


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сначала подготавливают песок, глину и другие исходные материалы.
Песок сушат при температуре около 250 С в печах или специальных установках и просеивают в целях отделения комьев, гальки и различных посторонних включений через сита с размером ячеек 3…5 мм.
Глину сушат при температуре 200…250 С, размельчают в два этапа: дробят на куски размером 15…25 мм в дробилках; размалывают в шаровых мельницах или бегунах до частиц размером менее 0,1 мм и просеивают через сита. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление песчано-глинистой формовочной смеси включает несколько операций: дозирование, перемешивание компонентов смеси, увлажнение, вылеживание и разрыхление.
Сущность процесса перемешивания состоит в том, чтобы из компонентов получить однородную смесь, все зерна песка которой были бы покрыты тонким, равномерным слоем увлажненной глины или другого связующего. Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов для распределения влаги и образования водных оболочек вокруг глинистых частиц и устранения неравномерности распределения влаги в смеси.
Готовую смесь разрыхляют в специальных устройствах (аэраторах или дезинтеграторах), что обеспечивает высокую газопроницаемость и однородность уплотнения смеси в формах.
Готовую смесь по ленточным конвейерам подают в бункеры на формовку.
Пластичную самотвердеющую смесь на жидком стекле готовят в два этапа. На первом этапе в бегуны вводят все компоненты смеси, кроме феррохромистого шлака, песок, глину, уголь, жидкое стекло, раствор едкого натра и др. компоненты перемешивают и готовую базовую смесь по транспортерным лентам подают в бункеры на место формовки. На втором этапе в специальные барабанные или шнековые смесители из бункера подают базовую смесь и вводят дозу феррохромистого шлака, перемешивают и подают в опоку.
Исходные материалы жидких, самотвердеющих смесей подают в бункеры на формовочный участок, затем исходные материалы в определенной последовательности подают в барабанные или шнековые смесители и перемешивают. Жидкая композиция готовится отдельно. Готовую смесь подают в опоку.
Стержневая смесь
Стержневая смесь соответствует условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Она должна иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность - способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость - способность смеси пропускать через себя газы (песок способствует ее повышению).
Для обеспечения этих свойств в стержневую смесь добавляют связующие материалы и другие добавки. В качестве связующих материалов применяют синтетические смолы, естественные смолы (сланцевая смола, канифоль), поливиниловый спирт, декстрин и др.
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке (в качестве связующих материалов применяют быстротвердеющие органические и органоминеральные связующие, которые затвердевают с помощью катализаторов); жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Литниковая система - это система каналов, через которые расплавленный металл поступает из тигля в рабочую полость литейной формы.
Задачей литниковой системы является не просто транспортировка жидкого металла к отливке, но и контроль скорости движения расплава, создание условий для нормального воздушного обмена между полостью объекта литья и внешней средой, предотвращения усадочных раковин в объектах литья путём формирования соответствующего градиента температуры в литейной полости и питания отливки при затвердевании сплава.
Возможны различные варианты выполнения литниковой системы в зависимости от типа сплава, характеристик объекта литья, личного опыта специалиста и т. д. Необходимо учитывать также, что литниковая система для установок с плавкой и литьём в вакууме с последующим прессованием имеет некоторые особенности, по сравнению с центробежным литьём.
Литниковая система создается путем подвода к восковой репродукции (модели) объекта литья (вкладки, отдельные коронки, каркасы мостовых протезов) восковых штифтов, которые после удаления воска из опоки представляют собой литьевые каналы.

Часто одни и теже элементы литниковой системы по разному называются не только практикующими специалистами, но и авторами солидных трудов соответствующей тематики. Для определённости, дадим вначале определения, которыми мы будем оперировать в дальнейшем, рассматривая особенности построения литниковой системы.
Литниковая воронка - элемент литниковой системы, предназначенный для начального формирования потока расплава. Форма литниковой воронки должна обеспечивать плавное и быстрое поступление расплава в литниковые каналы.
Литниковый канал - элемент литниковой системы, соединяющий воронку (конус) с коллектором или непосредственно с объёктами литья.
Литниковый канал (каналы) должны быть расположены в зоне максимальных температур опоки с целью предупреждения преждевременного охлаждения металла в них и замедления потока расплава. Количество литниковых каналов (1, 2, 3…) зависит от характеристик отливаемой работы. Чем массивнее отливка тем большее количество каналов может потребоваться для обеспечения высокоточного литья.
Коллектор - литейный резервуар, применяемый при конструировании литниковой системы при литье массивных отливок (в частности, цельнолитых каркасов мостовидных протезов).
Коллектор является источником дополнительного металла, который поступает в полость объекта литья для компенсации объемной усадки, которая имеет место при его (объекте литья) затвердевании. Коллектор, как правило, размещен в той части литниковой системы, которая остывает последней. Размеры коллектора определяются также и требованием нормального газового обмена с целью удаления остатков воздуха из литейной полости объекта литья.
Восковые модели литникововых каналов и коллектора делают из специального литьевого воска диаметром 3,5...5 мм.
При работе на вакуумных установках не рекомендуется использовать для построения литникововых каналов и коллектора литьевой воск диаметром менее 3,5мм.
Питатели - канал, соединяющие коллектор с объектом литья.
Однородность отливки в значительной степени зависит от размеров питателей. Выбирая размеры питателя необходимо помнить, что через него не только поступает расплав к литейной полости, но и выходит остаточный воздух из неё. Необходимо, чтобы питатель между коллектором и литейной полостью имел размеры, способствующие нормальному воздушному обмену. Кроме того, для обеспечения эффективного газообмена рекомендуется присоединять питатели к объекту литья под углом 45°.
Питатели всегда должны присоединяются к самой толстой части объекта литья, чтобы помочь в борьбе с усадкой. В особо крупных отливках может потребоваться несколько питателей для того, чтобы ввести металл в полости объекта литья.
Объекты литья - вкладки, полные и частичные коронки, промежуточные элементы, мостовидный протез.
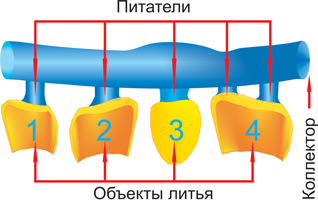
Геометрические размеры питателей зависят от вида и размера объекта литья. 1. - Коронка с незначительной толщиной стенки. Диаметр литника 2,5мм. 2. - Коронка со значительной толщиной стенки. Диаметр литника 3мм. 3. - Промежуточный элемент. Диаметр литника 3,5мм. 4. - Большая коронка со значительной толщиной стенки. Два литника диаметром 2,5...3мм. Длина питателей выбирается равной 2...5мм.
Правильно сконструированная литниковая система должна обеспечивать быстрое и ламинарное (плавное, однородным потоком) заполнение литейной формы с необходимой скоростью, непрерывную подачу расплавленного металла к затвердевающей отливке, выход газов из полости формы. Скорость материала важно, потому что, если расплав движется слишком медленно, он может остыть прежде, чем полностью заполнит литейную полость.
Для предупреждения турбулентного характера потока расплава, следует обеспечивать мягкие переходы между литниками в направление потока жидкого металла и соответствующие размеры элементов литниковой системы. Турбулентный (с завихрениями, бурный) характер движения расплава по литниковым каналам не способствуют оптимальному движению струи расплава. Из-за этого он не может сразу сформироваться и заполнить полость. При этом существенно возрастает вероятность образования усадочных раковин в отливке и неоднородность структуры каркаса протеза.
Расположение элементов литниковой системы в опоке - важнейший критерий для обеспечения качественного литья.
Объекты литья должны охлаждаться в первую очередь и поэтому должны быть размещены вне теплового центра опоки. Правильным считается их размещение на минимальном расстоянии от боковой поверхности опоки и её дна. На практике, обычно, необходимо выдерживать следующие расстояния: 4…5мм от боковой поверхности опоки и 4…5мм, соответственно, от её дна. Меньшие величины этих размеров ограничиваются механической прочностью материала опоки.
Литниковый канал (каналы) и коллектор должны охлаждаться в последнюю очередь и, следовательно, должны быть расположены максимально близко к термическому центру опоки. В идеальном случае, коллектор должен располагаться на середине высоты опоки, т. е. в зоне максимальной температуры (тепловой центр). При этом коллектор обеспечивает подпитку жидким расплавом объекты литья на стадии их кристаллизации, препятствуя их неконтролируемой усадке.
Исходя из вышеизложенных условий расположения коллектора определяется длина литниковых каналов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
