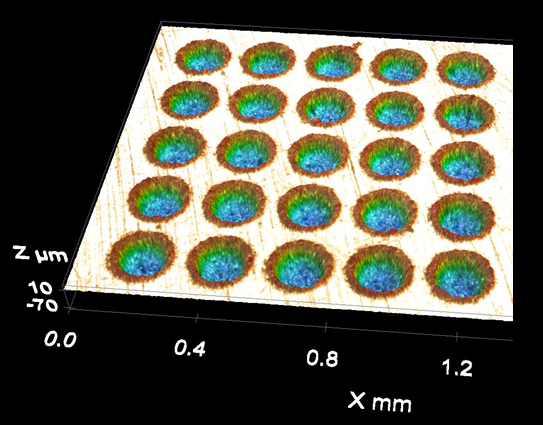
Рис. 23. Результат обработки по контурным траекториям.
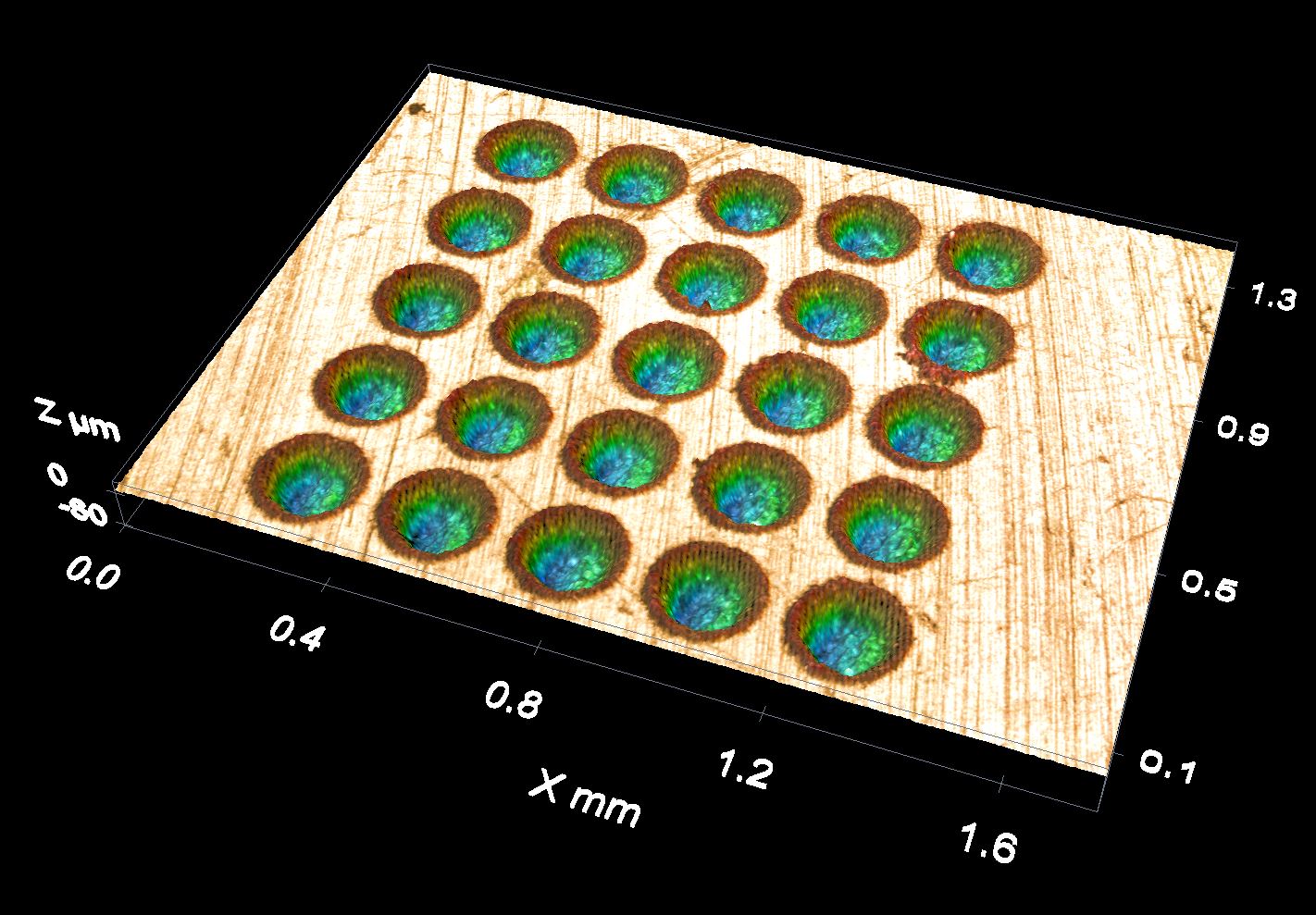
Рис. 24. Результат обработки по растровым траекториям.
На рисунке 25 и 26 показаны профили пресс-форм микролинз, полученные при обработке по контурным и растровым траекториям соответственно. Пунктирной линией показан профиль заданной модели.
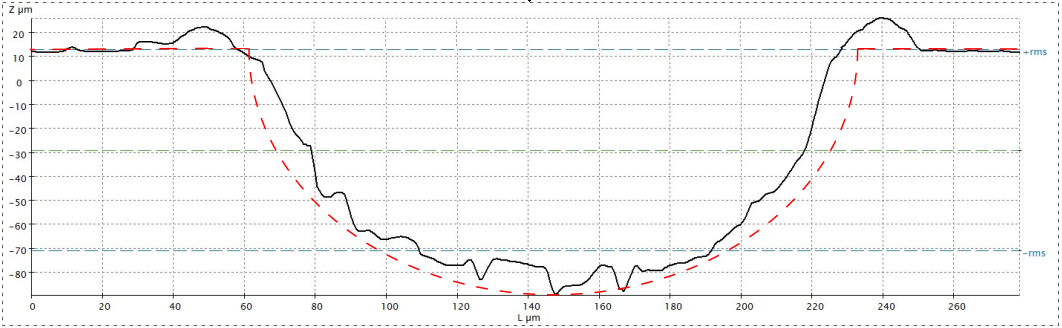
Рис. 25. Профиль пресс-формы микролинзы при контурном подходе.
На рисунке 25 заметно хорошее соответствие модели с результатом эксперимента (максимальное отклонение меньше 10 мкм, наблюдается радиальная симметрия).
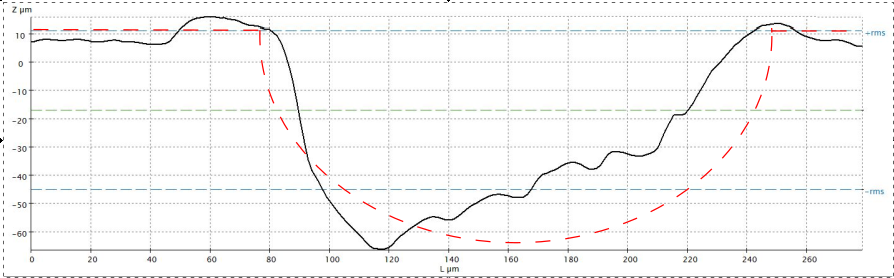
Рис. 26. Профиль пресс-формы микролинзы при растровом подходе.
На рисунке 26 видно сильное различие между моделью и экспериментом (максимальное отклонение превышает 30 мкм, отсутствует симметрия исходной модели). Данный результат можно объяснить тем, что лазер не сразу выходит на стационарный режим.
Данный эксперимент показывает, что применение контурного подхода построения траекторий при получении пресс-форм микролинз дает лучший результат, чем растровый.
Заключение
В настоящей работе рассмотрена разработка и реализация алгоритма построения контурных траекторий перемещения лазерного пучка по заданной 3D модели. Разработанный алгоритм был частично реализован и встроен в программное решение MarkCAM. На данный момент алгоритм позволяет получать контурные траектории обработки для произвольных выпуклых 3D объектов. Результаты эксперимента при записи массива пресс-форм микролинз по контурным и растровым траекториям показал, что контурные траектории лучше подходят для решение этой задачи.
В дальнейшем планируется полностью реализовать разработанный алгоритм.
Список литературы
Karbasi. SOL Assisted Simulation of Laser Engraving. // COMSOL Conference. 2010. Dobrev T., Dimov S. S., Thomas A. J. Laser milling: Modeling crater and surface formation. // Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Science. T. 220, p. 1685-1696. 2006 Ren D., Narayan R. J., Lee, Y. Machined Surface Error Analysis for Laser Micromachining of Biocompatible Polymers. // Computer-Aided Design and Applications, T. 6(6). C. 781–793. 2009. , , и др. Взаимодействие лазерного излучения с веществом /Под ред. . М.: Физматлит, 2008. 312 с. Zhang W., Yao Y. L., Chen K. Modelling and Analysis of UV Laser Micromachining of Copper. // The International Journal of Advanced Manufacturing Technology, vol. 18, p. 323-331. 2001. , Э. Левегль, и др. Моделирование короткоимпульсной лазерной абляции методом молекулярной динамики: механизмы эжекции материала и формирования наночастиц // Синтез наноразмерных материалов при воздействии мощных потоков энергии на вещество, часть 2, глава 7, с. 147-220. 2009. Bian Q. Femtosecond laser micromachining of advanced materials. // dissertation for the degree doctor of philosophy. 2013. Ho C., Shih C., Hung K. and others. A Model for Femtosecond-Laser-Pulse Ablation of Metal Thin Films // Chinese journal of physics, vol. 50, p. 939-946. 2012. Бессмельцев, В. П., Булушев режимов лазерной микрообработки // Автометрия, Т. 50, № 6. с. 3–21. 2014. Karnakis D. и др. Laser Micromachining : A flexible tool in Vertical Probe Card Manufacturing // Proceedings of LAMP2009 - the 5th International Congress on Laser Advanced Materials Processing. , 2009. , , Сапрыкин прецизионной лазерной обработки. М.: Техносфера, 2013. 696 с. Campanelli S. L., Casalino G., Contuzzi N. Multi-objective optimization of laser milling of 5754 aluminum alloy // Opt. Laser Technol. - 2013. - Т. 52 - С. 48–56. Cheng J., Perrie W., Edwardson S. P., и др. Effects of laser operating parameters on metals micromachining with ultrafast lasers // rf. Sci. - 2009. - Т. 256. - № 5. - С. 1514–1520. , Разработка программных средств для технологической подготовки процесса лазерной 3D микрообработки // Квалификационная работа на соискание степени бакалавра. 2013. Парфенов микрообработка материалов. // Санкт-Петербургский государственный электротехнический университет «ЛЭТИ». 2011 , , Смирнов -программные средства динамической коррекции для управления лазерными системами микрообработки на основе комплементарных сканеров // Вестник компьютерных и информационных технологий. 2009. , , ADEM CAD/CAM/TDM. Черчение, моделирование, механообработка. // СПб.: БХВ-Петербург, 2003. - 320 с. Jarvis A. On the identification of the convex hull of a finite set of points in the plane. // Information Processing Letters. – 1973. – Vol. 2. – pp. 1 8–21. Graham R. L. An efficient algorithm for determining the convex hull of a finite planar set // Information Processing Letters. – 1972. – Vol. 1. – pp. 132–133. Andrew A. M. Another efficient algorithm for convex hulls in two dimensions // Information Processing Letters. – 1979. – Vol. 9. – Pp. 216–219. Preparata F. P., Hong S. J. Convex hulls of finite point sets in two and three dimensions // Communications of the ACM. – 1977. – Vol. 2(20). – Pp. 87–93. Eddy W. A new convex hull algorithm for planar sets // ACM Transactions on Mathematical Software. – 1977. – Vol. 3(4). – Pp. 398–kat A. Convex Hull of a Finite Set of Points in Two Dimensions // Information Processing Letters. – 1978. – Vol. 7. – Pp. 296–298. Kirkpatrick D. G., Seidel R. The ultimate planar convex hull algorithm? // SIAM Journal on Computing. – 1986. – Vol. 15. – Pp. 287–299.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
