

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
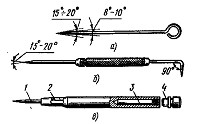
Молоток - инструмент, предназначенный для обработки металлов методом искривления от ударов, вбивания гвоздей, сплющивания мелких деталей и прочего.
Молотки изготавливают из углеродистой стали У7, У8 – 0.7%, 0.8%
Твёрдость молотков HRC 40-45.
Рабочие части молотка: баёк, пятка, ручка.
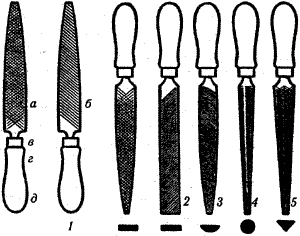
1 – плоский остроконечный (а – двойная насечка; б – одинарная насечка; в – кольцо; г – хвостовик; д – ручка);
2 – плоский тупоносый; 3 – полукруглый; 4 – круглый; 5 – трехгранный
Напильник – режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой стальную полосу (полотно), на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
Длина напильника — его рабочая часть без учета хвостовика. Размерный ряд в (мм): 100, 125, 150, 200, 250, 300, 350, 400.
В зависимости от типа насечки напильники предназначаются для разных работ:
Одинарная насечка — наносится под углом 70° к продольной оси напильника, иногда — под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью.
Двойная (перекрестная) насечка — представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
Двойная («oberg») насечка — с более редкой (в 2—3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности.
Размер насечки — это количество зубьев на 1 см длины полотна напильника.
По числу зубьев различают три размера насечки:
- драчевая — самая грубая, имеет малое число зубьев на 1 см; личная — средняя, число зубьев на 1 см больше предыдущей; бархатная — мелкая, самое большое число зубьев на 1 см.
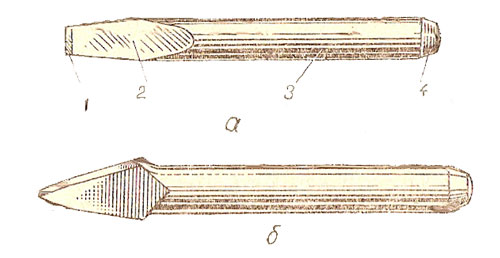
а - зубило; б - крейцмейсель; 1- лезвие; 2- рабочая часть; 3- средняя часть; 4- ударная часть ( головка );
Зубило – слесарный инструмент применяемый для резки металла.
Изготавливается зубило из углеродистой стали У7, У8.
Твёрдость HRC 50-55.
Угол заострения (заточки) лезвия зубила выбирается в зависимости от твердости обрабатываемого металла.
Для рубки чугуна и бронзы угол заострения равен 70°; для рубки стали – 60°; для рубки меди и латуни – 45°; для рубки цинка и алюминия – 35°.
![]()
Кернер – ручной слесарный инструмент, который используется для наметки точек или лунок на поверхность для последующей обработки этой поверхности. Процесс наметки кернером носит название накернивание, а сами метки (точки или лунки), полученные посредством кернера, называются кернами. Кернер представляет собой стержень, обычно круглого сечения, по которому совершают удары молотком.
Изготавливается из углеродистой стали У7, У8. Твёрдость HRC 50- 55.
По окончанию занятия обучаемый сдает задание преподавателю и отвечает на поставленные вопросы.
№ 2. Работа измерительным инструментом
План учебного занятия:
Текущий инструктаж Ознакомление с измерительным инструментом Измерение нутромером Измерение штангенциркулем Измерение микрометром Работа со щупом.Задание: Произвести измерения блока цилиндров автомобиля ВАЗ. Измерить цилиндры, толщину стенок, толщину вкладышей, проверить зазор в клапанном механизме.
Ход работы
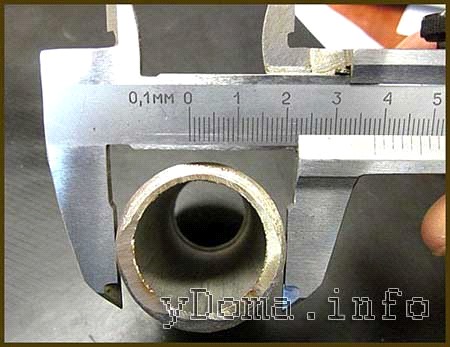
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, что бы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, что бы губки прикасались к диаметрально противоположным сторонам трубы.
| Для того, что бы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний. |
| В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, стоит цифра «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10мм. |
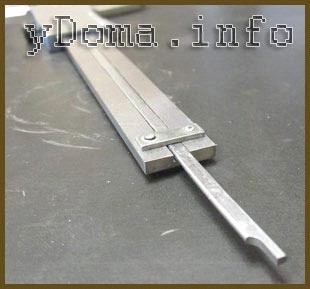
| С помощью штангенциркуля, имеющего подвижную линейку глубиномера можно измерять глубины отверстий в деталях. |
| Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия. |


По окончанию занятия обучаемый сдает задание преподавателю и отвечает на поставленные вопросы.
№ 3. Проведение разметки детали
План учебного занятия:
Текущий инструктаж Нанесение окружностей на плоскость Разметка объемных деталей Заточка чертилок, кернера, ножек циркуля Окраска детали перед разметкой Кернение контура деталиЗадание: Произвести разметку листовой стали размером 500 мм *500 мм на равные квадраты размером 10*10 мм. Углы закернить.
Общие сведения и ход работы
Разметка представляет собой процесс нанесения на обрабатываемую заготовку точек и линий (рисок), определяющих контуры деталей и места обработки. Сущность разметки состоит в вычерчивании на металле заготовки в натуральную величину осевых и контрольных линий, центров отверстий и т. Д.
Само вычерчивание производится методами геометрического построения и имеет много общего с машиностроительным черчением, но с той разницей, что вместо чертежных инструментов при разметке пользуются специальными разметочными инструментами, а сам чертеж наносят не на бумагу, а непосредственно на заготовку. В зависимости от характера и формы изделия разметка бывает плоскостная и пространственная.
При плоскостной разметке линии наносятся на поверхности плоских заготовок, на полосовом или листовом материале, или на отдельных плоскостях объемных деталей, в том случае, если не требуется увязки размеченных плоскостей между собой.
При пространственной (объемной) разметке линии наносятся на две – три отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу и увязывающиеся друг с другом.
Примерами плоскостной разметки может служить разметка при изготовлении кронциркулей, нутромеров, гаечных ключей и т. П., а пространственной – разметка при изготовлении гаек, молотков, рычагов и т. П.
| Чертилку выбирать в зависимости от металла размечаемой детали: стальные чертилки при разметке грубых и предварительно обработанных деталей; латунные на отшлифованных поверхностях готовых деталей; карандаш мягкий — на тонких, хрупких и окончательно обработанных поверхностях изделий из листа (легкий металл, жесть и пр.). |
Построение прямого угла 90°
С помощью линейки нанести произвольную риску АВ. Из произвольной точки О провести окружность через будущую вершину угла точку А. Эта окружность пересечет прямую АВ в точке Е. Через точки О и Е провести прямую до пересечения с окружностью в точке D. Отрезки AD и АВ образуют прямой угол.(Рис. б)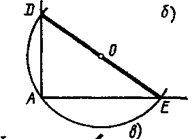
Построение угла 45°
| Разметить прямой угол плоским угольником. Из вершины произвольным радиусом описать дугу, пересекающую стороны угла (рис. г), с образованием точек т, п. Из точек тип пересечения дуги со сторонами угла радиусом, большим половины дуги, сделать засечки и точку пересечения этих засечек К соединить прямой с вершиной угла (точка О). Каждый из полученных двух углов будет равен 45°. |
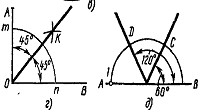
Построение углов 60 и 120°
Нанести базовую риску АВ (рис. д) со средней точкой О. Раздвинуть циркуль на произвольный размер (не более отрезка ОВ). Из точки О (с вершины угла) провести установленным радиусом дугу, пересекающую базовую линию АВ. Из точек, не изменяя величины радиуса, сделать циркулем на дуге засечку С, необходимую для построения угла 60°. Наложить Линейку на размечаемую поверхность, чтобы кромка линейки совпала с двумя точками О и С. Провести чертилкой риску, которая образует угол СОВ, равный 60°. Используя разметку угла 60°, тем же радиусом сделать засечку на длине дуги, образуя точку D. Проведя риску OD, образующую второй угол 60°, получим угол 120°.По окончанию занятия обучаемый сдает задание преподавателю и отвечает на поставленные вопросы.
№ 4. Проведение работ по резке металла
План учебного занятия:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
