


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
(Варианты ответа см. к тесту 11.)
14.Что содержит конструкторская рабочая документация?
(Варианты ответа см. к тесту 11.)
15.Процесс отработки конструкции новой техники и оформления документации установившегося серийного или массового производства завершается:
а) изготовлением и испытанием опытного образца;
б) сдачей опытного образца приемочной комиссии;
в) изготовлением и испытанием установочной серии;
г) сдачей установочной серии приемочной комиссии.
16.К целям эргономики относятся:
а) комфорт, качество, непрерывность;
б) безопасность, гибкость, качество;
в) эффективность, непрерывность, гибкость;
г) безопасность, эффективность, комфорт.
17.Какие показатели входят в состав эргономики?
а) психофизиологические, технические, гигиенические, физиологические, экономические;
б) гигиенические, психологические, экономические, технические, социальные;
в) психологические, экономические, социальные, физиологические, антропометрические;
г) антропометрические, психофизиологические, психологические, физиологические, гигиенические.
18.Какая технология разрабатывается в индивидуальном и мелкосерийном производствах?
а) маршрутная;
б) маршрутная, затем пооперационная;
в) индивидуальная, затем маршрутная;
г) индивидуальная.
19.Какая технология разрабатывается в серийном и массовом производствах? (Варианты ответа см. к тесту 18.)
20.Что представляет собой маршрутная технология?
а) последовательность выполнения основных операций и закрепление их в цехах за определенными группами оборудования;
б) последовательность выполнения основных и вспомогательных операций и определение штучного времени;
в) последовательность выполнения основных, вспомогательных, контрольных и транспортных операций;
г) последовательность выполнения основных операций и разработка типовых процессов.
Задачи
Задача 6.1. Определить трудоемкость и срок проектирования машины, которая по степени новизны относится к принципиально новым машинам, а по степени сложности конструкции — к группе Г. Машина включает 750 оригинальных деталей, 100 — унифицированных, 150 — нормализованных и 50 — заимствованных. Трудоемкость проектирования на одну условную деталь равна 9,7 н/ч. Численность проектировщиков, работающих в одну смену с коэффициентом выполнения норм 1,1, — 3 человека.
Задача 6.2. Определить, при каком объеме производства продукции первый вариант технологии эффективнее второго. Сравнительные показатели по двум технологиям приведены в табл. 6.1.
Таблица 6.1. Показатели технологий 1 и 2
Вариант технологии | Удельные переменные издержки, день. ед. / шт. | Условно-постоянные издержки, тыс. день. ед. / год |
1 | 1200 | 370 |
2 | 1400 | 290 |
Задача 6.3. Рассчитайте трудоемкость отдельных этапов конструкторской подготовки и составьте календарный график с учетом того, что работа должна быть закончена в 4 месяца. Количество исполнителей принять самостоятельно. Исходные данные приведены в табл. 6.2.
Таблица 6.2. Объем работ и время конструкторской подготовки
Этапы конструкторской подготовки | Объем работ, ед. | Норма времени, ч/ед. |
Разработка технического проекта | - | 600 (на весь объем) |
Разработка рабочего проекта | 300 | 8 |
Технический контроль | 300 | 1,5 |
Нормализационный контроль | 300 | 1 |
Светокопирование и комплектование | 200 | 0,5 |
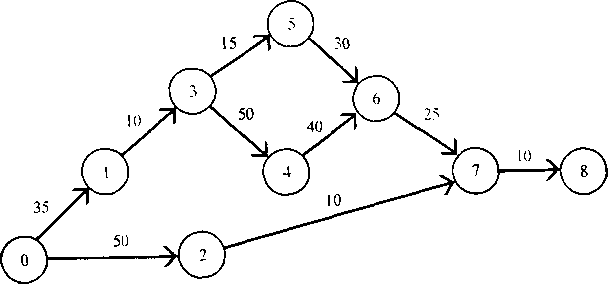
Задача 6.4. Рассчитать параметры сетевого графика непосредственно на графике и табличным методом.
Тема№7:Организация инструментального и ремонтного хозяйства.
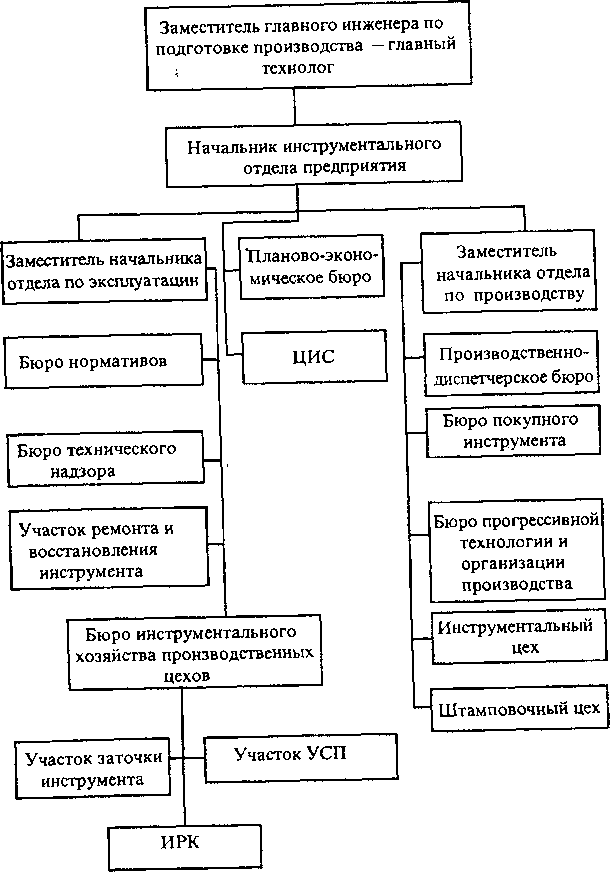
Инструментальное хозяйство — это совокупность общезаводских и цеховых подразделений предприятия (отделов, групп, цехов, участков), занятых определением потребности, приобретением, проектированием, изготовлением, ремонтом и восстановлением инструмента и оснастки, ее учетом, хранением, выдачей в цехи и на рабочие места, техническим надзором.
Весь инструмент на предприятии классифицируется на определенные группы по следующим характерным признакам: по назначению:
рабочий (осуществляется производственный процесс); вспомогательный (связан с обслуживанием рабочих мест); измерительный (служит для определения свойств и размеров продукции);
приспособления — устройства для закрепления продукции на рабочем месте;
по характеру использования:
- специальный (используется на конкретной операции только для определенных изделий); нормальный (для определенных работ независимо от вида изделий (обычно изготавливается на специальных заводах);
Под восстановлением инструмента понимается ремонт полностью износившегося или пришедшего в негодность и списанного с учета (снятого с эксплуатации) инструмента для придания ему предварительного вида, свойств и размеров или получения из него инструмента другого вида. Затраты на восстановление инструмента обычно меньше, чем цена нового инструмента. До 40 % потребности в инструменте может быть покрыто за счет его восстановления. Снижение затрат по комплекту инструмента на изделие при двукратном восстановлении доходит до 10 %.
Тесты
Какая функция не относится к инструментальному цеху?а) обеспечения производства инструментом;
б) обеспечения ремонта инструмента;
в) сдачи инструмента на ЦИС;
г) руководства работой ЦИС;
д) обеспечения восстановления инструмента.
Что не относится к функции инструментального отдела?а) определение потребности производства в инструменте;
б) нормирование расхода и запаса инструмента';
в) обеспечение рабочих мест инструментом;
г) составление системы расходов инструментального хозяйства;
д) руководство работой ЦИС
Что не является функцией ЦИСа?
а) оформление прихода инструмента;
б) оформление расхода инструмента;
в) выдача инструмента в ИРК;
г) хранение инструмента;
д) выдача инструмента на рабочие места.
Подразделение, не входящее в состав инструментального хозяйства:а) инструментальный отдел;
б) инструментальный цех;
в) ЦИС;
г) ИРК;
д) ОТК;
е) мастерские по централизованной заточке и текущему ремонту инструмента.
Вспомогательным считается инструмент, который:а) служит для определения свойств и размеров продукции;
б) предназначен для закрепления продукции на рабочем месте;
в) связан с обслуживанием рабочих мест;
г) осуществляет производственный процесс;
д) используется на конкретной операции только для определенных изделий.
К нормализованному относится инструмент, который:а) предназначен для выполнения определенной операции при изготовлении конкретных деталей;
б) применяется на определенных работах независимо от вида изделий;
в) подразделяется на классы, подклассы, группы, подгруппы, типы и разновидности;
г) связан с обслуживанием рабочих мест, служит для определения свойств и размеров продукции.
Какой инструмент является специальным?а) который служит для определения свойств и размеров продукции;
б) который предназначен для выполнения определенной операции при изготовлении конкретных детален;
в) который применяется на определенных работах независимо от вида изделий;
г) с помощью которого осуществляется обслуживание рабочих мест.
Что не входит в состав оборотного фонда инструмента?а) инструмент на рабочих местах, в заточке и ремонте;
б) страховой запас на ЦИСе;
в) эксплуатационный фонд инструмента;
г) инструмент в ИРК.
Задачи
Задача 7.1. Объем выпуска продукции на предприятии массового производства характеризуется данными табл. 7.1.
Таблица 7.1. Выпуск изделий по вариантам
Изделие | Программа выпуска деталей по вариантам, тыс. шт. | ||||
1-й | 2-й | 3-й | 4-й | 5-й | |
А | 3000 | 3100 | 2500 | 2800 | 3200 |
Б | 1000 | 1100 | 1200 | 1400 | 1500 |
В | 2000 | 2400 | 2500 | 1300 | 1200 |
Норма машинного времени, необходимая для обработки детали, на изделие А составляет 3 ч, на изделие Б — 4 и на изделие В — 6 ч. Величина слоя режущей части инструмента, стачиваемого за время переточек, — 6 мм, за одну переточку — 0,2 мм. Время работы между переточками — 4 ч. Одновременно на станке применяется 6 резцов. Коэффициент естественной убыли инструмента — 0,08.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 |
