

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
АННОТАЦИЯ
В процессе эксплуатации самолетов и вертолетов на органических стеклах пассажирских салонов и кабин экипажа возникает ряд дефектов. Значительная часть их может быть устранена в условиях авиаремонтных предприятий.
В данной инструкции впервые приводятся единые нормы допустимых дефектов стекол для самолетов и вертолетов гражданской авиации после ремонта, а также ряд способов восстановления дефектных стекол в условиях ремонтных предприятий.
Инструкция составлена , , по материалам исследований, проведенных ГосНИИ ЭРАТ ГА, ВИАМ и заводами № 000, 402, 407, 410 гражданской авиации.
УКАЗАНИЕ
ЗАМЕСТИТЕЛЯ МИНИСТРА ГРАЖДАНСКОЙ АВИАЦИИ СССР
19 июля 1976 г. № 5/1-91
| Москва
ГЛАВНЫМ ИНЖЕНЕРАМ УПРАВЛЕНИЙ, ДИРЕКТОРАМ РЕМОНТНЫХ ЗАВОДОВ, НАЧАЛЬНИКАМ АВИАЦИОННО-ТЕХНИЧЕСКИХ БАЗ, ГЛАВНЫМ ИНЖЕНЕРАМ УЧИЛИЩ ГРАЖДАНСКОЙ АВИАЦИИ
О введении в действие «Инструкции по дефектации
и восстановлению органических стекол салонов и кабин
самолетов и вертолетов гражданской авиации»
на авиаремонтных предприятиях
ГосНИИ ЭРАТ ГА совместно с ВИАМ и заводами гражданской авиации разработана единая инструкция для авиаремонтных предприятий по дефектации и восстановлению органических стекол салонов и кабин самолетов и вертолетов.
ПРЕДЛАГАЮ:
При всех видах ремонта самолетов и вертолетов гражданской авиации руководствоваться «Инструкцией по дефектации и восстановлению органических стекол салонов и кабин самолетов и вертолетов гражданской авиации». Считать утратившими силу по всем типам самолетов (кроме Ту-144) и вертолетов прежние нормы после ремонта самолетов и вертолетов на допустимые дефекты органических стекол: царапины, забоины и «серебро». Директорам авиаремонтных заводов, начальникам авиационно-технических баз и главным инженерам училищ организовать изучение данной инструкции с личным составом соответствующих участков заводов и АТБ.Ю. Г. МАМСУРОВ
I. ВВЕДЕНИЕ
Органические самолетные стекла, изготовленные из материала на основе полиметилметакрилата, обладают высокой атмосферостойкостью и прочностью. Ресурс самолетных органических стекол практически не ограничен, и они заменяются исключительно по техническому состоянию.
Вместе с тем невысокая твердость органических стекол является причиной появления на их поверхности в процессе эксплуатации большого количества механических повреждений в виде царапин и забоин, ограничивающих возможность их дальнейшего использования. Кроме того, на поверхности органических стекол под воздействием напряжений, растяжений иногда возникают мелкие поверхностные трещины, называемые «серебром».
Из-за наличия механических повреждений и «серебра» при ремонте самолетов бракуется и заменяется новыми большое количество органических стекол.
Однако, как показывают исследования и опыт ремонтных заводов гражданской авиации, много из забракованных по указанным повреждениям стекол могут быть отремонтированы и установлены для дальнейшей эксплуатации.
При выборе способа ремонта органических стекол необходимо учитывать их большое разнообразие. Они различаются по маркам материала, состоянию ориентации, форме, размерам и толщине.
Для остекления самолетов гражданской авиации (кроме Гу-144) применяют органические стекла марок СО-95 и СО-120. Эти стекла отличаются в основном по теплостойкости. Их применяют как к ориентированном, так и в неориентированном виде.
Ориентацию стекол производят в целях улучшения их эксплуатационных свойств. Процесс ориентации заключается в следующем: нагретый до размягчения лист стекла растягивают в разных направлениях одной плоскости. Цепевидные молекулы ориентируются в направлении растяжения. Площадь листа увеличивается, а толщина соответственно уменьшается. В растянутом состоянии лист охлаждают и этим фиксируют его новое состояние.
Ориентированные стекла марок СО-95 и СО-120 обозначаются соответственно ДОР-16 и АО-120.
з
Различие по форме и размерам стекол пассажирских салонов и кабин экипажа не настолько велико, чтобы оказывать влияние на выбор способа ремонта.
В зависимости от толщины стекла меняются условия термообработки в процессе ремонта.
В данной инструкции в пп. 5.1, 5.2 и 5.6 приводится способы восстановления органических стекол всех типов, т. е. обеих марок, разных толщин, ориентированных и неориентированных, пассажирских салонов и кабин экипажей всех самолетов гражданской авиации, кроме Ту-144.
В пп. 5.3 и 5.4 приводятся способы восстановления только неориентированных стекол толщиной 16—19 мм марок СО-95 и СО-120. В основном такие стекла установлены на самолетах, перечисленных в этих пунктах.
В п. 5.5 приводится способ восстановления только ориентированных стекол толщиной 5,5—6,5 и 9,5—10,5 мм, изготовленных из органического стекла марки СО-95.
Выбор способа восстановления должен производиться в зависимости от типа стекла и конкретных условий ремонтного предприятия.
В инструкции приведены нормы допустимых дефектов для органических стекол самолетов гражданской авиации с герметичными и негерметичными салонами и кабинами после ремонта, а также методы определения величины этих дефектов.
Инструкция составлена на основании результатов работы ГосНИИ ЭРАТ ГА, ВИАМ, а также предложений и опыта работы заводов гражданской авиации № 000, 402, 407 и 410.
2. ДЕФЕКТАЦИЯ ДЕТАЛЕЙ ОСТЕКЛЕНИЯ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА
2.1. ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ ПОВРЕЖДЕНИЯ
К основным эксплуатационным повреждениям деталей остекления из органического стекла относятся механические повреждения, растрескивание поверхности и оптические искажения.
2.1.1. Механические повреждения подразделяются на потертости, царапины и забоины. Потертость характеризуется местным снижением прозрачности стекла с образованием углублений, которые появляются на поверхности стекла в результате воздействия каким-либо предметом, например герметизирующим профилем.
Размер потертости определяется глубиной, шириной и протяженностью повреждения.
Царапины (риски) обнаруживаются на стекле в виде прямых или извилистых линий. Размеры их определяются глубиной, шириной и протяженностью. Царапины, хорошо видимые невооруженным глазом, глубину которых нельзя измерить индикаторным, прибором, предназначенным для измерения глубины механических
4
повреждений (см. п. 2.4.1.), из-за того, что их глубина ниже порога чувствительности прибора, называют волосными. Малозаметные волосные царапины, остающиеся на органическом стекле в результате полирования пастой для органических стекол, не относятся к дефектам.
Забоины отличаются от царапин небольшой протяженностью. Размеры забоин определяются глубиной и диаметром описанной окружности.
Растрескивание поверхности («серебро») обнаруживается по блескам при определенном освещении стекла. Размеры «серебра» определяются глубиной и площадью описанного прямоугольника на поврежденном участке стекла. Оптические искажения, как и эксплуатационные повреждения, могут появиться на отдельных участках органических стекол в результате устранения местных дефектов (царапин, забоин, «серебра»).2.2. ПОДГОТОВКА СТЕКОЛ К ДЕФЕКТАЦИИ
Стекла можно дефектировать как непосредственно на самолете, так и после демонтажа. Перед дефектацией стекла должны быть тщательно промыты и протерты насухо.
Демонтированные стекла следует промывать в соответствии с действующей заводской технологией. Недемонтированные с самолета стекла необходимо промывать водным раствором 3—5%-ного нейтрального (например, «детского») мыла, а затем чистой водой.
Если имеющиеся на стеклах жировые пятна мыльной водой смываются плохо, то их следует удалить ватным или тканевым тампоном, смоченным пастой для полирования органических стекол, затем промыть мыльной и чистой водой.
2.2.1. Дефектацию демонтированных стекол производить на специально оборудованном рабочем месте, имеющем индивидуальное электрическое освещение и столы, покрытые губчатой резиной или байкой.
2.2.2. При дефектации стекол непосредственно на самолете осмотр их производить со стороны кабины и с наружной стороны самолета. При осмотре использовать переносную электролампу.
2.3. ДЕФЕКТАЦИЯ ПУТЕМ ВИЗУАЛЬНОГО ОСМОТРА
Дефектацию путем визуального осмотра производить без применения каких-либо измерительных инструментов. При этом дефектовщик должен обладать определенным навыком такой работы Задача дефектации заключается в распределении стекол на следующие:
годные к дальнейшей эксплуатации без каких-либо восстановительных работ, исключая непродолжительную ручную полировку в целях восстановления блеска поверхности;
5
- годные к дальнейшей эксплуатации после восстановления; не годные к эксплуатации, восстановление которых невозможно.
Дефектовщик визуально оценивает размеры дефектов и принимает решение о возможности дальнейшей эксплуатации, ремонта или забракования стекла.
Если возникает сомнение в правильности оценки размеров дефектов, следует производить измерения их инструментами, как указано в п. 2.4.
2.4. ДЕФЕКТАЦИЯ С ПРИМЕНЕНИЕМ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Для измерения размеров дефектов, а также для обнаружения их в местах, недоступных для невооруженного глаза, если стеклу не снято с самолета, необходимо использовать инструменты (приборы) набора ППДС, выпускаемого заводом № 31 ГА (рис. 1 и 2)
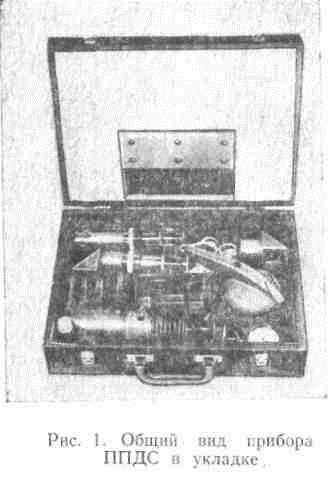
Определение величины оптических искажений проводится с использованием особого устройства (рис. 3).
2.4.1. Измерение глубины царапин и забоин.
Глубину царапин и забоин измерять с помощью индикаторного прибора, показанного на рис. 2.
Прибор состоит из индикатора типа КИ, сменной стойки и подпятника с иглой.
Для проведения измерения прибор необходимо установить на стекло так, чтобы игла подпятника располагалась на расстоянии 2—3 мм от измеряемого дефекта. Отметив показание стрелки индикатора, необ - ходимо сместить прибор таким образом, чтобы игла попала в измеряемый дефект. В таком положении вновь отметить показание индикатора. Разность показаний даст глубину дефекта.
Для того чтобы определить наибольшую глубину дефекта, измерение повторить несколько раз в разных местах дефекта.
2.4.2. Измерение ширины царапины и размеров забоин. Ширину царапин измерять с помощью отсчетного микроскопа

4 (см. рис. 2), предназначенного для измерения глубины «серебра».
Перед измерением ширины царапины, вращая тубус микроскопа, расположить шкалу слева направо в поле зрения. Затем прибор установить на стекло таким образом, чтобы царапина в поле зрения была перпендикулярна шкале. После этого, вращая кольцо окуляра, добиться четкой видимости царапины на фоне шкалы. Отсчет ширины царапины производить непосредственно на шкале.
Размер забоин определять этим же прибором и так же настроенным. Прибор установить на стекло и добиться четкой видимости краев забоины на фоне шкалы. Перемещая прибор относительно забоины, найти максимальное расстояние между ее краями. Это расстояние, приближенно представляющее диаметр описанной окружности, принимать в качестве размера забоины.
2.4.3. Измерение длины царапин.
Длину царапин измерять масштабной линейкой. Изогнутую царапину измерять участками по хорде таким образом, чтобы наибольшее удаление края линейки от царапины не превышало 5 мм. Затем полученные результаты суммировать.
2.4.4. Измерение глубины «серебра».
Измерение глубины «серебра» производить с помощью отсчетного микроскопа 4 (см. рис. 2). Прибор установить на поверхность стекла в зоне повреждения «серебром».
Вращая окуляр и наружное кольцо, добиться четкого изображения шкалы и трещин «серебра». Вращая тубус, установить шкалу перпендикулярно направлению трещины и измерить ее.
Для вычисления глубины «серебра» полученное число делений шкалы умножить на 2,6 — коэффициент, учитывающий изменение цены делений вследствие преломления луча света и наклона лупы.
2.4.5. Измерение площади поверхности стекла с «серебром».
С помощью масштабной линейки измерить площадь воображаемого прямоугольника, в котором помещается участок стекла, имеющий «серебро».
2.4.6. Определение трещин, сколов и «серебра» по краям стекла в местах его заделки.
Определение трещин, сколов и «серебра» на краях недемонтированных с самолета стекол основано на использовании явлений преломления и отражения света в стекле.
Предназначенный для этой цели прибор состоит из смотровой призмы 7 и осветисм. рис. 2). При работе смотровую призму установить на стекло вблизи края заделки, а осветитель — на некотором расстоянии от края. Благодаря явлению полного внутреннего отражения свет далеко проникает по сечению стекла, освещая дефекты, которые можно наблюдать с помощью смотровой призмы.
Для создания оптического контакта поверхность стекла вблизи заделки смазывать жидкостью с коэффициентом преломления,
8
близким к коэффициенту преломления стекла. В качестве такой жидкости можно применять касторовое или минеральное масло (например, МК-8). Дефектацию производить в затемненном помещении или при местном затемнении.
2.4.7. Измерение величины оптического искажения.
Для измерения величины оптического искажения и площади стекла, создающего искажение, использовать устройство, схематически показанное на рис. 3. В верхней части треноги 1 укрепляется проектор 2, который проектирует на экран 5 изображение сетки с квадратными ячейками через исследуемое стекло 3, помещенное на прозрачном столе 4. Расстояние от объектива проектора до поверхности исследуемого стекла должно быть 86 см и от этой поверхности до экрана — 40 см.
Если исследуемое стекло образует искажения, то на экран будет проектироваться искаженная сетка с увеличенными и уменьшенными сторонами ячеек.
Размеры ячеек проектируемой сетки должны быть такими, чтобы на лист бумаги, приложенный к исследуемому стеклу, проектировалась сетка с размером сторон ячеек, равным 1 см.
После удаления бумаги величину искажения определить путем измерения па экране стороны наиболее увеличенной ячейки и стороны не искаженной ячейки. При отношении размеров указанных сторон в пределах 1,0—1,1 оптическое искажение для стекол пассажирских салонов дефектом не считать. При отношении от 1,1 до 1,5 оптическое искажение допустимо на площади, указанной в табл. 1 и 2. При отношении более 1,5 оптическое искажение значительное и является недопустимым независимо от размера площади.
Измерения размеров сетки производить на экране штангенциркулем.
Площадь стекла, образующего искажения, выразить площадью прямоугольника, описанного на участке с искажением. Подсчитать ее можно по количеству ячеек сетки. Допускается измерение этой площади масштабной линейкой при визуальном осмотре стекла.
Допускается измерение величины оптического искажения упрошенным способом, описанным в приложении 1.
3. УСТРАНИМЫЕ ДЕФЕКТЫ
На силовых и несиловых стеклах самолетов с герметичными салонами разрешается устранять:
- царапины глубиной не более 0,1 мм, другие размеры царапин не регламентируются; забоины глубиной не более 0,5 мм, диаметр не регламентируется; «серебро» глубиной не более 0,1 мм на площади до 6% поверхности стекла;
— сколы по торцам стекол глубиной до 3 мм.
На стеклах самолетов и вертолетов с негерметичными салонами и кабинами разрешается устранять:
— царапины глубиной не более 0,2 мм, другие размеры царапин не регламентируются;
— забоины глубиной не более 1,0 мм, диаметр не регламентируется;
-- «серебро» глубиной не более 0,1 мм на площади до 6% поверхности стекла;
— сколы по торцам стекол глубиной до 3 мм.
4. ДЕФЕКТЫ СТЕКОЛ, ДОПУСТИМЫЕ ДЛЯ САМОЛЕТОВ
ПОСЛЕ РЕМОНТА
На силовых и несиловых, ориентированных и неориентированных стеклах герметичных салонов и кабин всех типов самолетов гражданской авиации (за исключением Ту-144), выходящих из ремонта, допускаются дефекты, приведенные в табл. 1.
Таблица 1 | |||
№п/п | Наименование дефекта | Размер дефекта | Количество дефектов на одном стекле (не более) |
1 2 3 4 5 | Мелкие поверхностные трещины («серебро») Потертости от герметизирующих профилей Оптическое искажение для стекол пассажирских салонов Царапины только после ремонта, при котором не предусмотрен демонтаж стекол Забоины только после ремонта, при котором не предусмотрен демонтаж стекол | Глубина до 0,1 мм, площадь участка до 40 см2. Глубина до 0,2 мм, ширина до 3,0 мм. Второй ряд глубиной до 0,1 мм. В отдельных местах ширина потертости до 5 мм при общей длине до 10% периметра. 100 см2 Глубина до 0,1 мм, ширина до 0,5 мм, длина до 100 мм Глубина до 0,5 мм, диаметр до 2,0 мм | 2 участка С обеих сторон стекла по всему периметру Количество участков не ограничивается в пре- делах указанной площади 5 царапин при общей длине до 300 мм 3 забоины |
Примечания: 1. На стекле, имеющем «серебро» в пределах, оговоренных в п. 1, другие дефекты не допускаются. 2. Расстояние между отдельными дефектами должно быть не менее 20 мм. |
На всех стеклах самолетов и вертолетов с негерметичными салонами и кабинами, выходящих из ремонта, допускаются дефекты, приведенные в табл. 2.
Таблица 2 | |||
№п/п | Наименование дефекта | Размер дефекта | Кол-во дефектов на одном стекле (не более) |
Размер | |||
1 2 3 4 | Царапины Мелкие поверхностные трещины («серебро») Оптические искажения только для стекол пассажирских салонов Потертости в зоне за- делки в виде сплошных или прерывистых полос | Глубина до 0,1 мм, ширина до 0,5 мм, длина до 100 мм Глубина до 0,1мм, площадь участка до 40 см2 100 см2 Глубина до 0,2 мм, ширина до 0,5 мм | 5 царапин при общей длине 300 мм 2 участка Количество участков не ограничивается в пределах указанной площади 2 полосы по всему периметру |
П р и м е ч а н и е. Расстояние между отдельными дефектами должно быть не менее 20 мм. |
На другие дефекты, не указанные в табл. 1 и 2, остаются допуски, установленные ранее для каждого типа самолетов и вертолетов.
5. СПОСОБЫ УСТРАНЕНИЯ ДЕФЕКТОВ СТЕКОЛ
В зависимости от величины и характера дефектов, типа самолетных стекол, а также конкретных возможностей авиаремонтного завода восстановление стекол может производиться любым из приведенных ниже способов.
Типы самолетных стекол характеризуются маркой исходного органического стекла, состоянием ориентации и толщиной.
Перед устранением дефектов стекла тщательно очистить, как указано в п. 2.2.
5.1. РУЧНОЕ ПОЛИРОВАНИЕ СТЕКОЛ ВСЕХ ТИПОВ
Ручное полирование производить тампоном с пастой для органического стекла (ТУ6-01-353-69) типа ВИАМ-2. Целью полировки является устранение волосных царапин, небольших потертостей и. восстановление прозрачности поверхности.
Необходимое количество полировочной пасты нанести на поверхность стекла и растирать тампоном из фланелевых салфеток, поропласта или гигроскопической ваты. Полирование стекла про-
изводить сразу после нанесения на его поверхность пасты кругообразными движениями с небольшим нажимом.
По окончании полирования удалить остатки пасты тампоном из гигроскопической ваты, промыть стекло теплой водой (мыльной), применяя «детское» мыло, а затем чистой холодной водой.
Промытое стекло протереть досуха чистой мягкой хлопчатобумажной тканью.
5.2. МЕХАНИЧЕСКОЕ ПОЛИРОВАНИЕ СТЕКОЛ ВСЕХ ТИПОВ
Механическое полирование стекол можно производить на специальной установке, разработанной авиаремонтным заводом № 000 ГА (установка Н-0117-000-00, техническая инструкция ТИ-АН-24/173-74).
Стекло укрепить в ванне установки в горизонтальном положении. Полирование осуществлять матерчатым кругом, закрепленным прижимами и вращающимся с числом оборотов не более 150 в минуту. Давление прижимов на поверхность стекла должно находиться в пределах 4—6 кгс/см2. Стекло и круг обильно смачивать полировальной пастой, постоянно вращая ванну, что исключает возможность местного перегрева стекла. По окончании полирования стекла промыть, как указано в п. 5.1.
5.3. ПОЛИРОВАНИЕ СИЛОВЫХ СТЕКОЛ САМОЛЕТОВ
Ту-104, Ту-114, Ту-124, Ту-134 И ДРУГИХ НЕОРИЕНТИРОВАННЫХ
САМОЛЕТНЫХ СТЕКОЛ ТОЛЩИНОЙ 16—19 мм
МАРОК СО-95 И СО-120
Для снятия остаточных напряжений и предотвращения растрескивания стекол в процессе полирования необходимо провести их предварительную термическую обработку. Для этого стекло поместить в термошкаф с температурой 150—160°С на 20 мин. Вынутое из термошкафа стекло охлаждать в помещении цеха не менее 2 ч. Полировать стекла на полировальном станке матерчатым кругом из сукна, фетра или бязи с применением пасты ГОИ. Диаметр круга и число оборотов должны быть такими, чтобы окружная скорость круга не превышала 50 м/сек. Меньшие скорости предпочтительнее.Можно применять ручной полировальный инструмент с таким же кругом и при таких же скоростях.
Полирование производить до удаления дефектов, которые видны в процессе обработки при наблюдении с противоположной стороны стекла.
После полирования стекло протереть ватой в целях удаления пасты ГОИ.
5.3.3. Произвести заключительную термическую обработку в тех же условиях, что и предварительную (см. п. 5.3.1).
5.3.4. Остывшее после заключительной термической обработки стекло протереть вручную ватным тампоном с пастой для полирования органических стекол в целях удаления пасты ГОИ и увеличения прозрачности стекла. После этого стекло промыть, как указано в п. 2.2.
5.4. ГОРЯЧЕЕ ПОЛИРОВАНИЕ СИЛОВЫХ НЕОРИЕНТИРОВАННЫХ
СТЕКОЛ САМОЛЕТОВ Ту-104, Ту-114, Ту-124, Ту-134 И ДРУГИХ
НЕОРИЕНТИРОВАННЫХ СТЕКОЛ ТОЛЩИНОЙ 16—19 мм
МАРОК СО-95 И СО-120
По данному способу, разработанному на заводе № 000 ГА, в отличие от описанного в п. 5.3, стекло полируют в горячем состоянии. В процессе такой обработки царапины и «серебро» устраняются в основном благодаря пластической деформации разогретого и размягченного поверхностного слоя стекла.
Предварительную термическую обработку произвести, как указано в п. 5.3. Вынутое из термошкафа стекло не охлаждать, а непосредственно полировать. Полирование, заключительную термическую обработку и промывку производить, как указано в пп. 5.3.2, 5.3.3 и 5.3.4.5.5. ПОЛИРОВАНИЕ ОРИЕНТИРОВАННЫХ СТЕКОЛ САМОЛЕТОВ Ил-18
И ДРУГИХ ОРИЕНТИРОВАННЫХ СТЕКОЛ ТОЛЩИНОЙ 5,5—6,5
И 9,5—10,5 мм, ИЗГОТОВЛЕННЫХ ИЗ ОРГАНИЧЕСКИХ СТЕКОЛ
МАРКИ СО-95
Полирование стекол производить без предварительной термической обработки. Полировать на полировальном станке матерчатым кругом из сукна, фетра или бязи при окружной скорости круга до 50 м/сек с применением пасты ГОИ. После выведения дефектов стекла протереть ватой в целях удаления пасты. Произвести термообработку стекла при следующих режимах:- стекла толщиной 5,5—6,5 мм нагревать при температуре 100— 105°С и течение 10—12 мин; стекла толщиной 9,5—10,5 мм нагревать при температуре 100—105°С в течение 18—20 мин.
Стекла вынуть из термошкафа и охлаждать в помещении цеха не менее 1,5 ч.
5.5.3. Остывшие стекла протереть ватным тампоном с пастой для полирования органических стекол. Промыть стекло, как указано в п. 2.2.
5.6. УДАЛЕНИЕ ОТДЕЛЬНЫХ ДЕФЕКТОВ НА СТЕКЛАХ ВСЕХ ТИПОВ
5.6.1. Удаление царапин, забоин, «серебра». Указанные дефекты устранять, сняв слой стекла с помощью шабера, цикли или бритвы. Обработку стекла при удалении еди-
13
ничного дефекта производить медленно, выполняя не более одного двойного хода инструмента в секунду. Обрабатываемый участок стекла непрерывно охлаждать ватным тампоном, смоченным водой.
После удаления дефекта обработанную поверхность шлифовать водостойкой абразивной шкуркой 4?3, смоченной водой. Шлифовать медленными движениями не более одного двойного хода в секунду для предотвращения нагрева стекла. Необходимо следить, чтобы шкурка в процессе шлифования была все время мокрой. Вместо шкурки можно применять корундовые или карборундовые абразивные порошки 4?З, обрабатывая ими поверхность стекла с помощью мокрого ватного тампона. Шлифовать стекла до удаления следов режущего инструмента.
Обработанный участок отполировать полировочной пастой для органического стекла. Стекло промыть теплой мыльной водой, затем чистой водой и протереть насухо.
Термическая обработка стекол не производится.
Не допускается устранять дефекты на участках, имеющих оптические искажения.
5.6.2. Удаление сколов по торцам стекол.
Указанный дефект устраняется запиловкой напильником с последующей доводкой надфилем. Запиловку производить медленными движениями, избегая нагрева стекла.
<- Приложение I
ИЗМЕРЕНИЕ ОПТИЧЕСКИХ ИСКАЖЕНИЙ САМОЛЕТНЫХ СТЕКОЛ СПОСОБОМ ОТРАЖЕННОГО СВЕТА
Способ предназначен для измерения величины оптического искажения, возникшего в результате устранения дефекта в виде царапины, забоины и «серебра» на одной поверхности органического самолетного стекла.
Измерение можно производить непосредственно на самолете.
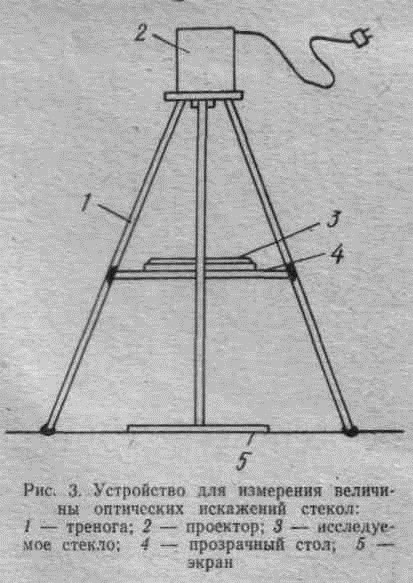
Устройство схематично представлено на рис. 4. Фонарь 2 с электролампой 40—60 Вт имеет матовое, стекло. Непосредственно на это стекло или на прозрачную накладку нанесена черной краской сетка с квадратными ячейками. Размер сторон ячеек 8— 10 мм. К фонарю посредством шарниров прикреплена лупа 1, снабженная отсчетной шкалой. Прибор должен быть оттарирован по устройству, описанному в п. 2.4.7.
Рис. 4. Прибор для измерения величины оптических
искажений методом отраженного света:
1 — лупа с отсчетной шкалой; 2 — фонарь; 3 — исследуемое стекло
Для измерения величины искажения фонарь поместить на исследуемое стекло 3 таким образом, чтобы он светил на стекло под углом 30—60°. Установить лупу так, чтобы была четкая видимость изображения сетки, а размеры ее ячеек в пределах видимости были одинаковыми. Передвигая фонарь по исследуемому стеклу, отыскать участок с наиболее искаженной сеткой. Измерить посредством отсчетной шкалы лупы максимальный размер стороны искаженной ячейки сетки, а затем на участке с неискаженной сеткой
15
измерить нормальный размер ячейки. Вычислить отношение максимального размера к нормальному. В дальнейшем руководствоваться указанием, данным в п. 2.4.7 настоящей инструкции в части определения допустимой величины искажения.
Для лучшей видимости дефекта рекомендуется противоположную сторону стекла затемнить.
Описанное, устройство может быть изготовлено в условиях авиаремонтного предприятия.
Измерение площади поверхности стекла с оптическим искажением производить с помощью масштабной линейки при визуальном осмотре стекла. Размер дефекта представить величиной площади воображаемого прямоугольника, в котором помещается участок стекла с искажением.
Приложение 2
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ ОРГАНИЧЕСКИХ СТЕКОЛ
Полировочная паста для органических стекол ТУ6-01-353-69. Паста ГОИ. Паста полировочная хромовая литая, ГОСТ 8217-,56. Шкурка Шлифовальная водостойкая на бумажной основе, ГОСТ 10054—62, или шкурка шлифовальная водостойкая на тканевой основе, ГОСТ 13344—67. Мыло туалетное «детское», ГОСТ 51867—73. Масло касторовое техническое, ГОСТ 675—73. Вата медицинская гигроскопическая нестерильная, ГОСТ 12233—66.СОДЕРЖАНИЕ
5.6. Удаление отдельных дефектов на стеклах всех типов. . . 13
Приложения:
Тип. РИО ГЛ. Тираж 1050. Зак. № 2/517
