


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По всем вышеуказанным причинам задача оптимального выбора параметров БС и БГС является достаточно сложной, требующей высокой квалификации от проектировщиков и умения принимать новаторские нестандартные решения, что до сих пор не всегда удавалось реализовать с высокой надежностью и эффективностью.
Как показала практика строительства БС и БГС в условиях крупных нефтяных объединений таких как АНК «Башнефть» и , их технологическая эффективность не превышала в среднем 35-40% [6, 7].
1.1. Технология строительства горизонтальных и боковых стволов [8]
Направленное бурение дополнительных стволов из обсаженных скважин – наиболее эффективное средство увеличения производительности малодебитных скважин за счет вскрытия пропущенных продуктивных объектов или возрождения скважины, пробуренной в слабопроницаемых пластах.
Технология бурения дополнительных горизонтальных или наклонных стволов из эксплуатационной колонны вертикальной или наклонной скважины позволяет:
- восстановить приток нефти и газа;
- увеличить дебит нефти и газа за счет вскрытия продуктивных пластов горизонтальным стволом;
- сократить объем бурения новых скважин и уменьшить капитальные вложения на разработку месторождений.
Ствол из обсаженной скважины забуривают по трем схемам: с использованием стационарною клинового отклонителя через щелевидное окно в обсадной колонне; с применением стационарного или съемного отклонителя в интервале вырезанного участка обсадной колонны; либо с помощью отклонителей на базе забойных двигателей в интервале вырезанного участка обсадной колонны.
В обсаженной скважине дополнительный ствол забуривают через щелевидный вырез или в интервале сплошного вырезанного участка в обсадной колонне.
В качестве режущего инструмента при создании щелевидного выреза в обсадной колонне используют райберы различных типов [9]. Наиболее распространены райберы типа ФРС № 1, 2 и 3. Основным райбером № 1 прорезывают отверстие в колонне, затем райбером № 2 отверстие увеличивают на длину скошенной части отклонителя, а райбером № 3 вырез обрабатывают и калибруют.
Райбер с центрирующим направлением (РЦН), разработанный а АзНИПИнефти, является универсальным, так как позволяет за один рейс получить полноразмерный вырез в обсадной колонне. Конструкция райбера РЦН представлена на рис. 1. Райбер состоит из двух рабочих элементов, соединенных между собой переводником 2. Нижний рабочий райбер 3, имеющий форму усеченного конуса прорезает колонну, а верхний 1, имеющий цилиндрическую форму, калибрует вырез. Нормальный ряд райберов типа РЦН разработан для обсадных колонн диаметрами 141, 146 и 168 мм.
В местных условиях часто используются райберы оригинальной конструкции. Для примера на рис. 2 показаны разборные райберы конструкции НГДУ «Хадыженнефть». Эти райберы технологичны в изготовлении и надежны в работе.
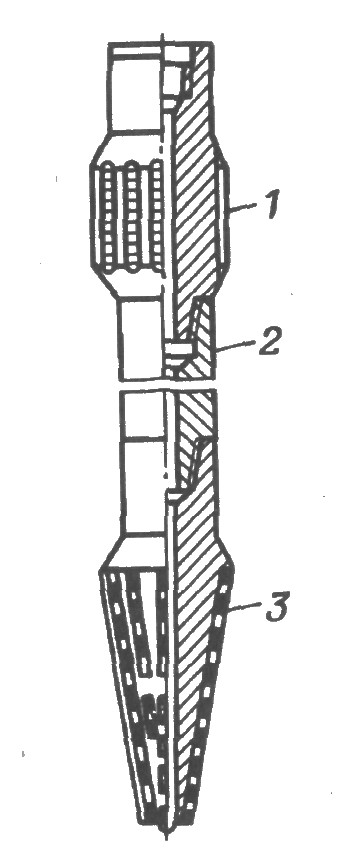
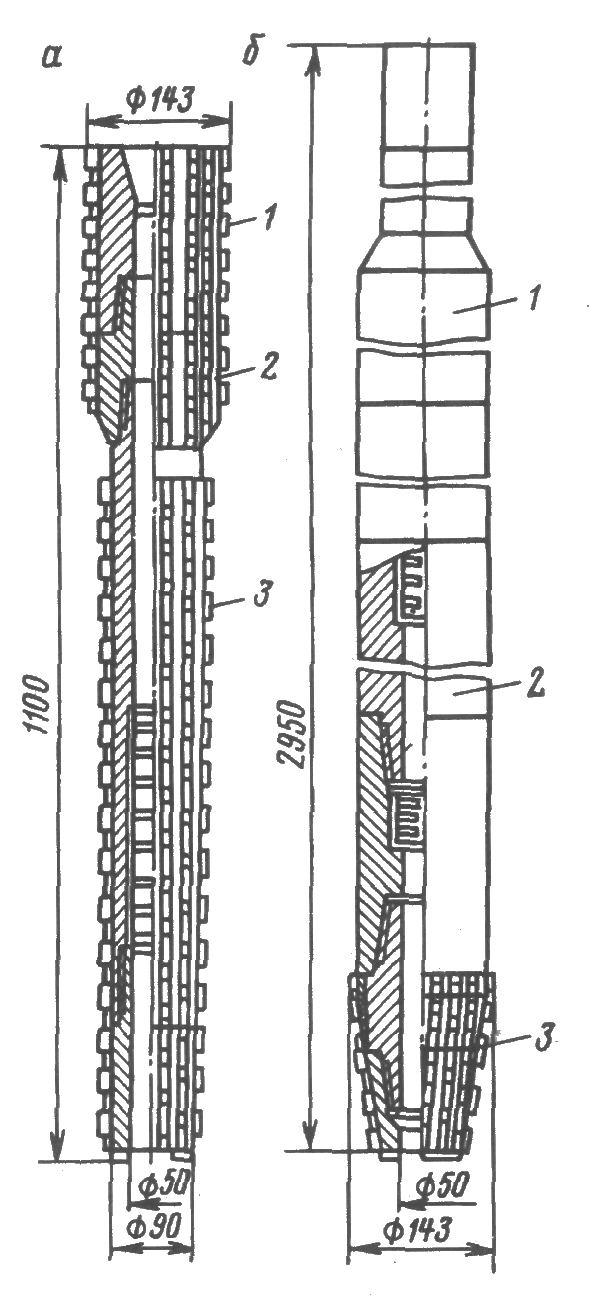
Рисунок 1 - Райбер РЦН конструкции АзНИПИнефти [8] | Рисунок 2 - Райберы конструкции НГДУ «Хадыженнефть» |
Обозначения: а – РК-3; 1, 3 – верхняя и нижняя рабочие части, 3 – переводник, б – РТ-3-143; 1 – корпус; 2 – переводник; 3 – рабочая часть
Режущие элементы райберов армируются пластинами твердого сплава марок ВК8, Т17К12В, Т5К12В. Ввиду высокой стоимости твердого сплава Азинмаш рекомендует изготовлять райберы путем литья в металлический кокиль магниевого чугуна с отбеленной коркой до глубины, несколько превышающей высоту зуба, твердость которого HRC=![]() . Сердцевину литого райбера упрочняют термообработкой. Применять для изготовления режущих кромок сталь марки Р18 Азинмаш не рекомендует, так как при окружной скорости более 45 об/мин, кромка быстро затупляется. В райберах малого диаметра, когда окружная скорость невелика, могут быть использованы быстрорежущие стали.
. Сердцевину литого райбера упрочняют термообработкой. Применять для изготовления режущих кромок сталь марки Р18 Азинмаш не рекомендует, так как при окружной скорости более 45 об/мин, кромка быстро затупляется. В райберах малого диаметра, когда окружная скорость невелика, могут быть использованы быстрорежущие стали.
За рубежом райберы выпускают многие фирмы, изготавливающие бурильный инструмент. Райберы, как правило, армируются осколками карбида вольфрама, что дает возможность после сработки повторно наплавлять рабочие поверхности инструмента. Ряд фирм выпускает для получения выреза в обсадной колонне алмазные фрезы, которые используют в сочетании с фрезой цилиндрической формы, расположенной выше. Применение таких фрез на глубине свыше 3000 м в колоннах из высокопрочной стали марки Р-110 позволяет сократить число спускоподъемных операций не менее чем на два рейса для получения одного полноразмерного выреза.
В ряде случаев для забуривания дополнительного ствола из обсаженной скважины удаляют участок колонны на заданном интервале. Для этой цели применяют секционные (интервальные) фрезы, являющиеся разновидностью раздвижных буровых инструментов, которые используют при расширении или калибровке ствола скважины.
ВНИИБТ разработал два типа устройств для вырезания участков обсадных колонн различного диаметра.
Устройство, вырезающее УВ 114, предназначено для вырезания участков обсадных колонн диаметрами 140 и 146 мм в интервалах забуривания новых стволов или вскрытия продуктивных пластов.
Основные технические характеристики
Диаметр, мм:
Корпуса…………………………........................................................ 114
По раскрытым резцам……………………………………………… 173
Длина, мм........................................................................................... 1560
Осевая нагрузка на резцы, кН, не более............................................ 40
Частота вращения, с -1 ...................................................................... 0,5-1,5
Температура рабочей среды, °С, не более........................................ 100
Средняя механическая скорость вырезания, м/с........................... 19*105
Перепад давления на устройстве, МПа........................................... 2-4
Проходка на комплект резцов по трубе из стали группы
прочности Д для забуривания ствола, м, не менее........................... 9
Число резцов......................................................................................... 5
Конструкция и основные детали и узлы устройства приведены на рис.3.
Устройство, вырезающее универсальное УВУ предназначено для вырезания участка обсадной колонны диаметрами 168, 178, 194 и 219 мм (в зависимости от варианта исполнения) с целью забуривания в этом интервале нового ствола скважины или вскрытия продуктивного пласта.
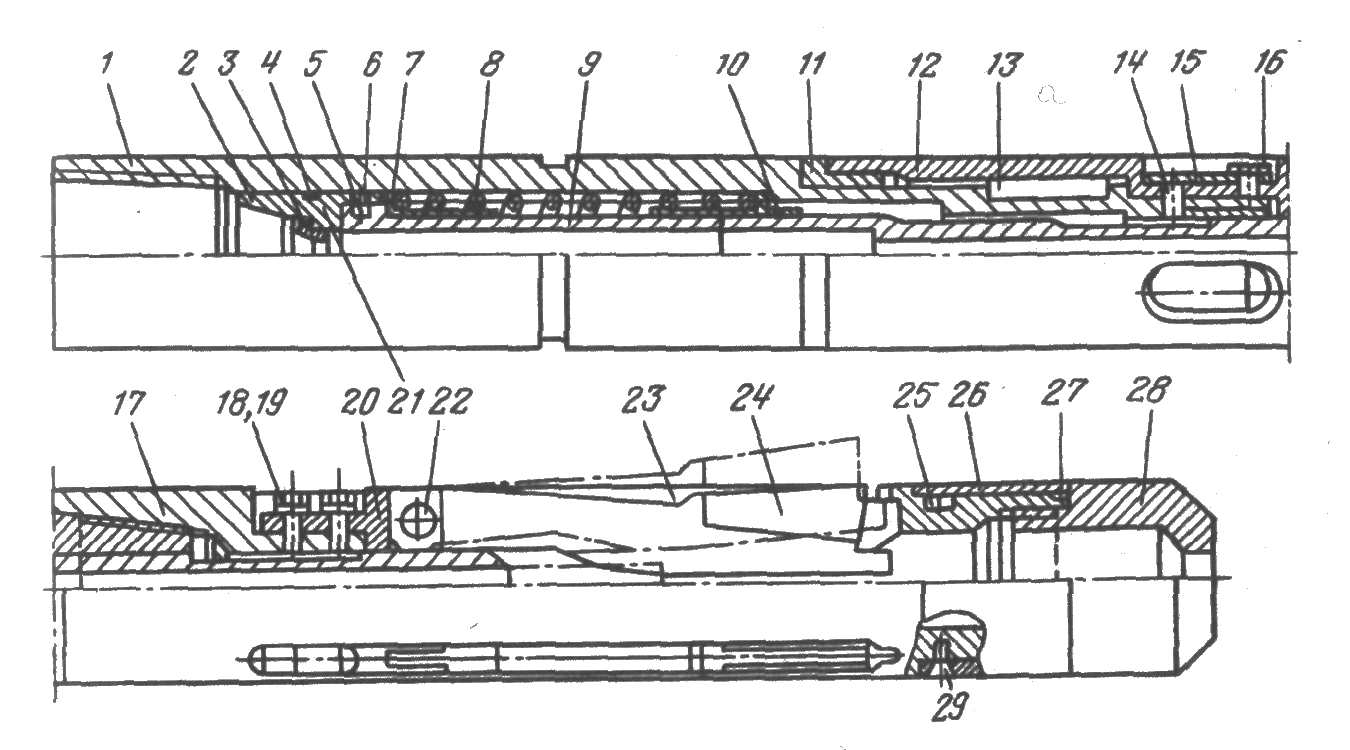
Рисунок 3 - Устройство вырезающее УВ114 [8]
Обозначения: 1 - цилиндр; 2 - поршень; 3 - насадка; -1, 6, 21 - кольца; 5, 29 - винты; 7 - втулка; 8 - пружина; 9 - толкатель; (О, 11 - гайки; 12 - вставка; 13 - шпонка; 14 - фиксатор; 15 - пластина; 16, 18 - болты; 17 - корпус; 19, 27 - шайбы; 20 - упор; 22 - ось; 23 - чека; 24 - резец; 25 - штырь; 26 - направляющая; 28 – хвостовик
Основные технические характеристики
Длина без центраторов, мм............................................................ 1866
Осевая нагрузка на резцы, кН, не более........................................ 40
Чистота вращения изделия, с-1 .................................................. 0,66 - 1,17
Температура рабочей среды, 0С, не более………………………. 100
Перепад давлений на устройстве, МПа………………………….
Средняя механическая скорость вырезания, м/с......................... 19*105
Проходка на комплект резцов по трубе из стали
группы прочности Д для забуривания ствола, м, не менее................ 9
Число резцов................................................................................... 5
Рисунок 4 - Универсальное вырезающее устройство конструкции ВНИИБТ [1] | Конструкция, основные детали и узлы устройств приведены на рис. 4 [8]. Основные технические данные нормального ряда УВУ приведены в таб. 1. Универсальное вырезающее устройство представляет собой фрезерующий инструмент, резцы которого выдвигаются под действием давления промывочной жидкости. Обсадная колонна фрезеруется при вращении бурильного инструмента. Вырезающее устройство УВУ состоит из цилиндрического корпуса 1, в котором размещена игла 2, связанная с поршнем 3, толкателем 4 и возвратной пружиной 5. Для пропуска промывочной жидкости поршень снабжен двумя насадками. В патроне 6 выполнены пазы, в которых размещены три рычага 8 на осях 7 с резцами 9. Три ограничите – |
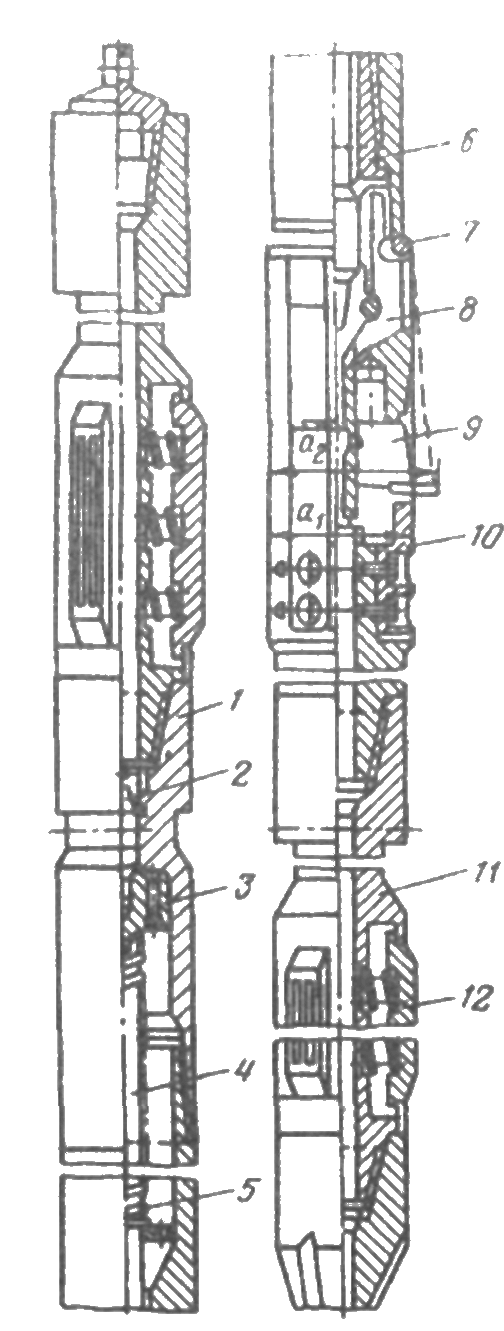
ля 10 препятствуют произвольному выходу рычага 8 из исходного положения. Вырезающее устройство снабжено двумя центраторами, каждый из которых состоит из корпуса 11 с пазами, и тремя подпружиненными направляющими 12.
Вырезающее устройство УВУ работает следующим образом. Инструмент спускают в скважину до интервала, в котором спроектировано удаление участка обсадной колонны. Затем в бурильный инструмент подают промывочную жидкость, которая, протекая через кольцевой зазор между иглой поршня и втулкой цилиндра, а также через насадки поршня, создает перепад давления.
Таблица 1 Технические данные вырезающих устройств типа УВУ
Диаметр обсадной колонны, мм | Диаметр, мм | Длина, мм (с центраторами) | Масса, кг (с центраторами) | ||
По направляющим | По корпусу | По раскрытым резцам | |||
168 | 160 | 140 | 212 | 3830 | 310 |
178 | 170 | 148 | 220 | 3830 | 320 |
194 | 184 | 164 | 236 | 3830 | 329 |
219 | 210 | 190 | 260 | 3830 | 336 |
Под действием этого перепада поршень с толкателем перемещаются и выдвигают рычаги с резцами из пазов патрона. В процессе вращения инструмента с подачей вниз резцы, поворачиваясь на осях 7, прорезают стенку обсадной колонны. Выдвижение происходит до упора рычагов в ограничитель. В момент полного выхода рычагов давление в нагнетательной линии резко снижается, так как игла полностью выходит из втулки и поток раствора идет только через насадки поршня. Скачок давления определяется по показаниям манометра на поверхности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
