


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное бюджетное государственное образовательное учреждение
высшего профессионального образования
«МОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «ЭБТС»
Дисциплина «Экологическая безопасность транспорта в жизненном цикле»
Курсовая работа на тему: «Наилучшие доступные технологии утилизации основных классов конструкционных материалов»
Выполнил: студент группы 164-511
Проверил: проф. техн. наук
Москва 2017
ВВЕДЕНИЕ 1
ОПРЕДЕЛЕНИЕ НАИЛУЧШИХ ДОСТУПНЫХ ТЕХНОЛОГИЙ (НДТ) В ОБЛАСТИ УТИЛИЗАЦИИ ТБО 3
НДТ УТИЛИЗАЦИИ ОСНОВНЫХ КЛАССОВ КОНСТРУКЦИОННЫХ МАТЕРИАЛЛОВ АВТОМОБИЛЕЙ 4
Технология утилизации автомобилей и их компонентов 4
Утилизация аккумуляторных батарей. 6
Утилизация автомобильных шин. 9
Физические методы переработки резиновых отходов. 10
Низкотемпературная технология утилизации шин. 10
Бародеструкционная технология переработки покрышек. 12
Полностью механическая переработка шин. 14
Возможные направления использования резиновой крошки. 19
СПИСОК ЛИТЕРАТУРЫ 21
ВВЕДЕНИЕ
Становление государства как технологически развитой державы и ее интеграция в мировую экономику невозможно без внедрения и совершенствования способов эффективного и экологически обоснованного использования природных и техногенных ресурсов. Эту задачу можно решить только за счёт создания замкнутых малоотходных циклов, а также путём стимулирования и технического обеспечения комплексного использования вторичных ресурсов, образующихся в процессах производства и потребления.
Одной из важнейших задач цивилизованного государства и общества является создание и развитие индустрии рециклинга отходов жизнедеятельности человека и вовлечение вторичных ресурсов в производство новых товаров.
Автомобиль, прекративший свой срок эксплуатации (АПЭ), – это в настоящее время один из неблагоприятных факторов, воздействующих на окружающую среду.
Утилизация АПЭ – это не только уменьшение загрязнения окружающей среды, но и снижение потребления природных ресурсов и энергии. Эколого-экономический эффект от утилизации этих автомобилей складывается из:
- экономической составляющей, включающей уменьшение затрат при вторичном использовании материалов и связанным с этим уменьшением производства материалов из ископаемых природных ресурсов, уменьшение потребления энергии; экологической составляющей, включающей уменьшение загрязнения почвы, водных ресурсов, атмосферного воздуха от воздействия брошенных и не утилизированных автомобилей, уменьшение загрязнения окружающей среды при использовании в производстве рециклинговых материалов.
Суть авторециклинга заключается в том, что отработавший свой срок автомобиль отправляется на специализированное предприятие, обладающее технологиями с использованием специализированного современного оборудования, для дальнейшей переработки. Как свидетельствует мировой опыт, утилизация автомобиля может произойти через 15-20 лет с момента его продажи – таков средний эксплуатационный срок автомобиля.
Утилизация автомобиля (УА) – это процесс его разборки на автомобильные компоненты (АК) оценки их технического состояния, сортировки, переработки и т. д. Так, например, средний европейский автомобиль весит около 1185 кг и состоит из следующих компонентов: 540 кг листовой стали, 130 кг чугуна, 75 кг поковок, 80 кг легких сплавов, 120 кг пластиков, 90 кг резины, 50 кг стекла, 35 кг краски и 65 кг других материалов.
Чем больше материалов используется вторично, тем лучше решается задача утилизации. Следует отметить, что согласно мировой статистике, автомобильные отходы составляют только около 2% общего количества всех отходов, которые поступают на свалки, и что внимание мировой общественности к данной проблеме очень высоко. Количество свалок на планете продолжает увеличиваться, а воздействие автомобильного транспорта и связанной с ним инфраструктуры на окружающую среду и организм человека признаётся доминирующим.
Ежегодно свалки всего мира пополняются примерно 10 млн. т отходов отслуживших автомобилей и почти столько же отходов образуется в результате ремонта и технического обслуживания автомобилей.
ОПРЕДЕЛЕНИЕ НАИЛУЧШИХ ДОСТУПНЫХ ТЕХНОЛОГИЙ (НДТ) В ОБЛАСТИ УТИЛИЗАЦИИ ТБО
Оценка технологий утилизации и обезвреживания отходов в качестве НДТ включает пять последовательных шагов, заключающихся в рассмотрении «критериев достижения целей охраны окружающей среды для определения наилучшей доступной технологии», которые установлены нормативными правовыми актами, положенными в основу данной методики.
Критерий 1 – «Наименьший уровень негативного воздействия технологии на окружающую среду в расчете на единицу времени и объем выполняемой работы либо другие предусмотренные международными договорами Российской Федерации показателей»
Критерий 2 – «Экономическая эффективность внедрения и эксплуатации НДТ».
Критерий 3 – « Применение ресурсо - и энергосберегающих методов».
Критерий 4 – «Период внедрения НДТ»
Критерий 5 – «Промышленное внедрение этой технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду».
НДТ УТИЛИЗАЦИИ ОСНОВНЫХ КЛАССОВ КОНСТРУКЦИОННЫХ МАТЕРИАЛЛОВ АВТОМОБИЛЕЙ
Технология утилизации автомобилей и их компонентов. Известно, что общий автомобильный парк России ежегодно увеличивается на 1,6—1,8 млн автомобилей. Как показывает опыт ведущих стран мира, в этот же период из эксплуатации выходит от 6 до 10% парка. В Москве число вышедших из эксплуатации в течение года грузовых и легковых автомобилей по данным ГИБДД составляет более 130 тыс.
Слитое масло и технологические жидкости сдаются организациям, которые специализируются на их утилизации. Из масел моторной и трансмиссионной группы на нефтеперерабатывающих заводах путем термического крекинга получают печное топливо (60–70% от исходного объема), бензин-раствори–12%) и тяжелую углеводородную фракцию (10–15%), которая используется в производстве асфальта.
Пластик и текстиль тоже отправляются в утиль на специальные перерабатывающие предприятия, которые берут эти отходы в свой оборот. Между тем самыми крупнотоннажными полимеросодержащими отходами являются изношенные автомобильные шины. В ходе переработки старые покрышки измельчают, получая резиновый гранулят (65%), металлические и текстильные отходы (35%).
Утилизация кузова автомобиля. На приемном пункте металл сортируется и проходит первичную обработку. Крупногабаритные детали, имеющие большой объем, но малый вес, направляются под пресс, а крупные и тяжелые режутся газовой сваркой или гильотинными ножницами. Однако самым технологичным на сегодняшний день методом является переработка металла с помощью шредерной установки (от английского слова shread, «разрывать»). Подобных установок в России всего три: в Москве, Санкт-Петербурге и Краснодаре.
В отличие от пресса шредер не брикетирует кузова и детали, а разлагает их на составляющие: твердые бытовые отходы (ТБО), цветной и черный лом. По внешнему виду громоздкий агрегат больше всего напоминает гигантскую мясорубку. На первой стадии процесса набор противоположно вращающихся зубчатых колес за считанные секунды разрывает подаваемую манипулятором раму, кабину или кузов, превращая это в груду крупных кусков. Далее по ленте транспортера все это направляется к диску, дробящему металл в мелкую крошку с помощью многочисленных зубьев-молотов. Вес каждого молота внушителен — около 80 кг.
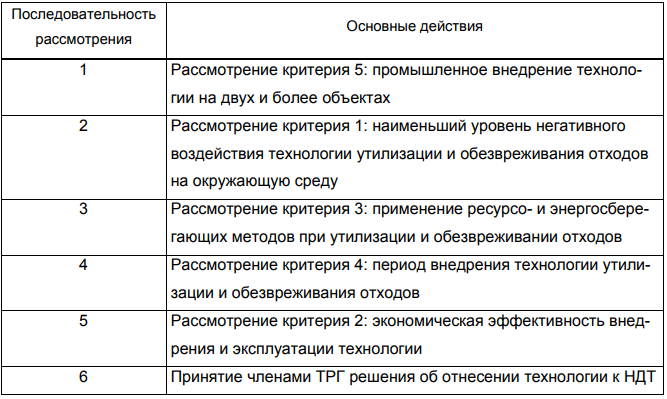
Затем то, что было раньше машиной, проходит через два сепаратора — пневматический и электромагнитный. Дальше — визуальный контроль, и в итоге на земле образуются три кучки: сталь и чугун, цветные металлы, а также мусор пластиковый текстильный. Мусор отправляется на свалку или в топку, а металл — в вагоны и на переплавку. Шредер может перерабатывать не только голые кузова. Он переработает и полностью комплектный автомобиль, единственное требование — слить жидкости, снять колеса и аккумулятор. Технологическая цепочка переработки кузова автомобиля на шредерной установке показана на рисунке 1.
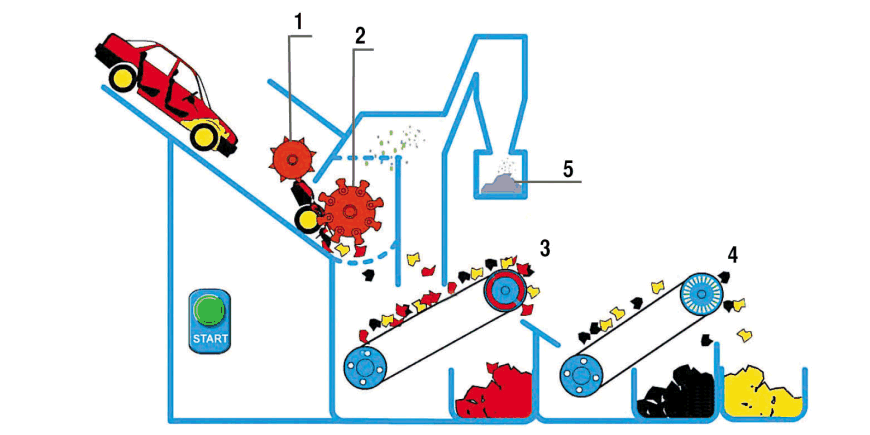
рис.1 технологическая схема шредерной установки
Утилизация аккумуляторных батарей. Развитие технологий в современном мире достигло такого уровня, что просто необходимо производить утилизацию отработанного материала, поскольку все системы, оснащаемые в основе элементами питания электрическим током, имеют свой ресурс. Видов и типов аккумуляторов, аккумуляторных батарей и всевозможных гальванических элементов огромное множество. Так же много и разных фирм их производителей, которые пользуются различными технологиями производства. Но утилизация этих элементов питания имеет сходный для отдельных типов характер и, в большинстве случаев, организовывается на том же оборудовании.
Основные этапы утилизации аккумуляторов стоит назвать следующие:
Слив электролита; Разрезание аккумулятора; Непрерывная резка или дробление аккумуляторных батарей; Переработка металлических элементов в специальной печи (переплавка вторичного сырья).Обычный аккумулятор состоит из: корпуса, электролита (кислота, щелочь, гель и т. п.) и пластин батареи (свинцовые, кадмиевые, сплавы разного типа на основе активных металлов и т. д.). Процесс утилизации заключается в том, чтобы нейтрализовать все вредные элементы и извлечь максимальное количество сырья для вторичной переработки, которое потом будет сырьем для производства уже новых аккумуляторных батарей.
Первый этап заключается в сливе электролита. Зачем нужно это делать? Первое, что характеризует электролит аккумуляторных батарей – это его агрессивность. Каким бы не был этот раствор, он содержит в себе ту или иную долю едких веществ (щелочи или кислоты), которые в случае попадания на живые ткани или ценные вещи способные вызвать необратимые процессы. Именно поэтому использованные аккумуляторные батареи ни в коем случае нельзя просто выбрасывать в мусор. Раствор электролита сливается на специальном оборудовании, которое исключает присутствие человеческого фактора, поскольку за время работы самой батареи в ней выделяются многие вредные и сильно токсические вещества, которые потто м виде испарений могут причинить вред дыхательным путям и кожному покрову человека. Сбор электролита производится в специальные отстойники. Есть линии, которые предусматривают не только слив и нейтрализацию растворов электролита, но и их вторичную переработку для возможности повторного использования.
После первого этапа утилизации аккумуляторных батарей, сырье попадает уже на конвейеры, которые осуществляют разрезание батарей. Такой подход дает возможность отделения полипропилена и свинцовых пластин от корпуса батареи. Некоторые заводы не производят такого, поскольку сразу же отправляют аккумуляторные батареи со слитым электролитом на специальные установки, предназначены для дробления сырья. Размером в спичечный коробок измельченная масса в таком случае попадает сразу же в специальные ванны для отделения пластмассовых частей от металлических и оттуда в печь для переплавки. В случае, если все же раз резание аккумулятора имеет место, то следующим этапом становится его непрерывная порезка (измельчение). В таком варианте используется специальная линия для непрерывной резки отработанных аккумуляторных составляющих. После данного этапа полученная масса переходит на переплавку.
Специальные печи, которые предназначены для плавления металла, и свинца в том числе, предоставляют возможность получить на выходе намного более чистое сырье, которое, впоследствии, используется для производства пластин аккумуляторов. Есть также и специальные печи, которые предусмотрительно оборудованы вытяжками для нейтрализации токсических испарений, которые зачастую имеют место в результате плавки.
Таким образом, видим, что утилизация аккумуляторов, не смотря на свою энергоемкость и сложность, очень необходимый и полезный процесс, который способен защитить окружающую среду от возможной волны токсического и вредного загрязнения.
Утилизация автомобильных шин. В Москве ежегодно образуется более 70 тыс. тонн изношенных шин, в Петербурге и Ленинградской области - более 50 тыс. тонн...
Объем их переработки методом измельчения не превышает 10%. Большая часть собираемых шин (20%) используется как топливо. Вышедшие из эксплуатации изношенные шины являются источником длительного загрязнения окружающей среды:
- шины не подвергаются биологическому разложению; шины огнеопасны и, в случае возгорания, погасить их достаточно сложно; при складировании они являются идеальным местом размножения грызунов, кровососущих насекомых и служат источником инфекционных заболеваний.
Вместе с тем, амортизированные автомобильные шины содержат в себе ценное сырье: каучук, металл, текстильный корд.
Проблема переработки изношенных автомобильных шин и вышедших из эксплуатации резинотехнических изделий имеет большое экологическое и экономическое значение для всех развитых стран мира. Невосполнимость природного нефтяного сырья диктует необходимость использования вторичных ресурсов с максимальной эффективностью, т. е. в место гор мусора мы могли бы получить новую для нашего региона отрасль промышленности - коммерческую переработку отходов.
Не менее перспективным методом борьбы с накоплением изношенных шин является продление срока их службы, путем восстановления.
В настоящее время, все известные методы переработки шин можно разделить на две группы:
- Физический метод переработки шин Химический метод переработки шин
Физические методы переработки резиновых отходов. В настоящее время все большее значение приобретает направление использования отходов в виде дисперсных материалов. Наиболее полно первоначальная структура и свойства каучука и других полимеров, содержащихся в отходах, сохраняются при механическом измельчении.
Установление взаимосвязи между размерами частиц материала, их физико-химическими и механическими характеристиками и затратами энергии на измельчение и параметрами измельчающего оборудования необходимо для расчета измельчителей и определения оптимальных условий их эксплуатации.
Процесс измельчения, несмотря на кажущуюся простоту, очень сложный не только по определению характера, величины и направления нагрузок, но и по трудности количественного учета результатов разрушения.
Ниже представлена классификация имеющихся в настоящее время способов измельчения вторичных резин.
Классификация способов измельчения автомобильных шин представлена в Таблице 2.
Низкотемпературная технология утилизации шин. При низкотемпературной обработке изношенных шин дробление производится при температурах -60 град. С... -90 град. С, когда резина находится в псевдохрупком состоянии. Результаты экспериментов показали, что дробление при низких температурах значительно уменьшает энергозатраты на дробление, улучшает отделение металла и текстиля от резины, повышает выход резины. Во всех известных установках для охлаждения резины используется жидкий азот. Но сложность его доставки, хранения, высокая стоимость и высокие энергозатраты на его производство являются основными причинами, сдерживающими в настоящее время внедрение низкотемпературной технологии. Для получения температур в диапазоне -80 град. С... -120 град. С более эффективными являются турбохолодильные машины. В этом диапазоне температур применение турбохолодильных машин позволяет снизить себестоимость получения холода в 3-4 раза, а удельные энергозатраты в 2-3 раза по сравнению с применением жидкого азота. Технология не внедрена. Производительность линии 6000 т/год.
Схема линии при низкотемпературной технологии утилизации шин представлена на рисунке 2.

Изношенные автомобильные шины подаются в машину для удаления бортовых колец. После этого шины поступают в шинорез и далее в ножевую роторную дробилку. Затем следует магнитный сепаратор и аэросепаратор. Для охлаждения порезанные и предварительно очищенные куски резины подаются в холодильную камеру, где охлаждаются до температуры -50 град. С...-90 град. С. Холодный воздух для охлаждения резины подается от генератора холода воздушной турбохолодильной машины. Далее охлажденная резина попадает в роторно-лопаточный измельчитель, откуда она направляется на повторную очистку в магнитный сепаратор и аэросепаратор, где отбирается резиновая крошка менее 1 мм... 0,5 мм, а также более крупная и затаривается в мешки и отправляется к заказчику.
Бародеструкционная технология переработки покрышек.
Технология основана на явлении "псевдосжижения" резины при высоких давлениях и истечении её через отверстия специальной камеры. Резина и текстильный корд при этом отделяются от металлического корда и бортовых колец, измельчаются и выходят из отверстий в виде первичной резино-тканевой крошки, которая подвергается дальнейшей переработке: доизмельчению и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета. Производительность линии 6000 т/год.
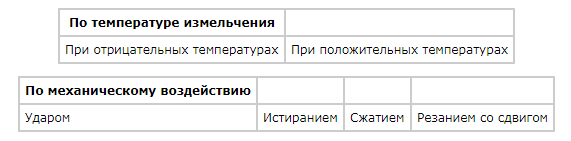
Схема линии по переработке автомобильных покрышек бародеструкционной технологией представлена на рисунке 3.
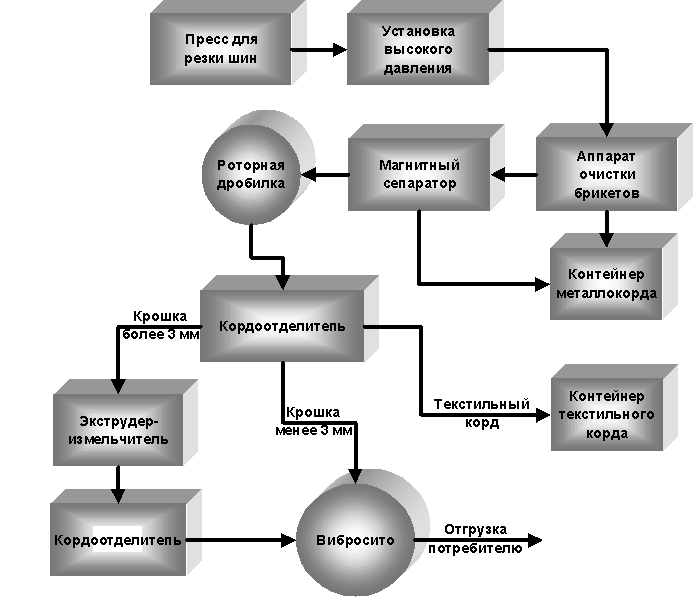
Рис.3 Схема линии по переработке автомобильных покрышек бародеструкционной технологией.
Автопокрышка подаётся под пресс для резки шин, где режется на фрагменты массой не более 20 кг. Далее куски подаются в установку высокого давления.
В установке высокого давления шина загружается в рабочую камеру, где происходит экструзия резины в виде кусков размерами 20-80 мм и отделение металлокорда.
После установки высокого давления резинотканевая крошка и металл подаются в аппарат очистки брикетов для отделения металлокорда (поступает в контейнер)от резины и текстильного корда, выделение бортовых колец. Далее остальная масса подаётся в магнитный сепаратор, где улавливается основная часть брекерного металлокорда. Оставшаяся масса подаётся в роторную дробилку, где резина измельчается до 10 мм. Далее вновь в кордоотделитель, где происходит отделение резины от текстильного корда и разделение резиновой крошки на две фракции:
- менее 3 мм; от 3 до 10 мм.
Отделившийся от резины текстильный корд поступает в контейнер.
В случае если резиновая крошка фракцией более 3 мм интересует потребителя как товарная продукция, то она фасуется в бумажные мешки, если нет, то она попадает в экструдер-измельчитель.
После измельчения вновь в кордоотделитель. Текстильный корд - в контейнер, а резиновая крошка - в вибросито, где происходит дальнейшее её разделение на три фракции:
- I - от 0,3 до 1,0 мм; II - от 1,0 до 3,0 мм; III - свыше 3,0 мм.
Фракция резиновой крошки более 3 мм возвращается в экструдер-измельчитель, а резиновая крошка I и II фракции отгружается покупателю.
Полностью механическая переработка шин. В основу технологии переработки заложено механическое измельчение шин до небольших кусков с последующим механическим отделением металлического и текстильного корда, основанном на принципе "повышения хрупкости" резины при высоких скоростях соударений, и получение тонкодисперсных резиновых порошков размером до 0,2 мм путем экструзионного измельчения полученной резиновой крошки. Производительность линии 5100 т/год.
Технологический процесс включает в себя три этапа:
- предварительная резка шин на куски; дробление кусков резины и отделение металлического и текстильного корда; получение тонкодисперсного резинового порошка.
Схема линии представлена на рисунке 4.
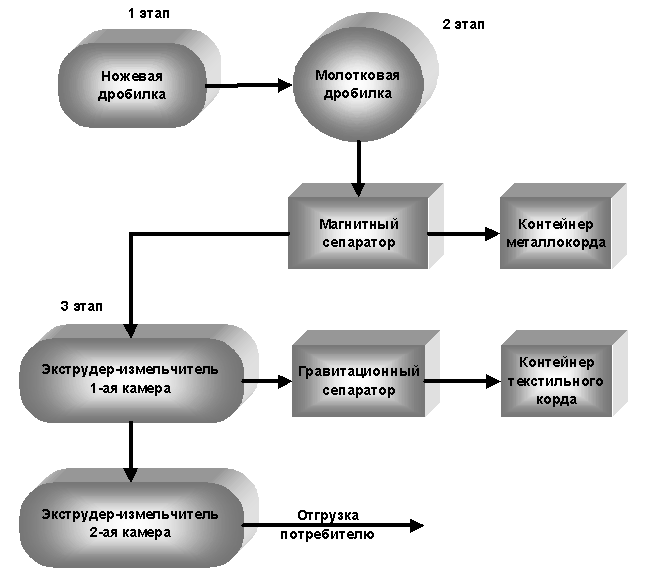
Рис.4 Схема линии по переработке шин механическим способом.
На первом этапе технологического процесса поступающие со склада шины подаются на участок подготовки шин, где они моются и очищаются от посторонних включений. После мойки шины поступают в блок предварительного измельчения - агрегаты трехкаскадной ножевой дробилки, в которых происходит последовательное измельчение шин до кусков резины, размеры которых не превышают 30х50 мм. На втором этапе предварительно измельченные куски шин подаются в молотковую дробилку, где происходит их дробление до размеров 10х20 мм. При дроблении кусков обрабатываемая в молотковой дробилке масса разделяется на резину, металлический корд, бортовую проволоку и текстильное волокно. Резиновая крошка с выделенным металлом поступает на транспортер, с которого свободный металл удаляется с помощью магнитных сепараторов и поступает в специальные бункеры. После металлические отходы брикетируются. На третьем этапе куски резины подаются в экструдер-измельчитель. На этой стадии обработки происходит параллельное отделение остатков текстильного волокна и отделение его с помощью гравитационного сепаратора от резиновой крошки. Очищенный от текстиля резиновый порошок подается во вторую камеру экструдера-измельчителя, в котором происходит окончательное тонкодисперсное измельчение. По выходу из экструдера - в вибросито, и где осуществляется рассев порошка на 3 фракции.
- 1-ая фракция-0,5…0,8 мм 2-ая фракция - 0,8…1,6 мм 3-я дополнительная фракция - 0,2…0,45 мм
На рисунке 5 и 6 представлено сравнение вышеназванных технологических линий по затратам электроэнергии и по выходу товарного продукта.
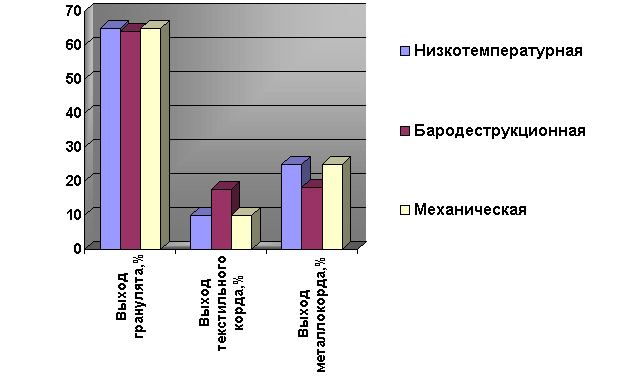
Рис. 5 Сравнение линий по выходу товарного продукта.
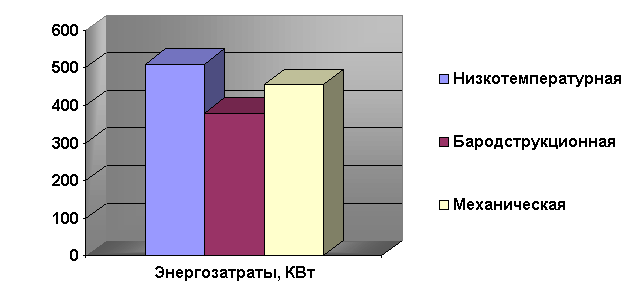
Рис.6 Сравнение линий по затратам электроэнергии
Возможные направления использования резиновой крошки.
- порошковая резина с размерами частиц от 0,2 до 0,45 мм используется в качестве добавки (5…20%) в резиновые смеси для изготовления новых автомобильных покрышек, массивных шин и других резинотехнических изделий. Применение резинового порошка с высокоразвитой удельной поверхностью частиц (2500-3500 см. кв/г), получаемой при его механическом измельчении, повышает стойкость шин к изгибающим воздействиям и удару, увеличивая срок их эксплуатации; порошковая резина с размерами частиц до 0,6 мм используется в качестве добавки (до 50…70%) при изготовлении резиновой обуви и других резинотехнических изделий. При этом свойства таких резин (прочность, деформируемость) практически не отличаются от свойств обычной резины, изготовленной из сырых каучуков; порошковую резину с размерами частиц до 1,0 мм можно применять для изготовления композиционных кровельных материалов (рулонной кровли и резинового шифера), подкладок под рельсы, резинобитумных мастик, вулканизованных и не вулканизованных рулонных гидроизоляционных материалов; порошковая резина с размерами частиц от 0,5 до 1,0 мм применяется в качестве добавки для модификации нефтяного битума в асфальтобетонных смесях.
Следует привести некоторые результаты исследования ее влияния на эксплуатационные свойства асфальтобетона. При исследовании изучалось влияние количество вводимой в асфальтобетонную смесь резиновой крошки по количеству и размерам частиц на трещиностойкость асфальтобетона и коэффициент сцепления колеса автомобиля с поверхностью проезжей части дороги.
Такие порошки (размерами частиц от 0,5 до 1,0 мм) используются также в качестве сорбента для сбора сырой нефти и жидких нефтепродуктов с поверхности воды и почвы, для тампонирования нефтяных скважин, гидроизоляции зеленых пластов и т. д.;
Резиновая крошка с размерами частиц от 2 до 10 мм используется при изготовлении массивных резиновых плит для комплектования трамвайных и железнодорожных переездов, отличающихся длительностью эксплуатации, хорошей атмосферостойкостью, пониженным уровнем шума и современным дизайном; спортивных площадок с удобным и безопасным покрытием; животноводческих помещений и т. д.
