
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КОНТРОЛЬНЫЕ ВОПРОСЫ
Какие факторы оказывают влияние на комкуемость шихты при изготовлении окатышей? Какие аппараты используются при производстве сырых окатышей? Как определяется прочность сырых окатышей?ЛИТЕРАТУРА
Теоретические основы окомкования железорудных материалов. Изд-во «Металлургия», 1966 г, стр.66-80.
Работа 4
ОБЖИГ ЖЕЛЕЗОРУДНЫХ ОКАШЕЙ
(4 часа )
Сырые окатыши, поступающие в обжиговый агрегат, представляют собой спрессованные образцы шарообразной формы различных размеров. Прочность сырых окатышей недостаточна для транспортировки их к плавильным агрегатам, поэтому для их упрочнения применяют высокотемпературный обжиг.
В промышленных условиях обжиг ведут в 4 стадии: сушка окатышей, нагрев их до температуры обжига, выдержка при температуре обжига, охлаждение.
При сушке (400-600°С) в основном происходит удаление из окатышей воды. Слишком быстрая (высокотемпературная) сушка может привести в разрушению окатышей (так называемому "шоку") из-зa бурного выделение паров воды. Поэтому сушку, как правило, ведут при температуре ниже температуры "шока" окатышей.
При нагреве окатышей проходит ряд процессов, оказывающих заметное влияние на упрочнение окатышей: разложение карбонатов, окисление магнетита до гематита, реакции в твердой фазе между окислами железа, пустой породой и флюсом. При разложении карбонатов (CaCO3 ![]()
![]() MgCO3) из окатышей выделяется CO2, что несколько увеличивает их пористость. Образовавшиеся окислы кальция в магния реагируют с окислами железа и пустой породой, причем в качестве продуктов могут образоваться легкоплавкие соединения (например, феррит кальция CaFe2O4). Подобные соединения могут возникать при реакции магнетита с кремнеземом (Fe2SiO4- фаялит) Важным является завершение окисления магнетита до гематита в области умеренных температур (до 1100-1150°С), ибо высокотемпературное окисление из-за образования расплава протекает с пониженной скоростью, а незавершенность окисления определяет неоднородность конечной структуры окатышей, что, в свою очередь, вызывает ухудшение качества окатышей.
MgCO3) из окатышей выделяется CO2, что несколько увеличивает их пористость. Образовавшиеся окислы кальция в магния реагируют с окислами железа и пустой породой, причем в качестве продуктов могут образоваться легкоплавкие соединения (например, феррит кальция CaFe2O4). Подобные соединения могут возникать при реакции магнетита с кремнеземом (Fe2SiO4- фаялит) Важным является завершение окисления магнетита до гематита в области умеренных температур (до 1100-1150°С), ибо высокотемпературное окисление из-за образования расплава протекает с пониженной скоростью, а незавершенность окисления определяет неоднородность конечной структуры окатышей, что, в свою очередь, вызывает ухудшение качества окатышей.
Основным процессом, определяющим приобретение окатышами высокой прочности, является спекание разрозненных и слабо между собой связанных частиц шихты. Уплотнение образца, сближение частиц, их спекание с образованием общих границ и снижением поверхности пор - эти процессы обычно являются этапами спекания порошков - определяются термодинамическим стремлением системы мелких частиц к снижению общей поверхности частиц, и следовательно, суммарной поверхностной энергии. Эти явления аналогичны слиянию мелких капель жидкости в одну большую, но протекают с гораздо меньшей скоростью. Скорость спекания связана, главным образом, с транспортом вещества к местам контакта между частицами, и следовательно, в основном определяется температурой обжига. С ростом температуры обжига скорость спекания, и следовательно, упрочнения окатышей должна расти. Расплавление легкоплавких соединений, образующихся при твердофазных реакциях, меняет характеристики процесса упрочнения. Образующийся в небольшом (не более 20-25%) количестве жидкоподвижный гомогенный расплав, смачивающий твердую фазу, значительно ускоряет процесс спекания, заполняя поры, образуя новые границы и способствуя ускоренному переносу вещества в места контакта. В этих условиях прочность обожженного окатыша определяется совершенством границ между частицами и застывшим расплавом.
При образовании чрезмерного количества расплава, что имеет место при завышенной температуре обжига, прочность окатыша зависит от прочности застывшего расплава (связки), так как прочность связки много ниже прочности частиц окислов железа. Поэтому прочность окатиша в этом случае снижается, исходя из этого, следует предполагать экстремальную зависимость прочности от температуры обжига, что и наблюдается на практике.
Положительное влияние некоторого количества жидкой фазы на прочность окатышей свидетельствует также о воздействии содержания железа и пустой породы в концентрате на прочность окатышей; при обжиге окатышей из очень богатых железом концентратов образуется малое количество расплава, что обусловливает невысокую прочность окатышей. Бедные по железу концентраты напротив при обжиге могут вызвать образование чрезмерной доли жидкой фазы, что также приводит к снижению прочности окатышей. Таким образом, с точки зрения получения высокой прочности окатышей, концентраты должны иметь определенный состав, который может характеризоваться для различных условий 4-8% пустой породы (главным образом SiO2), остальное - железо.
Кроме скорости сушки, скорости подогрева и завершенности окисления окатышей, температуры обжига шихты на прочность окатышей влияют, но в меньшей мере, и другие факторы. К ним следует отнести время обжига, скорость охлаждения я др.
В промышленных условиях обжиг окатышей ведут в шахтных печах, на конвейерных машинах и комбинированных установках "конвейерная машина - трубчатая печь". В Советском Союзе окатыши обжигают на конвейерных машинах площадью 108, 278 и 306 м2. Строятся машины площадью 520 м2. Конвейерные машины близки по конструкции агломерационным лентам, однако они на большей длине перекрыты обжиговыми горнами и отличаются системой тягодутьевых средств и наличием системы газопотоков. Производительность конвейерных машин - 0,8-0,9 т/м2.час.
Основными металлургическими свойствами окатышей являются их прочность после обжига ("холодная прочность"), прочность после восстановления ("горячая прочность") и восстановимость. Холодная прочность окатышей определяет возможность их транспортировки. Чаще всего прочностью окатышей считают их сопротивление при раздавливании на прессе (рис. 4.1).
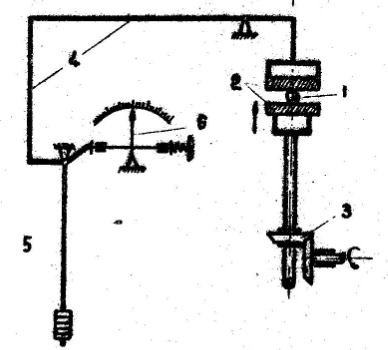
Рис. 4.1. Схема рычажного пресса: I - окатыш; 2 - стальные плиты; 3 - привод; 4 - система рычагов; 5 - противовес; 6 – показывающее устройство
В зависимости от размера окатышей раздавливающее усилие может приходиться на различную площадь, поэтому прочность определяют для окатышей определенного размера, чаще всего 14-16 мм. Испытанию подвергают 20-60 окатышей, определяя среднее значение. Кондиционными считаются окатыши, имеющие прочность выше 180-200 кг/ок. В последнее время, кроме испытания на сжатие, окатыши подвергают испытанию на истирание в специальных барабанах. Качество окатышей определяют по выходу фракции плюс 5 мм и минус 0,5 мм после испытаний.
Горячая прочность окатышей характеризует эффективность их проплавки в доменной печи. Если в восстановительных условиях окатыши быстро теряют прочность, то это может привести к разрушению окатышей с образованием мелкой рудной фракции (менее 0,5-0,1 мм), что резко снижает газопроницаемость столба шихты и увеличивает вынос пыли из нее. Прочность окатышей при восстановлении связана главным образом со структурой окатышей. Чем плотнее структура, чем ниже пористость окатышей, тем ниже скорость восстановления. При плотной структуре восстановление развивается в узкой периферийной зоне окатышей, а образующаяся на периферий металлическая фаза препятствует снижению прочности окатышей, При пористой структуре окатышей восстановление идет с высокой скоростью и во всем их объеме, что приводит к быстрому разрушению окатышей. Причины потери прочности окатышей при их восстановлении до настоящего времени до конца не установлены. Известно, что разупрочнение проявляется при восстановлении любых железорудных материалов - руд, агломератов, окатышей. Одной из вероятных причин разупрочнения является изменение объема кристаллической решетки при переходе одного типа окисла в другой. Особенно это проявляется при восстановлении гематита в магнетит. Поэтому в настоящее время предпринимаются попытки снизить количество гематита в железорудных материалах. Однако, если это практически достижимо при получении агломерата, то при производстве окатышей снижение их окисленности кроме конструктивных сложностей может привести из-за получения двухзонной структуры к снижению холодной прочности окатышей. Поэтому для роста горячей прочности окатышей целесообразно идти по пути получения окатышей с более плотной структурой, что приводит к снижению пористости и скорости восстановления. Между горячей прочностью, холодной прочностью и скоростью восстановления найдена следующая зависимость:
![]()
![]() (1)
(1)
где Рг - горячая прочность окатышей, кг/ок;
Рх - холодная прочность окатышей, кг/ок;
Q - средняя скорость восстановления к моменту достижения степени восстановления 10-20% ,% O2/мин;
k - константа, зависящая от типа и состава железорудного концентрата.
Повышению плотности структуры окатышей способствуют образование расплава в окатышах и повышение температуры обжига. Этого можно добиться также путем получения более плотных сырых окатышей.
До настоящего времени нет стандартной методики определения горячей прочности окатышей, в лабораторных условиях проще всего определять эту характеристику путем раздавливания на прессе окатышей, восстановленных до определенной степени (чаще всего до 10-30%). Эксперименты показали, что этой степени восстановления соответствует минимальная прочность окатышей.
Восстановимость окатышей, как правило, выше, чем у агломерата. Поэтому некоторое ее снижение для роста горячей прочности агломерата не должно существенно сказаться на эффективности проплавки окатышей в доменных вечах.
Целью лабораторной работы является знакомство с процессом обжига окатышей.
ЗАДАНИЕ 1. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЯ ТЕРМОСТОЙКОСТИ ОКАТЫШЕЙ (ТЕМПЕРАТУРЫ «ШОКА»)
Порядок проведения работы
В тарельчатом грануляторе получить партию окатышей (см. описание лабораторной работа 3). 5-7 окатышей загружаются в муфельную печь, предварительно разогретую до температуры 400-800°С. Температуру, при которой окатыши трескаются и разрываютсяt называют температурой «шоке» При этом число разрушившихся окатышей должно быть не менее 50%. Загрузка окатышей в печь и выгрузка их из печи ведется стальными щипцами. Следует надеть суконные рукавицы и фартук. Раскаленные окатыши извлеченные из печи, укладываются на лист асбеста.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
