

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Схемы расположения полей допусков и отклонений калибров изображаются графически относительно их номинальных размеров (смотри рисунок 1):
- для калибра-пробки это будет наибольший предельный размер для ПР и НЕ для калибров-скоб - наименьший предельный размер
(эти размеры указаны в формулах в графах «исполнительный размер» в скобках)
На схемах показаны:
I - непроходная сторона;
II - проходная сторона калибра новая;
III - граница износа;
Dmax - наибольший предельный размер отверстия;
Dmin - наименьший размер отверстия;
dmax - наибольший предельный размер вала;
dmin - - наименьший предельный размер вала;
Т-допуск на изготовление отверстия или вала;
Н - допуск на изготовление рабочих калибров-пробок;
Н1 - допуск на изготовление рабочих калибров-скоб;
Нр - допуск на контрольные калибры;
z - смещение поля допуска для калибров-пробок:
z1 - смещение поля допуска для калибров-скоб;
у - смещение границы износа для калибров-пробок;
y1 - смещение границы износа для калибров - скоб.
IТ6 - IТ8 IТ9 – IТ17
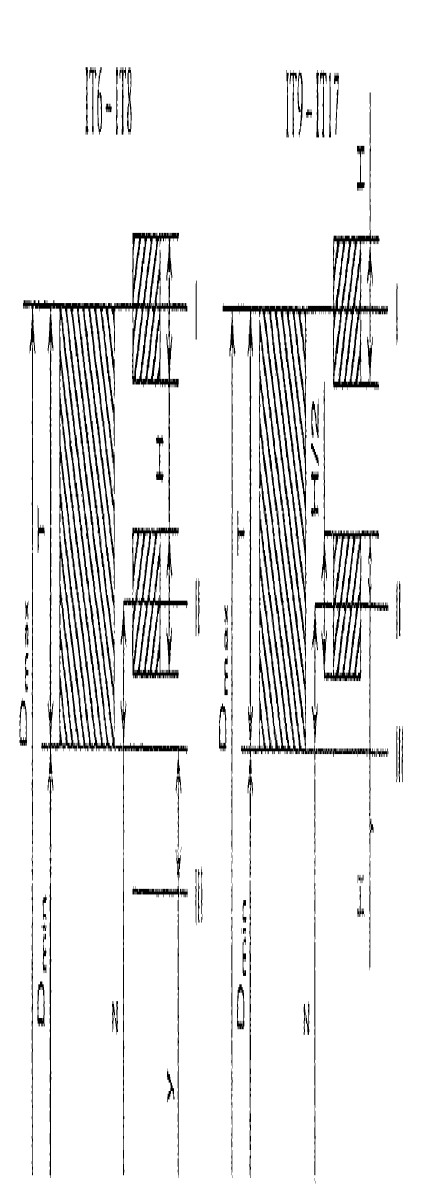
- поле допуска отверстия
- поле допуска на изготовление рабочих калибров
Рисунок 1 - Схема полей допусков калибров-пробок D<180мм
IТ6 - IТ8 IТ9 – IТ17

- поле допуска вала
- поле допуска на изготовление рабочих калибров
- поле допуска на изготовление контрольных калибров
Рисунок 2 - Схема полей допусков калибров-скоб D<180мм
Содержание контрольной работы:
Титульный лист. Введение (1-2 стр. Назначение, виды гладких калибров, маркировка,материал изготовления)
и контрольного калибра по своему варианту задания (таблица 3) и по заданному в примерах алгоритму.
Таблица 2 - Рассчитанные исполнительные размеры калибров. Сборочный чертеж калибра-пробки:5.1 По номинальному диаметру контролируемого отверстии по ГОСТ 14810-69 выбрать габаритные размеры калибра-пробки и обозначения детали 1 - вставка ПР, детали 2 - вставка НЕ, обозначение ручки (Приложение Ж)
5.2 По обозначению детали 1 - вставки ПР и по номинальному размеру найти все необходимые размеры, указанные на эскизе Ж2, для вычерчивания детали 1 (Приложение Ж, таблица Ж2)
5.3 По обозначению детали 2- вставки НЕ и по номинальному размеру найти все необходимые размеры для вычерчивания детали 2 (Приложение Ж, таблица ЖЗ)
5.4 По ГОСТ 14748-69 по своему обозначению ручки найти все необходимые размеры, указанные на эскизе И1, для вычерчивания ручки (Приложение И, таблица И1)
В соответствии с требованиями СТО 89-03.5-2013 и ЕСКД ГОСТ 2.109-73 выполнить сборочный чертеж калибра-пробки на формате А3, располагая изображения детали 1 и детали 2 на поле сборочного чертежа.5.6 Технические требования к выполнению калибра-пробки на поле чертежа выполнить в соответствии с требованиями ГОСТ 2.316-68.
Сборочный чертеж калибра-скобы:6.1 По номинальному диаметру контролируемого вала по ГОСТ 18360 - 93 выбрать габаритные размеры калибра-скобы и обозначения детали 1 - корпус, обозначение ручки (Приложение Д, таблица Д1)
6.4 В соответствии с требованиями СТО 89-03.5-2013 и ЕСКД ГОСТ 2.109-73 выполнить сборочный чертеж калибра-скобы на формате А3.
6.5 Технические требования к выполнению калибра-скобы на поле чертежа выполнить в соответствии с требованиями ГОСТ 2.316-68.
6.6 Примечание: для размеров менее 20 мм ручки-накладки не используются и калибр-скоба изображается, как чертеж детали корпус.
7. Схемы полей допусков калибров:
7.1 По схеме, изображенной на рисунке 1, выполнить свои вариант схемы полей допусков калибра-пробки.
7.2 По схеме, изображенной на рисунке 2, выполнить свой вариант схемы полей допусков калибра-скобы.
8. Спецификация на сборочный чертеж калибра-пробки в соответствии с требованиями СТО 89-03.5-2013 и ГОСТ 2.106-96, поместив ручку в раздел «Стандартные изделия»
9. Спецификация на сборочный чертеж калибра-скобы в соответствии с требованиями СТО 89-03.5-2013 и ГОСТ 2.106-96, поместив ручку-накладку в раздел «Стандартные изделия».
10. Для оформления контрольной работы нужно использовать стандарт организации СТО 89-03.5-2013 Общие требования к оформлению и изложению документов учебной деятельности обучающихся.
Таблица 3 - Варианты заданий
Порядковый номер студента по журналу 1 | Обозначение посадки | Порядковый номер студента по журналу | Обозначение посадки |
1 | O20Н6/g6 | 16 | O 50Н9/е9 |
2 | O 20Н7/f7 | 17 | O 45Н6/n8 |
3 | O 50Н7/s7 | 18 | O 40Н7/f7 |
4 | O 30Н8/u8 | 19 | O 35Н7/s7 |
5 | O 40Н9/f9 | 20 | O 50Н9/е9 |
6 | O 20Н6/r6 | 21 | O 50Н7/s6 |
7 | O 29Н7/к6 | 22 | O 23Н6/g6 |
8 | O 38Н7/s6 | 23 | O 42Н7/f7 |
9 | O 30Н6/n6 | 24 | O 35Н6/r6 |
10 | O 30Н7/s6 | 25 | O 45Н7/s6 |
11 | O 40Н8/u8 | 26 | O 27Н8/u8 |
12 | O 40Н6/g6 | 27 | O 39H8/f7 |
13 | O 40Н7/s7 | 28 | O 25Н9/е9 |
14 | O 47Н8/u8 | 29 | O 44Н6/n8 |
15 | O 49Н8/f7 | 30 | O 29Н6/n8 |
Приложения для выполнения контрольной работы
Приложение А
Таблица А1 - Допуски и отклонения калибров ГОСТ 24853-81
Квалитет, контролируемых деталей | Обозначение | Интервал размеров, в мм. | |||||
Св. 10 до 18 | Св. 18 до 30 | Св. 30 до 50 | Св. 50 до 80 | Св. 80 до 120 | Св. 120 до 180 | ||
значения в мкм | |||||||
6 | z | 2 | 2 | 2,5 | 2,5 | 3 | 4 |
y | 1,5 | 1,5 | 2 | 2 | 3 | 3 | |
z1 | 2.5 | 3 | 3,5 | 4 | 5 | 6 | |
y1 | 2 | 3 | 3 | 3 | 4 | 4 | |
H | 2 | 2,5 | 2,5 | 3 | 4 | 5 | |
H1 | 3 | 4 | 4 | 5 | 6 | 8 | |
Hp | 1,2 | 1,5 | 1,5 | 2 | 2,5 | 3,5 | |
7 | z, z1 | 2,5 | 3 | 3,5 | 4 | 5 | б |
y, y1 | 2 | 3 | 3 | 3 | 4 | 4 | |
Н, Н1 | 3 | 4 | 4 | 5 | 6 | 8 | |
Нр | 1,2 | 1,5 | 1,5 | 2 | 2,5 | 3,5 | |
8 | z, z1 | 4 | 5 | 6 | 7 | 8 | 9 |
y, y1 | 4 | 4 | 5 | 5 | 6 | 6 | |
Н | 3 | 4 | 4 | 5 | б | 8 | |
H1 | 5 | 6 | 7 | 8 | 10 | 12 | |
Hp | 2 | 2,5 | 2,5 | 3 | 4 | 5 | |
9,10 | z, z1 | 8 | 9 | 11 | 13 | 15 | 18 |
Н | 3 | 4 | 4 | 5 | 6 | 8 | |
H1 | 5 | 6 | 7 | 8 | 10 | 12 | |
Hp | 2 | 2,5 | 2,5 | 3 | 4 | 5 | |
11,12 | z, z1 | 16 | 19 | 22 | 25 | 28 | 32 |
Н, Н1 | 8 | 9 | 11 | 13 | 15 | 18 | |
Нр | 2 | 2,5 | 2,5 | 3 | 4 | 5 | |
13-17 | z, z1 | 32 | 36 | 42 | 48 | 54 | 60 |
Н, Н1 | 18 | 21 | 25 | 30 | 35 | 40 | |
Нр | 3 | 4 | 4 | 5 | 6 | 8 |
Приложение Б

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
