

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По окончанию занятия обучаемый сдает задание преподавателю и отвечает на поставленные вопросы.
№ 8. Нарезание резьбы
План учебного занятия:
Текущий инструктаж Нарезание резьбы метчиком Нарезание резьбы плашкой Нарезание резьбы на станкеЗадание: Произвести нарезание резьбы на ранее полученных отверстиях в теме 7. Произвести нарезание резьбы на заготовках болтах, на длину 30 мм.
Общие сведения и ход работы.
В различных машинах и приборах широко применяются детали с резьбой. При помощи резьбы можно прочно соединить детали друг с другом, вращательное движение превратить в прямолинейное, обеспечить передачу рабочих движений механизмов, произвести регулировку положения деталей в машинах и т. д.
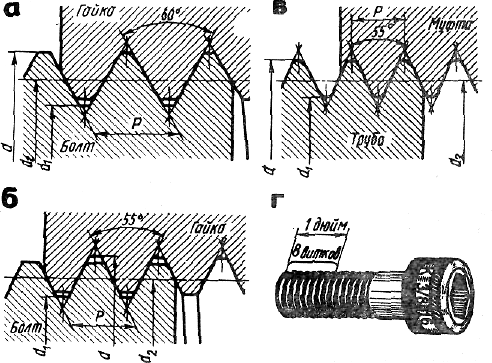
Существует два вида резьбы: внутренняя и внешняя.
Они в свою очередь делятся на:
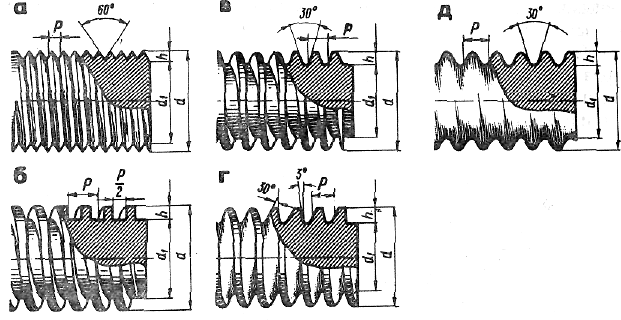
а — цилиндрическая треугольная, б — прямоугольная, в — трапецеидальная, (в такарном станке ) г – упорная(в прессахтисках), д – круглая(ПЭТ) метрическая (а), дюймовая (б), трубная (в) и деталь с дюймовой резьбой (г)
В качестве режущего инструмента для нарезания внутренней резьбы в отверстиях применяются метчики. Метчик представляет собой стальной винт, имеющий продольные канавки для образования режущих кромок и для собирания стружки во время работы. В метчике различают рабочую часть и хвостовик; рабочая часть в свою очередь делится на заборную и калибрующую части.
При изготовлении болтов, винтов, шпилек и т. п. на цилиндрические стержни нарезают наружную резьбу. При нарезании наружной резьбы в качестве основного режущего инструмента применяются плашки различных типов.
Плашка представляет собой цельное или разъемное кольцо, снабженное винтовой нарезкой во внутренней полости и несколькими канавками для образования режущих кромок и для отвода стружки, образующейся при нарезании резьбы.
Выполнение комплексных работ
Работа 1. Изготовление дверных навесов
Центральный штырь (поворотная ось) штырь не проклепывается, так как он заводится сверху и теоретически вылезать вверх при эксплуатации двери не должен. Декоративная заглушка. Держится за счет плотного примыкания к цилиндрической части карты. Если при навешивании двери петли были перевернуты так, что штырь оказался снизу, а заглушка сверху, то можно вытащить штырь, выбить заглушку и поменять их местами. Подшипники. Присутствуют только в современных карточных петлях для дверей. Пластина петли (карта), которая крепится к вертикальному бруску дверной коробки или к дверному полотну.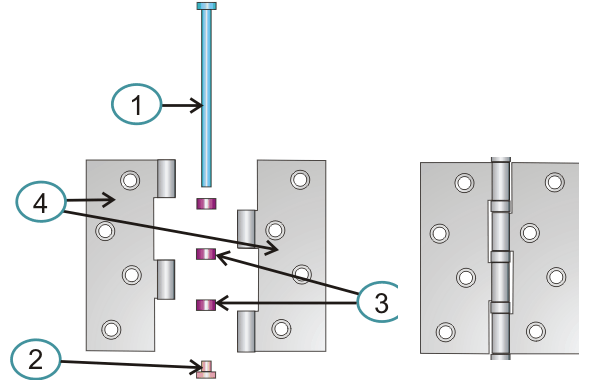
Размеры: Высота 60 мм, ширина 40, диаметр отверстий 5 мм. Остальные размеры необходимо высчитать самостоятельно.
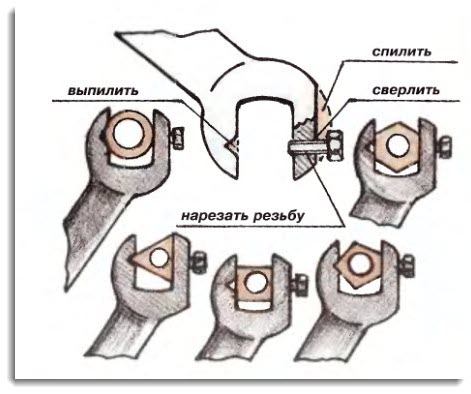
Работа 2. Изготовление гаечного ключа
Используйте образец уже готового подобного изделия. Сделайте чертеж гаечного ключа, исходя из которого изготавливается инструмент.
Для начала делаем заготовку из листа стали с габаритным размером больше на 2-3 мм, чем наружный размер сторон ключа. Бывают трудности с толстыми заготовками. С помощью ножовки её не вырезать. А использовать газовую горелку противопоказано. Лучше всего пустить в ход кузнечную обработку. Это делается через расплющивание стального стержня.
После того, как заготовка есть, начинаем наносить разметку. Если у заготовки есть неровные стороны, лучше их опилить, удалить окалины. Затем нужно нанести краску на обработанный верх. Можно применить быстросохнущую краску или лак. Накладывание образца происходит после того, как высохнет покраска. Лучше всего использовать какой-нибудь пресс, чтобы образец не сдвинулся во время очерчивания. Чертилкой выступит стальная заточенная проволока. После разъединения образца и заготовки нужно навести окончательные риски через 1-2 мм от уже нанесённых, затем накернить их. Керн сначала с наклоном установите на риску, а при нанесении удара молотком выпрямите. По расстоянию между ямками в зеве должно быть 3-4 мм.
Далее высверливаем зев. Можно использовать дрель со сверлами 3-5 мм. Нельзя, чтобы сверло перегревалось. Нужно охлаждать его в воде. После того, как вы изготовите второй зев, нужно снять лишнее.
Ну и в завершении необходимо закалить изготовление. Дома это можно сделать с помощью газа. Если воспользоваться кузнечным горном или специальной печкой - это будет идеально. Для вынимания ключа используют клещи, опуская в воду одну сторону ключа. После этого нужно вынимать и опускать до полного потемнения губок. Затем охлаждаем их в воде. Противоположную сторону ключа нужно обработать таким же способом. Такова технология изготовления гаечного ключа.
Работа 3. Ремонт и восстановление резьбового соединения
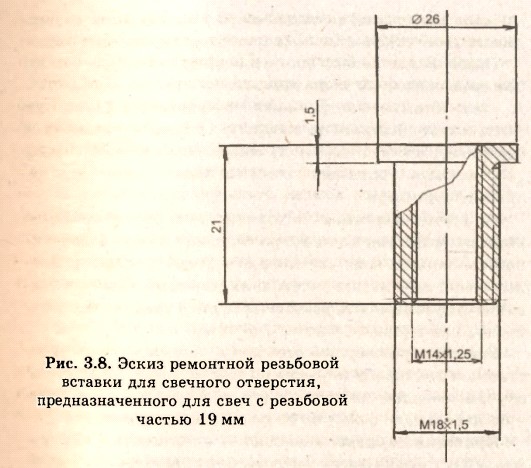
Задание: Восстановление свечного отверстия при износе стандартной резьбы. При помощи ввертыша, обработать отверстие, показанное на рисунке 3.8 в соответствии с размерами. Установить ранее приготовленный ввертыш. Произвести работу на всех цилиндрах.
Работа 4. Изготовление крючка

Задание: Используя проволоку сечением 7 мм, произвести гибку с двух сторон, на неподвижной части нарезать резьбу при помощи подходящего инструмента.
Работа 5. Чистовая обработка
Задание: Произвести притирку клапанов
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

Кроме того, в продаже имеются готовые ручные держатели клапана. При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.8).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
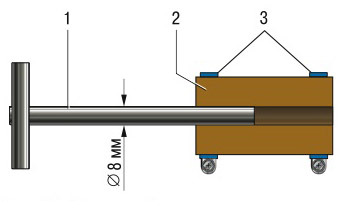
Рис. 5.2 Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм.

Список используемой литературы
и др. Слесарное дело с основами материаловедения. Высшая школа; Академия 1999. , Сборка промышленной продукции. Высшая школа; Академия, 1999. Плакаты «Слесарные работы». Высшая школа; Академия, 1999.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
